




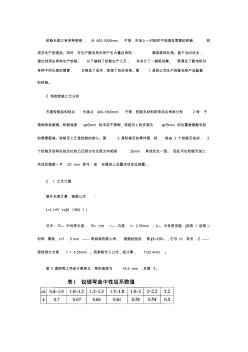
铰链长度三有多种规格, 从 400-1600mm 不等,市场上一时购买不到满足需要的铰链, 构 成对生产的困扰。同时,在生产配电柜时所产生大量边角料, 都按废料处理。基于当时状况, 提出利用边角料生产铰链。 以下编制了铰链生产工艺, 并设计了一副级进模, 既满足了配电柜对 各种不同长度的需要, 又降低了成本,取得了良好效果。图 1 是我公司生产的配电柜产品配套 的铰链。 2 特型铰链工艺分析 天盛铰链结构特点 :长度从 400-1600mm 不等,铰链页材料按现场边角料分有 2 种:不 锈钢和低碳钢。铰链轴是 φ5mm 的冷拉不锈钢,铰链页上的安装孔 φ5mm 的位置根据配电柜 的需要配做。铰链页工艺是铰链的核心。图 2 是铰链页的零件图,铰 链由 2 个铰链页组成, 2 个铰链页结构在组合处的凸凹部分在长度方向相差 20mm 其他完全一致。 因此可在铰链页加工 完成后裁剪一节 20 mm
热门知识
冲压工作和非标-
话题: 地产家居hanfengjun
-
话题: 地产家居calvin1981
精华知识
冲压工作和非标-
话题: 建筑设计shengsigeduo
最新知识
冲压工作和非标-
话题: 建筑设计jobdel_裕天投资
-
话题: 工程造价xukaiyu_50
冲压工作和非标相关专题
- 冲压发动机
- 冲压工艺学
- 冲压铆接机
- 汽车冲压工艺
- 超燃冲压发动机
- 冲压技术
- 冲压工艺及模具
- 非标冲压件
- 冲压工艺步骤
- 冲压车间工艺流程
- 云南4X600MW新建工程电气、热工电缆桥架合同
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 中国水利水电第十六工程局有限公司机场施工发展战略
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 指路标志(分流、合流诱导标)施工记录
- 中广核贵州龙里风电场升压站建筑物装饰装修施工方案
- 引绰济辽工程远距离输水隧洞TBM施工三维数值模拟
- 园林景观及配套设施标工程施工组织设计建筑施工
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 昭待高速公路路面预防性养护工程施工总结-推荐下载
- 整体平移后六层砖混结构住宅楼整体提升的施工与监测
- 医院综合楼基坑排桩支护及支撑体系土方开挖施工方案
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 在划分多种专业性作业条件下工程施工组织优化理论…
- 在市中心紧邻地铁和保护建筑的大型深基坑设计与施工