




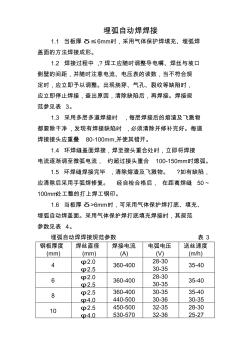
埋弧自动焊焊接 1.1 当板厚 δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2 焊接过程中 ,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表 3。 1.3 采用多层多道焊接时 ,每层焊接后的熔渣及飞溅物 都要除干净 , 发现有焊接缺陷时 ,必须清除并修补完好。每道 焊接接头应重叠 80-100mm,并使其错开。 1.4 环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流, 约超过接头重合 100-150mm时熄弧。 1.5 环焊缝焊接完毕 ,清除熔渣及飞溅物。 ?如有缺陷, 应清除后采用手弧焊修复。 经自检合格后, 在距离焊缝 50~ 100mm处工整的打上焊工钢印。 1.6 当板厚 δ>6m

现阶段科学技术持续发展,生活水平持续提升,而且加工行业也得到了显著的发展。普通的焊接技术很难满足现阶段人们的生活需求,所以使得自动焊接得到了广泛的使用,这样不仅可以提升企业的生产力,而且可以能够降低成本,最主要的就是可以获得更多的经济效益。本文详细地分析了自动焊接所存在的优势,而且仔细地研究了自动焊接的发展趋势。
热门知识
自动焊接打磨机-
话题: 地产家居wjp4294793
精华知识
自动焊接打磨机-
话题: 装修工程lvyi780130
-
话题: 地产家居liupan52188
最新知识
自动焊接打磨机自动焊接打磨机相关专题
- 自动报警消防图例
- 自动车库门有那些优点
- 自动报警楼层模块集线箱
- 自动闭门器如何调
- 自动门是什么原理
- 自动门的感应器有几种类型
- 自动门是怎么锁的
- 自动放气阀下面是什么阀门
- 自动关门方法及原理
- 自动控制阀门哪里生产的
- 智能建筑火灾自动报警与消防联动系统设计及应用效果
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能建筑电梯和自动扶梯系统分项工程质量验收记录表
- 中国工程建设焊接协会全国优秀焊接工程
- 智能化楼宇自动化控制系统机电设备安装施工技术分析
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于钢铁冶金电气设计中自动化控制技术创新方案
- 光纤自动切换保护系统在铁路光纤线路保护中应用
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于无线通讯技术在配电自动化改造现场中与应用
- 基于S7-300可编程控制器变电站自动化系统设计
- 哈尔滨工业大学电气工程及其自动化三学期培养方案建设
- 基于CDIO理念机械工程及自动化工程项目实践
- 工程应用型自动化专业学生能力培养模式与体系构建
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 电气自动化设备安装与维修
- 基于Web远程视频监控系统在自动化中设计与应用