




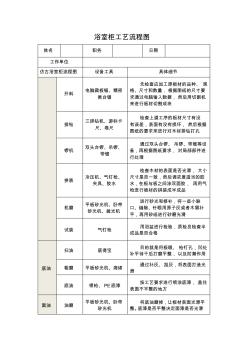
浴室柜工艺流程图 姓名 职务 日期 工作单位 仿古浴室柜流程图 设备工具 具体细节 开料 电脑裁板锯、精密 推台锯 先检查应加工原板材的品种、 规 格、尺寸和数量,根据图纸的尺寸要 求通过电脑输入数据,然后用切割机 来进行板材切割成块 排钻 三排钻机、游标卡 尺、卷尺 检查上道工序的板材尺寸有没 有误差,表面有没有损坏, 然后根据 图纸的要求来进行对木材排钻打孔 锣机 双头台锣、吊锣、 带锯 通过双头台锣、吊锣、带锯等设 备,再根据图纸要求, 对局部部件进 行处理 拼装 冷压机、气钉枪、 夹具、胶水 检查木材的表面是否光滑, 大小 尺寸是否一致,然后调浓度适当的胶 水,在板与板之间涂双面胶, 再用气 枪进行板材的拼装成半成品 机磨 平板砂光机、卧带 砂光机、抛光机 进行砂光和修补,将一些小缺 口、缝隙、针眼用原子灰或者木屑补 平,再用砂纸进行砂磨光滑 试装 气钉枪 用浴盆进行检验,质检员检

共 10页 第 1 页 浴室柜分厂 实木柜车间生产工艺流程图 【流程图】 【 流程说明】 1. 由各品牌产品部下达生产指令单 2. 经分厂生管办审核录入下发车间生产调度 3. 经车间调度录入生产排核实同时安排物控员采购物料 4. 调度员下达生产 ERP单各班长安排生产 5. 由木工班长安排组长生产单 6. 按产品受控图纸的规格厚度进行领料 7. 按产品要求正面见光材料或底板主次分明 8. 选料时根据产品的要求,同类产品的色差应保持大体一致 9. 完成工件不允许爆裂、内裂、发霉等的现象 10. 截料后所剩残料达到 150mm以上长度的必须齿接后另行使用, 以防浪费 11. 完成工件应清点数量,放入地台板、写好流程单转下工序 12. 按产品图纸的规格,根据材料的弯直来取截 13. 过完修边机材料后所剩残料达到 25mm以上宽度的必须拼好后 另行使用,或者作小方条利用 14. 所备材料的修边面与
热门知识
浴室柜工艺流程-
话题: 建筑设计wanglinhan
-
话题: 暖通空调gaomanman2
精华知识
浴室柜工艺流程-
话题: 工程造价wang5880226
-
话题: 工程造价yujianlin123
最新知识
浴室柜工艺流程浴室柜工艺流程相关专题
- 白衣浴室
- 浴室柜角柜
- 浴室柜哪种好
- 浴室柜的缺点
- 浴室灯怎么接
- 浴室镜灯如何
- 浴室柜好用吗
- 浴室门哪种好
- 浴室电话
- 浴室浴巾架
- 关于桉叶油素提取工艺流程设计
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 公路工程施工、桥涵施工工艺大全系梁施工工艺流程图
- 公路工程施工、桥涵施工工艺大全滑模拆除工艺流程图
- 化工制图工艺流程图、设备平面图、绘管道
- 国内企业研发生产新型节能导线工艺流程申报国家标准
- 模板工程施工工艺流程控制程序图(早拆模体系构造图)
- 模具皮纹腐蚀工艺流程
- 制药纯化水系统地实用实用工艺流程及实用实用标准说明书
- 欧特克全新发布工艺流程图软件AutoCAD
- 不锈钢标牌制作工艺流程
- 模板工程施工工艺流程控制程序图早拆模体系构造图
- PE-RT管地暖施工工艺流程注意事项
- 成品安装工艺流程及要求