
- 首页 >
- > 易拉罐增强wifi信号
更新时间:2024.04.27




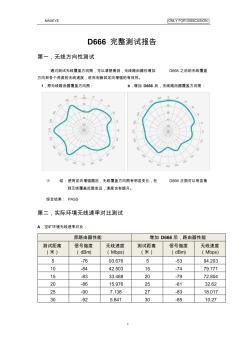
MAXEYE ONLY FOR DISSCUSION 1 D666 完整测试报告 第一,无线方向性测试 通过测试无线覆盖方向图,可以清楚看到,无线路由器在增加 D666 之后的无线覆盖 方向和各个角度的无线速度,进而判断其定向增强的有效性。 1,原无线路由器覆盖方向图: b,增加 D666 后,无线路由器覆盖方向图: 小 结:使用定向增强器后,无线覆盖方向图有明显变化,在 D666 正面可以明显看 到无线覆盖范围变远,速度也有提升。 综合结果: PASS 第二,实际环境无线速率对比测试 A,空旷环境无线速率对比: 原路由器性能 增加 D666后,路由器性能 测试距离 (米) 信号强度 (dBm) 无线速度 (Mbps) 测试距离 (米) 信号强度 (dBm) 无线速度 (Mbps) 5 -76 93.676 5 -53 94.203 10 -84 42.503 15 -74 79.
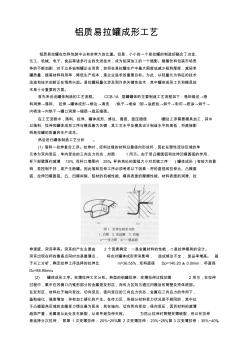
铝质易拉罐成形工艺 铝质易拉罐在饮料包装中占有非常大的比重。但是,小小的一个易拉罐的制造却融合了冶金、 化工、机械、电子、食品等诸多行业的先进技术,成为铝深加工的一个缩影。随着饮料包装市场竞 争的不断加剧,对于众多地制罐企业而言,如何在易拉罐生产中最大限度地减少板料厚度,减轻单 罐质量,提高材料利用率,降低生产成本,是企业追求的重要目标。为此,以轻量化为特征的技术 改造和技术创新正在悄然兴起。易拉罐轻量化涉及到许多关键性技术,其中罐体成形工艺和模具技 术是十分重要的方面。 首先来说说罐体制造的工艺流程。 CCB-1A 型罐罐体的主要制造工艺流程如下:卷料输送→卷 料润滑→落料、 拉伸→罐体成形→修边→清洗 /烘干→堆垛 /卸→涂底色→烘干→彩印→底涂→烘干→ 内喷涂→内烘干→罐口润滑→缩颈→旋压缩颈。 在工艺流程中,落料、拉伸、罐体成形、修边、缩径、旋压缩径 /翻边工序需要模具加工,其中
热门知识
易拉罐增强wifi信号-
话题: 地产家居purple0380
精华知识
易拉罐增强wifi信号-
话题: 地产家居qq441799868
-
话题: 装修工程xiaocui1981
-
话题: 工程造价yizhangudeng
最新知识
易拉罐增强wifi信号-
话题: 地产家居CHENGCHANG2
专题概述
易拉罐增强wifi信号知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关易拉罐增强wifi信号最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:易拉罐增强wifi信号
相关话题
资料下载
相关资讯
易拉罐增强wifi信号相关专题
- 安置房交易流程2019
- 2019年二手房交易契税
- 2019交易房产税
- 海拉尔买房首付2019
- 二手房交易契税2019
- 洛阳经济适用房2019交易
- 美国房产中国买家网易2019
- 克拉玛依经济适用房政策2019年
- 义乌2019商品房交易量
- 萧山2019年9月商品房交易排行榜
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 增强整体效益促进持续发展:谈建筑热环境改善与节能
- 可实现高速信号处理的超声波无损检测系统的设计
- 增设Ⅱ型电动轮汽车主发电机磁场电流监测信号的构思
- 增强水文与水资源工程专业本科生毕业实习效果的思考
- 增强型改性发泡水泥保温板建筑保温系统应用技术标准
- 增强水泥GRC聚苯复合板外墙内保温施工交底记录.
- 增强现代水利意识 进一步推进节水灌溉事业的发展
- 优化EMD法及其在航空发动机振动信号分析中的应用
- 新型屋面防水材料中碱玻璃纤维增强冷胶结料基布
- 工业以太网交换机在区域交通信号控制系统中典型应用
- 基于CAN总线新型LED信号机状态在线检测设计
- 基于Agent控制器单路口信号灯学习控制方法
- 关于聚丙烯液相反应釜浆液线料位调节阀控制信号改进
- 基于FPGA有源电力滤波器PWM信号发生器设计
- 纤维增强、防裂混凝土
- 基于MEMS矢量水听器微弱信号提取电路设计与测试