




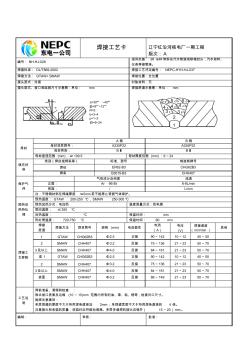
焊接工艺卡 辽宁红沿河核电厂一期工程 版次: A 编号: NH-HJ-028 适用范围: 3# &4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接头型式:对接 衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接层道示意图:单位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 侧 B 侧 母材材质牌号: A335P22 A335P22 母材类别: BⅠ BⅠ 母材直径范围 (mm):≥ 109.5 母材厚度范围 (mm):9~24 填充材 料 类别(焊丝或焊条等) 标准、型号 制造商

通过X射线观测爆炸焊接复板的运动姿态,得出了爆轰载荷与复板的作用过程,从而提出了在爆炸焊接过程中"爆轰载荷产生的复板的最大弯矩必须大于复板材料在其动态屈服极限时的弯矩而小于其在动态抗拉极限时的弯矩,才能实现成功爆炸焊接"这一新观点,并由此得出了爆炸焊接装药厚度的上限和下限,此即为爆炸焊接装药厚度可焊性窗口.在此基础上,根据界面的微观组织形貌和爆炸焊接结合机理,提出了爆炸焊接装药的"下限法则",此法则不仅将目前爆炸焊接装药量减小了30%,而且又提高了复合材料界面结合质量,同时为某些硬脆材料成功爆炸焊接提供了理论依据.
热门知识
tuo 口焊-
话题: 工程造价yangdeihua
-
话题: 结构设计zhaoshengyun
精华知识
tuo 口焊最新知识
tuo 口焊-
话题: 工程造价zhangxingli

tuo 口焊相关专题
- 卡套接头的安装方法
- 开窗帘店要考虑什么因素
- 开窗口是否影响整体消防
- 开窗帘店要自己会做
- 卡特挖掘机室内图片
- 开敞阳台装饰装修
- 开窗帘店利润大
- 开窗帘店要什么条件
- 开窗器的介绍
- 开关插座安装顺序
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 张家口清水河建设桥临时支架及河道行洪能力计算分析
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 引黄工程汾河水库取水口临时挡水建筑物施工方案比选
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析