




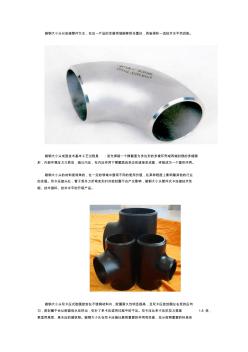
碳钢大小头以连接管件为主,在这一产品的发展领域能够担当重任,具备国际一流技术水平而启航。 碳钢大小头成型技术基本工艺过程是 : 首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇 形,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终极成为一个圆形环壳。 碳钢大小头的材料是特殊的,在一定的领域中展现不同的使用价值,在某种程度上影响着其他的行业 的发展。双卡压接头处,管子受外力折弯变形时对密封圈不会产生影响,碳钢大小头管件式卡连接技术性 能、技术指标、技术水平的升级产品。 碳钢大小头双卡压式胶圈密封在不锈钢材料内,胶圈耐久性明显提高,且双卡压密封圈左右受挤压均 匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。双卡压比单卡压抗拉力提高 1.8 倍, 更适用高层、高水压的建筑物。碳钢大小头在双卡压接处展现重要的作用和性能,充分按照重要的标准形 式用。碳钢大小
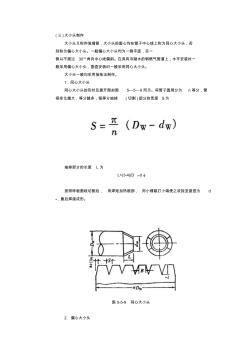
(三 )大小头制作 大小头又称作渐缩管,大小头的圆心均在管子中心线上称为同心大小头,否 则称为偏心大小头。一般偏心大小头均为一侧平直,另一 侧以不超过 30°角向中心线偏斜。在具有冷凝水的钢燃气管道上,水平安装时一 般采用偏心大小头,垂直安装时一般采用同心大小头。 大小头一般均采用抽条法制作。 1.同心大小头 同心大小头的形状及展开图如图 5—5—9 所示。将管子圆周分为 n 等分,管 径变化越大,等分越多,每等分抽掉 (切割 )部分的宽度 S为 抽掉部分的长度 L 为 L=(3-4)(D w-d W) 按照样板画线切割后, 用焊矩加热根部, 用小锤敲打小端使之收拢至直径为 d w,最后焊接成形。 图 5-5-9 同心大小头 2. 偏心大小头 偏心大小头的切割面线如图 5—5—10。图中 A、B、C、D、E的尺寸可按下列 各式确定。 上述式中各符号意义如图所示。 图 5-5-10 偏心
热门知识
碳钢大小头价格-
话题: 工程造价heyongtang
精华知识
碳钢大小头价格最新知识
碳钢大小头价格-
话题: 工程造价daizhengli1
-
话题: 造价软件lyliujinquan
专题概述
碳钢大小头价格知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关碳钢大小头价格最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:碳钢大小头价格
相关话题
资料下载
-
`
- 偏心大小头 `
- 大小头作用 `
- 同心大小头 `
- 图纸(大小头) `
- 06焊接、弯头、大弯、大小头价格表 `
- 同心大小头重量 `
- 美标异径管(大小头) `
- 墙地砖“大小头”初探 `
- 风管大小头计算 `
- 大小头制造工艺
相关资讯
碳钢大小头价格相关专题
- 冷拔低碳钢丝是什么钢筋
- 冷拔低碳钢丝网是什么钢筋
- 冷拨低碳钢丝代号是什么
- 冷轧板是碳钢么
- 中碳钢的碳含量是多少
- 轴承钢与碳钢的区分
- 铸钢(碳钢)和锻钢的区别
- 铸钢和低碳钢哪个适宜铸造
- 铸钢和碳钢材质有什么不同
- 铸铁和碳钢材质能焊接吗
- 中国漩涡气泵价格
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 招标代理服务收费标准计价格[2002]1980号
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 关于转发水利工程供水价格核算规范(试行)通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 公路造价模板2016价格信息11月价格(含税)
- 工程造价管理中工程材料价格
- 关于调整工程主要材料结算价格加强建设工程材料价格
- 关于建设工程工料机价格涨落调整与确定工程造价意见
- 各品牌商标锌锭最新价格表
- 工程量清单模式费用构成和国外建设工程项目价格构成
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 国家发展改革委发出通知做好成品油和电力价格调整工作
- 合理定价加强管理——关于招投标工程价格确定和管理
- 关于做好我市调整住房供应结构稳定住房价格工作通知
- 关于补充铁路工程建设材料预算价格材料项目通知