




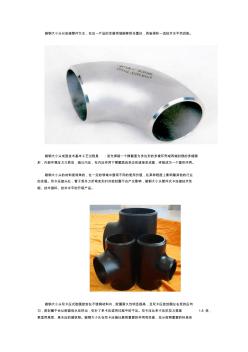
碳钢大小头以连接管件为主,在这一产品的发展领域能够担当重任,具备国际一流技术水平而启航。 碳钢大小头成型技术基本工艺过程是 : 首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇 形,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终极成为一个圆形环壳。 碳钢大小头的材料是特殊的,在一定的领域中展现不同的使用价值,在某种程度上影响着其他的行业 的发展。双卡压接头处,管子受外力折弯变形时对密封圈不会产生影响,碳钢大小头管件式卡连接技术性 能、技术指标、技术水平的升级产品。 碳钢大小头双卡压式胶圈密封在不锈钢材料内,胶圈耐久性明显提高,且双卡压密封圈左右受挤压均 匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。双卡压比单卡压抗拉力提高 1.8 倍, 更适用高层、高水压的建筑物。碳钢大小头在双卡压接处展现重要的作用和性能,充分按照重要的标准形 式用。碳钢大小
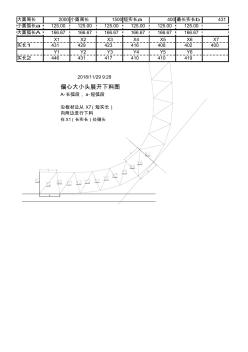
大圆周长 2000小圆周长 1500短实长a 400 最长实长b 431 小圆弧长a 125.00 125.00 125.00 125.00 125.00 125.00 大圆弧长A 166.67 166.67 166.67 166.67 166.67 166.67 X1 X2 X3 X4 X5 X6 X7 实长1 431 429 423 416 408 402 400 Y1 Y2 Y3 Y4 Y5 Y6 实长2 446 431 417 410 410 419 2018/11/29 9:28 偏心大小头展开下料图 A-长弧段, a-短弧段 沿板材边从 X7(短实长) 向两边进行下料 在X1(长实长)处碰头
热门知识
碳钢大小头偏心-
话题: 工程造价heyongtang
精华知识
碳钢大小头偏心最新知识
碳钢大小头偏心-
话题: 地产家居lifengyukkk
-
话题: 综合管廊hfkongjian
专题概述
碳钢大小头偏心知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关碳钢大小头偏心最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:碳钢大小头偏心
相关话题
资料下载
-
`
- 钢板焊接偏心大小头 `
- 大小头展开 `
- 大小头作用 `
- 同心大小头 `
- 图纸(大小头) `
- 偏心变径(大小头)手工放样展开步骤详解 `
- 偏心大小头压制新工艺 `
- 偏心变径(大小头)手工放样展开步骤详解 `
- 偏心大小头制造新工艺 `
- 偏心拔稍大小头展开面积
相关资讯
碳钢大小头偏心相关专题
- 冷拔低碳钢丝是什么钢筋
- 冷拔低碳钢丝网是什么钢筋
- 冷拨低碳钢丝代号是什么
- 冷轧板是碳钢么
- 中碳钢的碳含量是多少
- 轴承钢与碳钢的区分
- 铸钢(碳钢)和锻钢的区别
- 铸钢和低碳钢哪个适宜铸造
- 铸钢和碳钢材质有什么不同
- 铸铁和碳钢材质能焊接吗
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)