
- 首页 >
- > 热熔水管死角怎么焊接
更新时间:2024.04.28




关键词 PE管道焊接机 PE管道对焊机 PE热熔对焊机 热熔对接机 PE热熔机 操 作 施工 使用 说明 演示 图解 PE 热熔对接机使用图解 很多刚刚接触 PE 施工的人经常会问有关热熔对接焊机如何操作的问题, 尽管 我们的使用说明书中有很详尽的说明,但那也是在购买了我们产品之后,因此 我们特地拍摄了一些图片,图文并茂的给大家讲解下如何使用热熔对接焊机; 如有不足之处还请方家指正! 热熔对接的连接界面是平面 ,其方法是将两相同的连接界面用热板加热到粘流 态后 ,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形 成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为 使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。 整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界 面上处于粘流态的材料有流动也有扩散,流动太大不利于
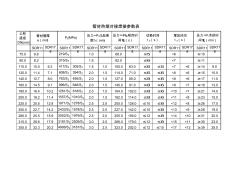
公称 直径 DN(mm) SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 75.0 6.8 219/S2 1.0 68.0 ≤5 <6 ≥10 90.0 8.2 315/S2 1.5 82.0 ≤6 <7 ≥11 110.0 10.0 6.3 417/S2 305/S2 1.5 1.0 100.0 63.0 ≤6 ≤5 <7 <6 ≥14 9.0 125.0 11.4 7.1 608/S2 394/S2 2.0 1.5 114.0 71.0 ≤6 ≤6 <8 <6 ≥15 10.0 140.0 12.7 8.0 763/S2 495/S2 2.0 1.5 127.0 80.0 ≤8 ≤6 <8 <6 ≥17 11.0 160.0
热门知识
热熔水管死角怎么焊接-
话题: 装修工程158****3022
-
话题: 室内设计yyj7723634
精华知识
热熔水管死角怎么焊接-
话题: 装修工程jonathan159
最新知识
热熔水管死角怎么焊接-
话题: 装修工程1021179439
-
话题: 室内设计moonkiki1987
专题概述
热熔水管死角怎么焊接知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关热熔水管死角怎么焊接最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:热熔水管死角怎么焊接
相关话题
资料下载
相关资讯
热熔水管死角怎么焊接相关专题
- 热熔型道路标线施工价格
- 热熔标线怎么施工
- 防水卷材的热熔法施工
- pe热熔管材
- 热熔pe管件
- ppr水管热熔焊接教程
- 热熔水管死角怎么焊接
- 热熔水管焊接方法视频
- 热熔ppr水管焊接方法
- pe管道热熔焊接工艺卡
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 中国焊接学会堆焊及表面工程专委会
- 张家口市中心城区污水排水管网在线监测系统设计
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 怎么样加油可以省钱?夏季加油八个注意事项参考资料
- 应用洛阳GPS软件设计城市排水管道工程的初步
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于印发上海市埋地塑料排水管应用技术导则通知
- 供水管道在城市T型桥梁上搭载过江工程施工质量控制