




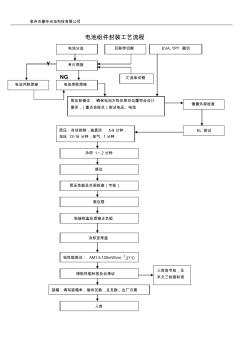
泉州市豪华光电科技有限公司 电池组件封装工艺流程 Y NG 层压前铺设, 确保电池方阵在层向位置符合设计 要求,(重点自检点)测试电压、电流 层压:自动控制,抽真空 5-8分钟, 加压 12-16 分钟,放气 1分钟 冷却 1~2 分钟 修边 层压性能及外观检查(专检) 装边框 粘接线盒及焊接正负极 冷却至常温 电性能测试: AM1.5,100mW/cm 2,27℃ 填贴性能标签及合格证 装箱,填写装箱单;每块瓦数,总瓦数,出厂日期 入库 入库前专检,见 本文三检查标准 电池分选 互联带切割 EVA, TPT 裁切 单片焊接 电池串联焊接 汇流条切割 电池并联焊接 镜像外观检查 EL 测试
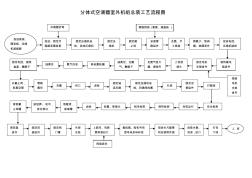
分体式空调器室外机组总装工艺流程图 固定压缩机地 线、投放压缩机 投放、固定冷 凝器和隔音板 充氮、手 工焊接 安装管 路组件 管路 整形 吸枪氦检漏 投放电控、 压缩机接线 卤检 抽真空 关截止阀, 取真空管 预装 电机 支架 组件 固定轴 流风扇 连机运行 安全检测制热检测 上底托,包装 塑料袋封口 固定前 盖组件 收氟,取接头卤检 装前盖 组件 紧固截 止阀帽 制冷检测 投放长尺配管 和安装附件袋 冷凝器折弯 抽真空、充氦 气、敷腻子 固定电机 支架组件 打包 下线 固定压 缩机 固定截 止阀 剪腻子、取阀 帽、装隔音件 管路预装 (套管、减振垫 ) 装热敏电 阻组件 充氮气检大 漏、绑线夹 上快速 接头 氦气回收 固定电控、接线 盒盖,敷腻子 放排水管、 泡沫,封口 套纸箱、贴机号和 型号条形码标签 预装底托 固定阀 门罩 外观 总检 贴铭牌、机号, 挂合格证 取配线, 装堵帽
热门知识
汽车总装工艺流程图-
话题: 工程造价jiangdewang
精华知识
汽车总装工艺流程图-
话题: 建筑设计xionggang123
-
话题: 建筑设计wuya123456
最新知识
汽车总装工艺流程图-
话题: 建筑设计dksunrong1
汽车总装工艺流程图相关专题
- 中联重科25T汽车吊车价格表
- 自卸汽车吨位大小的换算
- 长安逸动汽车水泵价格
- 长城m4汽车水泵是多少价位
- 战鹰汽车发电机价格
- 捷达牌汽车龙门架多少钱
- 一个美国汽车报价网站
- 一汽大众cc汽车水泵多少钱
- 有什么软件扫描汽车会报价
- 在那有买汽车大梁钢材
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 在冰灾抢修特殊条件下的OPGW和ADSS施工工艺
- 改进型BAF水处理及回用装置节能工艺与投资效益分析
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 关于汽车吊常见故障维修以支脚软腿故障为例
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 工艺条件对6061铝合金近液相线铸造微观组织影响
- 工艺气放空消声器(109—U)吊装更换施工技术总结
- 工艺工法建筑工程砌体工程施工工艺及质量验收标准
- 工程项目管理流程图
- 工艺因素对电度表用NiFe磁补偿合金性能影响
- 工程力学毕业论文机械加工工艺自动化生产与安全管理