




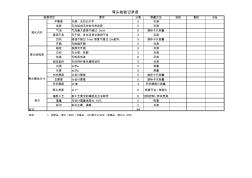
要求 分值 测量方法 自检 复检 终检 平整度 光滑,无凹凸不平 5 目测 杂质 无与组成无关的外来杂质 5 目测 气泡 气泡最大直径不超过 3mm 6 游标卡尺测量 浸润不良 无干斑、发白及其它浸润不良 3 目测 凹坑 直径不超过 1mm,深度不超过 2mm凹坑 5 游标卡尺测量 开裂 无树脂开裂 5 目测 裂纹 表面无开裂 5 目测 白纱 无分层、炸裂 3 目测 色差 无明显色差 6 目测 刮伤垫伤 无任何纤维外漏和划伤 5 目测 内径 ±5‰ 5 测量 长度 ±5‰ 5 测量 内衬厚度 ≥设计厚度 5 游标卡尺测量 总厚度 ≥设计厚度 5 游标卡尺测量 巴氏硬度 ≥36 3 巴氏硬度计测量 弯头角度 ±1° 8 角度平台 /角度仪 铺层工艺 按工艺要求的铺层及方法制作 8 过程控制 /样块焚烧 重量 与设计重量误差≤ 10% 5 称重 标识 标识正确、清晰 2 目测 合计 94 说明
推制压制弯头 制造工艺流程 1.规范、标准 管件和法兰应满足所有适用规范、标准和规程的最新版的要求,并应执行其中最严格 的要求。参考的规范、标准如下: GB12459 钢制对焊无缝管件 GB6654 压力容器用钢板 GB5310 高压锅炉用无缝钢管 GB9948 石油裂化用无缝钢管 GB/T8163 输送流体用无缝钢管 SH3408 钢制对焊无缝管件 2、管件制造工艺流程 注:Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ、Ⅶ为控制环节 A、B、C、D、E、F、G、H、I 为控制点 1、2、3、4、5、6、7、8、9、10、11、12、13、14为工序号 3、过程控制 3.1 材料复检 3.1.1 我公司用做材料及成品检测的专业检测设备多台对于新进厂的材料进行以下复检。 1)光谱仪进行材料光谱分析; 2)测厚仪
专题概述
铝制弯头知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关铝制弯头最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:铝制弯头
相关话题
资料下载
-
`
- 弯头分类 `
- 常用弯头 `
- 弯头 `
- bw弯头 `
- 煨制弯头90度弯头世鸿管件 `
- 导流弯头和普通弯头 `
- 无缝钢制弯头、冲压焊接弯头重量明细表 `
- 冲压弯头碳钢弯头 `
- 弯头不锈钢弯头 `
- 等径弯头是90度弯头吗
相关资讯
铝制弯头相关专题
- 怎么在铝制面板上添字
- 怎样看待铝制品
- 长期用铝制品有害
- 焊铝制品用什么粉
- 焊锡丝可以焊铝制品吗
- 管道井门铝制套什么定额
- 钢制散热器和铝制散热器
- 铝制标牌怎么学
- 铝制衣柜有什么缺点
- 铝制品真的对人体有害吗
- 国内外蓝宝石用途高纯氧化铝制备方法和生产现状分析
- 基于随形冷却电熔管道弯头注塑成型残余应力控制
- 90度弯管、支承管支撑管弯头的注射注塑模具设计开题报告
- 常用钢制管件弯头、三通、异径管、管帽理论重量体积表
- 制作大口径ф450、ф500、ф630PE管弯头
- 冲压弯头尺寸重量照表
- 管弯头价格行情走势工程造价规格型号大全
- 大弧度弯头
- 各种弯头规格尺寸大全
- 热煨弯管(弯头)双层环氧粉末外涂层技术规格书
- 各类弯头45°、90°及180°规格及尺寸照表
- CQH-A型保温管弯头CO2气体保护焊专机研制
- 水套加热炉加热管与弯头之间的焊缝未焊透缺陷的控制
- SPM高压活动弯头2A176562A17920
- 常用钢制管件(弯头三通异径管管帽)理论重量体积表
- SA-335P91弯头管材硬度偏低原因分析及对策
- 各类弯头45°、90°及180°规格及尺寸对照表