




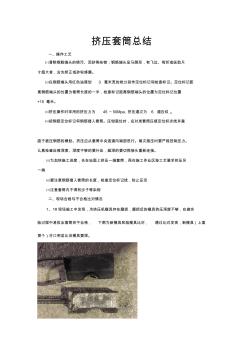
挤压套筒总结 一、操作工艺 ⑴清除钢筋端头的锈污、泥砂等杂物;钢筋端头呈马蹄形,有飞边、弯折或纵助尺 寸超大者,应先矫正或砂轮修磨。 ⑵在钢筋端头用红色油漆划 3 毫米宽的线分别作定位标记和检查标记。定位标记距 离钢筋端头的位置为套筒长度的一半,检查标记距离钢筋端头的位置为定位标记位置 +15 毫米。 ⑶挤压操作时采用的挤压力为 45~50Mpa,挤压道次为 6 道压纹。 ⑷按钢筋定位标记将钢筋插入套筒。压钳就位时,应对准套筒压痕定位标志线并垂 直于被压钢筋的横肋。挤压应从套筒中央逐道向端部进行。每次施压时要严格控制压力。 认真检查压痕深度、深度不够的要补压,超深的要切除接头重新连接。 ⑸为加快施工进度,先在地面上挤压一端套筒,再在施工作业区按工艺要求挤压另 一端 ⑹要注意钢筋插入套筒的长度,检查定位标记线,防止压空 ⑺注意套筒内不得有沙子等杂物 二、现场合格与不合格比对情况 1、1

钢筋规格 套筒外径 套筒壁厚 套筒长度 套筒重量 mm mm mm mm kg 16 30±0.5 4.5(+0.54/-0.45) 100±2 0.28 18 33±0.5 5(+0.6/-0.5) 110±2 0.38 20 36±0.5 5.5(+0.66/-0.55) 120±2 0.50 22 40±0.5 6(+0.72/-0.6) 132±2 0.66 25 45±0.5 7(+0.84/-0.7) 150±2 0.98 28 50±0.5 8(+0.96/-0.8) 168±2 1.39 32 56±0.56 9(+1.08/-0.9) 192±2 2.00 36 63±0.63 10(+1.2/-1) 216±2 2.83 40 70±0.7 11(+1.32/-1.1) 240±2 3.84 冷挤压套筒尺寸
热门知识
挤压套筒-
话题: 造价软件huahua1003
-
话题: 造价软件aqyangsong
精华知识
挤压套筒-
话题: 造价软件ganyuanhuisi
最新知识
挤压套筒-
话题: 工程造价listentome2
专题概述
挤压套筒知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关挤压套筒最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:挤压套筒
相关话题
资料下载
-
`
- 挤压套筒技术总结 `
- 冷挤压套筒尺寸表 `
- 冷挤压套筒施工工艺 `
- 挤压套筒施工技术交底 (2) `
- 钢筋挤压套筒连接方案 (2) `
- 钢筋挤压套筒连接方案[] `
- 钢筋挤压套筒连接方法 `
- 钢筋挤压套筒连接方案 `
- 钢筋挤压套筒连接方法() `
- 钢筋挤压套筒连接方案 ` `
相关资讯
挤压套筒相关专题
- 学习铝型材挤压模具难
- 钢筋套管挤压连接
- 钢筋套筒挤压连接原理
- 铁屑铝屑、脱油挤压机
- 什么是挤压混凝土
- 变形铝挤压工艺大全书籍
- 泥浆护壁灌注是挤压桩吗
- 铝型材挤压机挤压原理
- 铝型材挤压机哪家最好
- 铝型材挤压计算
- 隧道二衬主筋冷挤压套筒机械连接技术交底教程文件
- 挤压套筒接头在钻孔灌注桩施工中应用
- 钢筋挤压套筒连接工艺性试验报告
- 钢筋挤压套筒连接作业指导书
- 挤压套筒技术总结
- 冷挤压套筒施工工艺
- 冷挤压套筒尺寸表
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材