





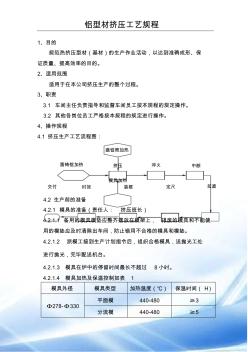
铝型材挤压工艺规程 1、目的 规范热挤压型材(基材)的生产作业活动,以达到准确成形、保 证质量、提高效率的目的。 2、适用范围 适用于在本公司挤压生产的整个过程。 3、职责 3.1 车间主任负责指导和监督车间员工按本规程的规定操作。 3.2 其他各岗位员工严格按本规程的规定进行操作。 4、操作规程 4.1 挤压生产工艺流程图: 4.2 生产前的准备 4.2.1 模具的准备(责任人: 挤压班长) 4.2.1.1 备用的模具模垫应整齐摆放在模架上, 报废的模具和不能使 用的模垫应及时清除出车间,防止错用不合格的模具和模垫。 4.2.1.2 派模工接到生产计划指令后,组织合格模具,送抛光工处 进行抛光,完毕配送机台。 4.2.1.3 模具在炉中的停留时间最长不超过 8小时。 4.2.1.4 模具加热及保温控制如表 1 模具外径 模具类型 加热温度(℃) 保温时间( H) Ф278-Ф330
热门知识
铝型材挤压计算-
话题: 室内设计ROSEFEIXUE
精华知识
铝型材挤压计算-
话题: 工程造价tasiman88113
最新知识
铝型材挤压计算-
话题: 地产家居ABCD721204
-
话题: 工程造价xiongxing100
铝型材挤压计算相关专题
- 开关86型什么意思
- 开关86型是什么意思
- 开个小型涂料厂需要什么
- 开关中的86型是什么意思
- 开什么小型加工厂赚钱
- 开小型制钉厂要多少成本
- 开小型制砖机场挣钱
- 开一个小型led灯泡组装厂
- 凯里沪山铝土矿多少钱1吨
- 抗冲型UPVC硬塑管,承插粘接
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 应用贵州省雨洪公式计算施工期设计洪水需注意的问题
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 工程水文与水利计算课程教学改革探索
- 云计算技术在计算机数据处理中的应用分析与发展对策
- 云计算模型在船体复杂结构件装配和三维建模中的应用
- 张家口清水河建设桥临时支架及河道行洪能力计算分析
- 中风化硬质岩地基超高层建筑沉降计算方法与应用
- 云计算、大数据在水利档案管理系统建设中应用的构想
- 张河湾公司计算机监控系统国产化改造可行性
- 云南造价咨询服务收费自动计算表〔2O12〕66号
- 有限元法与材料力学方法在闸墩门槽应力计算中的对比
- 铝型材加工的方法有哪些
- 铝型材加工那家好
- 铝型材加工要
- 铝型材加工中心哪家好
- 铝型材价格多少钱一吨
- 铝型材价格一般是多少
- 铝型材接口用什么胶最好
- 铝型材切割机什么牌子好
- 铝型材切割机什么牌子好用
- 铝型材散热器哪家做的好
- 铝型材散热器散热量计算
- 铝型材散热器有什么优势
- 铝型材十大品牌
- 铝型材外贸报价
- 铝型材系列怎么区分
- 铝型材有多少种型号
- 铝型材有什么优点
- 铝型材与钢材怎么焊接
- 铝型材长度短了可以焊接吗
- 铝型材做个隔断多少钱
- 铝压铸脱模剂含腐蚀性
- 铝烟筒和不锈钢烟筒那样好
- 铝阳极氧化工艺流程
- 铝阳极氧化会出现不良现象
- 铝氧化变黑了怎么变白
- 铝氧化的封闭处理
- 铝氧化的检验标准
- 铝氧化的阳极氧化
- 铝氧极化的温度是多少
- 铝液熔化炉,氧化了怎么搞