




灰口铸铁的补焊工艺 摘 要:采用灰口铸件的补焊工艺方法,可有效地防止裂纹的产生,使焊缝有一 定的塑性和强度,并有较好的机加工性和抗裂性。 关键词 :灰口铸铁;补焊;熔合比;焊接工艺;热影响区 铸铁的焊接,主要应用于铸件的补焊。灰口铸铁补焊时,容易产生白口〔 1, 2〕,以及出现裂纹等问题。当焊缝强度较高而母材强度较低时,容易产生剥离。 尤其对于大面积的裂纹补焊是不容易获得成功的。 因此在制定补焊工艺时, 对铸 件的缺陷要进行具体分析, 尽量减小熔合比,调整热影响区,松驰焊接应力〔3〕, 才能使大面积的裂纹补焊获得成功。下面主要介绍 HT20-40灰口铸铁的补焊工 艺,并作理论探讨。 1 材料及焊前准备 某一产品的缸体,材料为 HT20-40灰口铸铁,厚度为 18 mm。裂纹程度:且 横、纵向交错,有穿透和未穿透的。 (1) 钻止裂孔:在距离裂纹末端 2~3 mm处钻一个直径为 6~8 mm
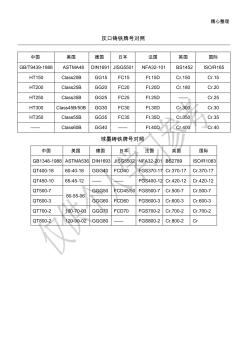
精心整理 灰口铸铁牌号对照 中国 美国 德国 日本 法国 英国 国际 GB/T9439-1988 ASTMA48 DIN1691 JISG5501 NFA32-101 BS1452 ISO/R185 HT150 Class20B GG15 FC15 Ft.15D Cr.150 Cr.15 HT200 Class25B GG20 FC20 Ft.20D Cr.180 Cr.20 HT250 Class35B GG25 FC25 Ft.25D —— Cr.25 HT300 Class45B/50B GG30 FC30 Ft.30D Cr.300 Cr.30 HT350 Class55B GG35 FC35 Ft.35D Cr.350 Cr.35 —— Class60B GG40 —— Ft.40D Cr.400 Cr.40 球墨铸铁牌号对照 中国 美国 德国 日本 法国 英国 国
专题概述
灰口铸铁知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关灰口铸铁最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:灰口铸铁
相关话题
资料下载
-
`
- 灰口铸铁的补焊工艺 `
- 灰口铸铁牌号对照 `
- 灰口铸铁的补焊工艺 `
- 灰口铸铁渗硼的研究 `
- 灰口铸铁的热处理 `
- 球墨铸铁与灰口铸铁的超声衰减鉴别 `
- 灰铸铁和球墨铸铁及灰口铸铁区别 `
- 灰口铸铁与碳钢的焊接 `
- 灰口铸铁材质中外对照表 `
- 灰口铸铁牌号对照 (3) ` `
相关资讯
灰口铸铁相关专题
- 可口可乐易拉罐价格贵
- 空斗墙对灰缝的设置要
- 空调板板面抹灰用什么定额
- 空调风口套什么定额
- 空调风机盘管检修口套定额
- 空调排风口怎么套定额
- 空调送风口套什么定额
- 块料踢脚线含抹灰层
- 框架柱、梁用抹灰
- 框架填充墙抹灰面积问题
- 以变性剂石灰石—磷渣混合物为基料的白色硅酸盐水泥
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 中国抹灰砂浆行业市场前景分析预测年度报告(目录)
- 云南三江水泥有限公司丹梯石灰岩矿废石场设计与运行
- 应用地基承载力现场检测仪检测灰土垫层承载力的实践
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 异体弧形钢模板在丰满大坝进水口混凝土施工中的应用
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 在企业竞争中要加强对“灰色信息”的反收集知识交流
- 宜兴市招投标中心政府采购招标文件(丝口铜闸阀等)
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 憎水炉砟粉煤灰水泥防水保温隔热屋面板的研制与开发
- 关于高层框剪结构土建施工中免抹灰施工技术分析