




1 / 20 SY/QR-11-04 焊接工艺评定记录( PQR) (参见 ASME锅炉及压力容器规范第 IX 卷,QW-200.2) 记录焊接试件的真实条件 公司名称 山西腾飞石油钻具有限公司 工 艺 评 定 记 录 编 号 PQR-01 日 期 2012.12.15 文档收集自网络,仅用于个人学习 焊接工艺规程编号 WPS-01 焊接方法 手工电弧焊 自动化等级(手工、 自动、半自动化) 手工 文 档收集自网络,仅用于个人学习 接头( QW-402) 试件坡口设计 (如果所用的焊接方法或焊接工艺多于一种,则评定时应按每种填充金属或焊接方法分别记录其厚度) 75o 10 厚 2 / 20 母材( QW-403) 材料标准号 GB/T1591-2008 型号和等级 Q345-B P-No. 1 与 P-No. 1 相焊接 厚度 10mm 直径 / 其他 / 填充金属( Q
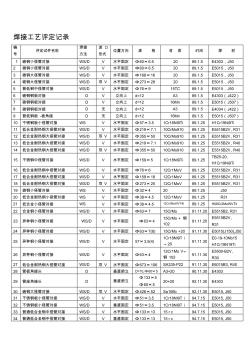
焊接工艺评定记录 编 号 评定试件名称 焊接 方法 波 口 形式 位置方向 规 格 材 质 时间 焊 材 1 碳钢小径管对接 WS/D V 水平固定 Ф60×6.5 20 89.1.5 E4303,J50 2 碳钢小径管对接 WS/D V 水平固定 Ф60×6.5 20 89.1.5 E5015,J50 3 碳钢大径管对接 WS/D V 水平固定 Ф168×16 20 89.1.5 E5015,J50 4 碳钢大径管对接 WS/D 双 V 水平固定 Ф273×28 20 89.1.5 E5015,J50 5 普低钢中径管对接 WS/D V 水平固定 Ф76×9 15TC 89.1.5 E5015,J50 6 碳钢钢板对接 D V 立向上 d=12 A3 89.1.5 E4303(J422) 7 碳钢钢板对接 D V 立向上 d=12 16Mn 89.1.5 E5015(J507) 8 碳
热门知识
焊接工艺评定记录精华知识
焊接工艺评定记录-
话题: 地产家居bydearkty520
最新知识
焊接工艺评定记录-
话题: 地产家居cuijian1111
-
话题: 地产家居yueyangbati
-
话题: 工程造价yangzheng424
专题概述
焊接工艺评定记录知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊接工艺评定记录最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊接工艺评定记录
相关话题
资料下载
-
`
- 焊接工艺评定记录(改) `
- 焊接工艺评定记录 `
- 焊接工艺评定记录PQR `
- WCB焊接工艺评定记录 `
- 焊接工艺评定记录(PQR) `
- 焊接工艺评定记录表 `
- 焊接工艺评定记录 `
- 栓钉焊焊接工艺评定记录表 `
- 电渣压力焊焊接工艺评定记录 `
- 【工程常用表格】焊接工艺评定记录表 ` `
相关资讯
焊接工艺评定记录相关专题
- gb502362011焊接规范
- 等电位焊接规范
- 桥梁钢筋焊接规范
- 干挂石材龙骨焊接规范
- 钢筋焊接及验收规范最新版
- 幕墙龙骨焊接规范
- 中国工程建设焊接协会
- 烟道焊接方案
- 焊接进监理公司
- 有焊接监理吗
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 指路标志(分流、合流诱导标)施工记录
- 无机材料工艺学课程改革探索
- 乙酰丙酮测定水性内墙涂料中甲醛含量的不确定度评定
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表
- 园林绿化技术资料仿古混凝土分项工程质量检验评定表
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 圆管涵、盖板涵分项工程质量检验评定表共99页文档
- 通风预埋管道的防护密闭专项工程质量验收记录表
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 有限公司电力液压电梯门系统安装工程质量验收记录表
- 幼儿园教育真石漆饰面工程检验批高质量验收记录簿表
- 绿化材料运输分项工程质量检验评定表