
- 首页 >
- > 焊接常见的问题有何防止和处理的方法
更新时间:2024.04.27





Vgh 常见焊接缺陷产生原因与防止措施 来源 :未知 时间 :2010-04-28 11:38 点击 : 7 收藏 我要投稿 1)焊缝尺寸不符合要求 角焊缝的 K值不等 —一般发生在角平焊,也称偏下。偏下或焊缝没有圆滑过渡会引起应 力集中,容易产生焊接裂纹。焊条角度问题, 应该考虑铁水瘦重力影响问题。许多教授在编写教材注重理论性而忽略实用性。焊条角度适当上抬, 48 /42 度合适。另外,在 K 值要求 较大时,尽量采用斜圆圈型运条方法。 焊缝宽窄不一致:一是运条速度不均匀,忽快忽慢所致;二是坡口宽度不均匀,焊接时没有进行调整。三是在熔池边缘停留时间不均 匀。所以焊接时焊接速度均匀、考虑坡口宽度、熔池边缘停留时间合适。 焊缝高低不一致:与焊接速度不均匀有关外,与弧长变化有关。所以采用均匀的焊接速度、保持一定的弧长,是防止焊缝高低不一致 的有效措施。 弧坑:息弧时过快。与焊接电流过大、收弧方
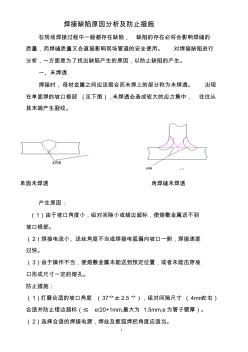
1 焊接缺陷原因分析及防止措施 在现场焊接过程中一般都存在缺陷, 缺陷的存在必将会影响焊缝的 质量,而焊缝质量又会直接影响现场管道的安全使用。 对焊接缺陷进行 分析,一方面是为了找出缺陷产生的原因,以防止缺陷的产生。 一、未焊透 焊接时,母材金属之间应该熔合而未焊上的部分称为未焊透。 出现 在单面焊的坡口根部 (见下图 ),未焊透会造成较大的应力集中, 往往从 其末端产生裂纹。 单面未焊透 角焊缝未焊透 产生原因: (1)由于坡口角度小,组对间隙小或错边超标,使熔敷金属送不到 坡口根部。 (2)焊接电流小、送丝角度不当或焊接电弧偏向坡口一侧,焊接速度 过快。 (3)由于操作不当,使熔敷金属未能送到预定位置,或者未能击穿坡 口形成尺寸一定的熔孔。 防止措施: (1)打磨合适的坡口角度 (37°± 2.5°),组对间隙尺寸 (4mm左右) 合适并防止错边超标(≤ e/20+1mm,最大为 1
热门知识
焊接常见的问题有何防止和处理的方法精华知识
焊接常见的问题有何防止和处理的方法-
话题: 工程造价1649711844
-
话题: 工程造价mike192810
最新知识
焊接常见的问题有何防止和处理的方法-
话题: 路桥市政caoyan117118
专题概述
焊接常见的问题有何防止和处理的方法知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊接常见的问题有何防止和处理的方法最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊接常见的问题有何防止和处理的方法
相关话题
资料下载
相关资讯
焊接常见的问题有何防止和处理的方法相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 可替代现有隔热保温材料的新型材料
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 支持并行工程和智能CAPP的制造资源建模技术
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 应对水源突发污染的城市供水应急处理技术与应用
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 政府和社会资本合作(PPP)项目物有所值评价
- 新的基于NGA/PCA和SVM的特征提取方法
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 有关建筑工程造价管理面临的问题与其处理手段