




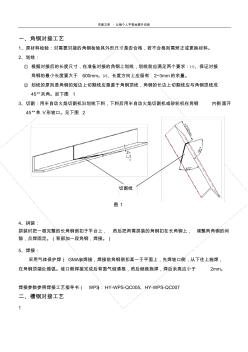
百度文库 - 让每个人平等地提升自我 1 一、角钢对接工艺 1、原材料检验:对需要对接的角钢检验其外形尺寸是否合格,若不合格则需矫正或更换材料。 2、划线: ① 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接 角钢的最小长度要大于 600mm。⑵、长度方向上应留有 2~3mm的余量。 ② 划线的原则是角钢的短边上切割线应垂直于角钢顶线,角钢的长边上切割线应与角钢顶线成 45°夹角。如下图 1 3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在角钢 内侧面开 45°单 V形坡口。见下图 2 图 1 4、拼装: 拼装时把一根完整的长角钢倒扣于平台上, 然后把两需拼装的角钢扣在长角钢上, 调整两角钢的间 隙,点焊固定。(背部加一段角钢,焊接。) 5、焊接: 采用气体保护焊( GMAW)焊接,焊接前角钢倒扣某一于平面上,先焊坡口侧,
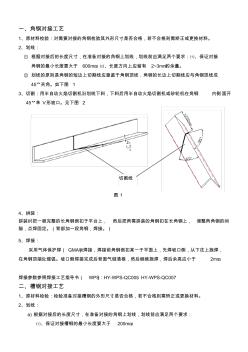
一、角钢对接工艺 1、原材料检验:对需要对接的角钢检验其外形尺寸是否合格,若不合格则需矫正或更换材料。 2、划线: ① 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接 角钢的最小长度要大于 600mm。⑵、长度方向上应留有 2~3mm的余量。 ② 划线的原则是角钢的短边上切割线应垂直于角钢顶线,角钢的长边上切割线应与角钢顶线成 45°夹角。如下图 1 3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在角钢 内侧面开 45°单 V形坡口。见下图 2 图 1 4、拼装: 拼装时把一根完整的长角钢倒扣于平台上, 然后把两需拼装的角钢扣在长角钢上, 调整两角钢的间 隙,点焊固定。(背部加一段角钢,焊接。) 5、焊接: 采用气体保护焊( GMAW)焊接,焊接前角钢倒扣某一于平面上,先焊坡口侧,从下往上施焊, 在角钢顶端处熄弧。坡口侧焊接
工字钢与角钢连接相关专题
- 矿用工字钢的尺寸规格(mm)
- 矿用工字钢25#的比重
- 临时工字型防护套价问题
- 怎么算工字钢悬臂梁挠度
- 怎样计算工字钢的承重
- 国标16#工字钢的厚度
- 国标25号工字钢一米多重
- 焊接不锈钢工字钢做工怎样
- 焊接工字梁工装设计
- 悬挑架工字钢长度
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 公称压力PN表示螺栓连接阀盖楔式闸阀力矩参考表
- 工字钢、贝雷梁组合门洞施工总结
- 光纤生物传感器系统中光纤连接器性能分析与优化设计
- 关于发布环压连接管道工程技术规程公告第96号
- 光纤光缆光纤连接器
- 关于建筑工程中钢筋连接方法与质量控制问题论文要点
- 关于乐昌至广州高速公路樟市至花东段及韶赣北连接线施
- 工字钢施工技术交底
- 冷拉圆钢、方钢、六角钢
- 卡压式薄壁不锈钢管施工技术薄壁不锈钢管卡压式连接
- 京沪高铁定远站至定城连接线道路工程及沿线综合开发项
- 接地扁铁连接工艺
- 夹板连接单层索网玻璃幕墙协同工作下拉索有限元分析
- 技术交底北京建工集团通用带肋钢筋径向挤压连接
- H型钢及工字钢理论重量
- 钢筋机械连接接头检验报告汇总表