




1 题目:数控系统概述 目录 摘要 .................................................. 3 一、引言 .............................................. 4 二、 数控系统的发展历史 ............................... 4 2.1 数控系统的概念 ................................. 4 2.2 数控系统的发展现状 ............................. 5 三、国内的主要数控系统 ................................ 6 3.1 华中数控系统 ................................... 6 3.2 广州数控系统 ...................
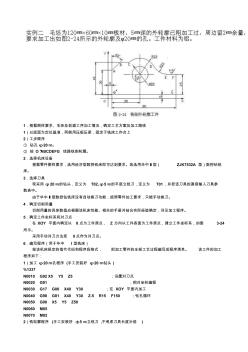
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线 1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上 2)工步顺序 ① 钻孔 φ20㎜。 ② 按 O’ABCDEFG 线路铣削轮廓。 2.选择机床设备 根据零件图样要求,选用经济型数控铣床即可达到要求。故选用华中Ⅰ型( ZJK7532A 型)数控钻铣 床。 3.选择刀具 现采用 φ 20㎜的钻头,定义为 T02,φ5㎜的平底立铣刀,定义为 T01,并把该刀具的直径输入刀具参 数表中。 由于华中Ⅰ型数控钻铣床没有自动换刀功能,按照零件加工要求,只能手动换刀。 4.确定切削用量 切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。 5.确定工件坐标系和对刀点 在 XOY 平面内确定以 0 点为工件原点, Z 方向以工件表面为工件原点,建立工件坐标系,如图 3-24 所示。 采用手动对刀方法把 0点
热门知识
广泰数控-
话题: 地产家居duanyuqing00
精华知识
广泰数控-
话题: 地产家居caiqiang2008
-
话题: 工程造价jc_shijiyu
最新知识
广泰数控-
话题: 地产家居liguowei521
专题概述
广泰数控知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关广泰数控最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:广泰数控
相关话题
资料下载
-
`
- 数控实习报告 `
- 数控毕业论文 `
- 数控转台 `
- 数控加工编程 `
- 浅谈斯沃数控仿真软件在数控教学中的应用 `
- 数控数控冲床安全操作规程 `
- 数控加工外文翻译 `
- 数控实习报告 (2) `
- 数控加工实训报告 `
- 毕业论文:数控X-Y工作台数控改造设计-精品
相关资讯
广泰数控相关专题
- 卡箍的量是怎么算出来的
- 卡箍工程量问题
- 卡箍件的计算问题
- 卡箍如何计算
- 卡箍与法兰有何区别
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么检验批
- 卡套接头的选用标准
- 卡箍连接管道
- 卡簧钳的型号是多少
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 中国广核集团将全面建成我国西部首座核电站一期工程
- 正泰电气ZN85-40.5户内高压交流真空断路器
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 正泰太阳能在温州投资20亿元建240兆瓦非晶项目
- 基于CAN总线数控系统远程输入输出模块设计与实现
- 广钢焦化区弱电设备防雷系统安装必要性及其设计应用
- 广一KTB制冷空调泵空调冷却水循环泵选型样本手册
- 广(州)深(圳)准高速铁路石龙—常坪段路基施工简介
- 广珠线ZH-1标顺德梁场整孔箱梁架设落梁技术
- 广州广汽优利得汽车内饰研发有限公司一期建设工程施工
- 机电一体化毕业设计(论文)-数控铣床控制系统设计
- 广工聚合物加工流变学
- 基于工作过程数控设备改造课程改革与实践
- 广深港客运专线环境保护、水土保持及文物保护管理办法
- 广研院绿色制造工艺用油液研制和中试生产项目通过验收