




规格标准—— GB 标准 方螺母 C 级 GB 39-88 六角螺母 C级 GB /T41-2000 六角厚螺母 GB 56-88 蝶形螺母 GB 62-88 环形螺母 GB 63-88 组合式盖形螺母 GB 802-88 球面六角螺母 GB 804-88 扣紧螺母 GB 805-88 滚花高螺母 GB 806-88 滚花薄螺母 GB 807-88 小六角特扁细牙螺母 GB 808-88 嵌装圆螺母 GB 809-88 小圆螺母 GB 810-88 圆螺母 GB 812-88 端面带孔圆螺母 GB 815-88 侧面带孔圆螺母 GB 816-88 带槽圆螺母 GB 817-88 1型非金属嵌件六角锁紧螺母 GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母 细牙 GB /T 889.2-2000 盖形螺母 GB 923-88 1型六角螺母
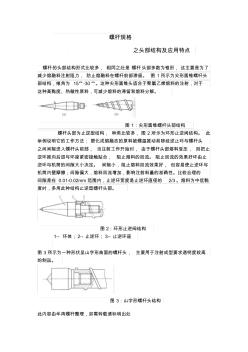
螺杆规格 之头部结构及应用特点 螺杆的头部结构形式比较多, 相同之处是 螺杆头部多数为锥形, 这主要是为了 减少熔融料注射阻力, 防止熔融料在螺杆前部滞留。 图 1所示为尖形圆锥螺杆头 部结构,维角为 15°-30°。这种尖形圆锥头适合于聚氯乙烯熔料的注射,对于 这种高黏度、热敏性原料,可减少熔料的滞留和熔料分解。 图 1:尖形圆锥螺杆头部结构 螺杆头部为止逆型结构, 种类比较多,图 2所示为环形止逆阀结构。 此 举例说明它的工作方法: 塑化成熔融态的原料被螺温推动前移经逆止环与螺杆头 之间间隙进入螺杆头前部, 当注射工作开始时, 由于螺杆头部熔料受压, 则把止 逆环推向后退与环座紧密接触贴合, 阻止熔料的回流。 阻止回流的效果好坏由止 逆环与机筒的间隙大小决定。 间隙小,阻止熔料回流效果好, 但容易使止逆环与 机筒内壁摩擦;间隙偏大,熔料回流增加,影响注射料量的准确性。比较合理的 间隙是
国家标准螺杆规格相关专题
- 凯士比泵是哪个国家的品牌
- 中国管件出口那些国家
- 中华建设是否属国家级刊物
- 紫外灯管有国家标准
- 最新国家铜母线载流量标准
- 着色探伤国家标准是什么
- 振动冲击试验台国家标准
- 直爬梯国家标准
- 建筑工程国家工期定额
- 角铝型材有没有国家标准
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 整流变压器技术规格书(2016.7.5定稿)资料
- 圆钢管通用规格表(20201009124910)
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 中华人民共和国国家标准之居室空气中甲醛的卫生标准
- 乙二醇溶液低温型水冷螺杆式冷水机组在工业上的应用
- 圆钢管通用规格表(20201009124907)
- 园林绿化工程土球直径与树穴规格表及大树土球规格表
- 双螺杆真空泵转子的接触线及动平衡特性
- 应用螺杆钻定向钻探技术在复杂地层施工空间型定向孔
- 以合成烃为基础油研制的机车螺杆式空气压缩机润滑油
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 关于发布国家标准古建筑防工业振动技术规范公告
- 关于发布国家标准实验动物设施建筑技术规范公告
- 关于发布国家标准建筑工程抗震设防分类标准公告
- 关于发布国家标准水利水电工程地质勘察规范公告
- 关于发布国家标准建筑抗震设计规范局部修订公告