





卷管致力于生产环缝、 纵环各类卷管及钢制压力钢管并在传统卷管设 备同类规格型号的基础上进行改造。 使卷管设备的各项参数提高 30% 之功能,填补了原有传统卷制设备不能生产的空白。 可生产直径 400 以上,壁厚 8-100mm 的钢管。 大口径卷管介绍 材质以碳钢为主, q195,q235 ,q345,16mn 等,大口径卷管是大口径 焊管中制作工艺比较简单, 灵活的一种焊管产品。 客户要求的长度如 果比较特殊,必须对将两个或者两个以上的钢管进行连接, 所以这种 大口径焊管的制作工艺是比较灵活, 方便适用的,缺点就是不能进行 机械化流水线的生产。自动化机械化水平不高, 需要大量的人工处理。 制作大口径卷管的主要问题就是焊接, 只要能通过探伤的检测就可以 进行交货相关的要求比其他的产品来说比较的宽泛。 厚壁卷管的分类 冷卷厚壁卷管 一般冷卷厚壁卷管壁厚在 20mm 一下,外径 450-300
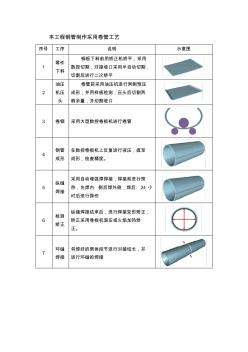
本工程钢管制作采用卷管工艺 序号 工序 说明 示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3 卷钢 采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内 侧后焊外侧,焊后 24 小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 A1 A2 A3 A4 A5 卷板
热门知识
大口径卷管现货-
话题: 工程造价czyongjian
-
话题: 室内设计shanxingbo
-
话题: 装修工程huaping0718
-
话题: 装修工程hailong320
精华知识
大口径卷管现货-
话题: 地产家居cpacken1234
最新知识
大口径卷管现货-
话题: 建筑施工linhaosunny
大口径卷管现货相关专题
- 国标阀门最大口径有多大
- 什么是大口径钻孔灌注桩
- 山东大口径厚壁焊管厂
- 大口径PE管套项
- 大口径无缝钢管如何制造的
- 大口径厚壁钢管校直
- 大口径焊接钢管理论重量
- 大口径胶管规格常见有哪些
- Q235b大口径厚壁直缝焊管
- dn20万向喷头多大口径
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 在线解答合同、FIDIC、清单、工程管理问题实况
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 圆管方管角铝槽铝(20200929163753)
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 在项目成本控制中的实践与探索工程项目成本管理系统
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 永明项目管理有限公司中原分公司中标
- 圆钢管通用规格表(20201009124910)
- 中海地产广州公司精装修工程管理流程之工程管理资料
- 永明项目管理有限公司西宁分公司中标
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 中国铁道建筑总公司地下空间安全管理知识培训
- 中国(太原)煤炭交易中心煤炭现货交易规则(试行)
- 在建工程评审制度在预拌混凝土生产计划管理中的应用
- 可关断晶闸管(GTO)直接门极驱动电路