
- 首页 >
- > 冬季管道焊接的注意事项
更新时间:2024.04.29




1. 核实管材,管件和焊材色标。 2. 切割下来的短节注意标识的移植。 3. 有热裂纹倾向的合金钢管开孔应采用机械钻孔。切 割和打坡口也应采用机械方法。 4. 与管材不等厚的管件, 内壁或外壁应倒角 15°,缓 坡的长度为壁厚的 1.5 倍。 5. 有椭圆度的管件应打磨至不错口为原则。 6. 凡是有焊前预热要求管道焊口,必须垫离地面 150 ㎜以上,预防温度梯度陡降。 7. 2”及以下焊口采用火焰加热必须用大号烤把 (H01-20),不能用割炬,防止无意开启高压风阀 门伤及管道母材。 8. 2”以上厚壁合金钢管管道焊口必须采用电加热方 式预热,预热保温措施应能保证稳定的预热温度。 9. 合金钢管道组焊时的临时支撑必须点固在抱箍上, 碳素钢的组焊卡具其端部应堆焊相应的合金钢焊条 二层以上方能与合金钢管点固焊,点固前应采用正 常的预热方式。 10. 焊条摆动幅度不的超过 3.5 倍的焊芯直
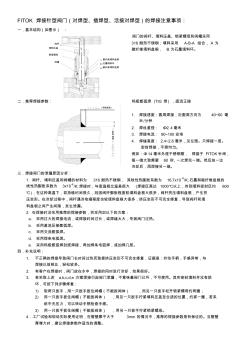
FITOK 焊接针型阀门(对焊型、插焊型、活接对焊型)的焊接注意事项: 一.基本结构(如图示) : 阀门的阀杆、填料压盖、锁紧螺母和阀帽采用 316 耐热不锈钢;填料采用 A-B-A 组合, A 为 碳纤维填料盘根, B 为石墨填料环。 二.推荐焊接参数: 钨极氩弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圆周焊接,沿圆周方向为 40~60 毫 米 /分钟 2. 焊丝直径: Φ2 .4毫米 3. 焊接电流: 90~100 安培 4. 焊缝高度: 2.4~2.8 毫米,见左图。只焊接一层。 密封焊接,平滑均匀。 例如:Φ14毫米外径不锈钢管, 焊接于 FITOK针阀, 每一端大致需要 60 秒, 一次焊完一端。然后放一边 冷却后,再焊接另一端。 三.焊接阀门的泄漏原因分析: 1. 阀杆、填料压盖和阀帽的材料为 316 耐热不锈钢, 其线性热膨胀系数为 16.7x10 -6/K;石墨和
热门知识
冬季管道焊接的注意事项-
话题: 室内设计ychdmdkzhjy
-
话题: 室内设计delifuchina
-
话题: 室内设计junejun20080
精华知识
冬季管道焊接的注意事项-
话题: 结构设计niaowei6889
-
话题: 地产家居loooooonng
最新知识
冬季管道焊接的注意事项-
话题: 工程造价tankang888
-
话题: 计价依据jc_铜仁市建筑设计院
-
话题: 工程造价upmiaomiao
专题概述
冬季管道焊接的注意事项知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关冬季管道焊接的注意事项最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:冬季管道焊接的注意事项
相关话题
资料下载
相关资讯
冬季管道焊接的注意事项相关专题
- 河北定额冬季施工费
- 混泥土的冬季养护
- 公路冬季养护计划
- 为什么冬季钢材会涨价
- 冬季基坑防护方案
- 冬季瓷砖铺贴忌讳随意
- 冬季墙体拆模混凝土强度
- 冬季管道焊接的注意事项
- 冬季家用冰箱调到多少档
- 冬季墙体混凝土拆模时间
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 冬季好养的花卉有哪些
- 冬季混凝土的施工要求
- 冬季混凝土施工的注意事项
- 冬季基坑防护方案
- 冬季家用冰箱调到多少档
- 冬季建筑施工最低温度
- 冬季脚手架搭设施工方案
- 冬季里盛开的花有哪些
- 冬季耐寒的草花有哪些
- 冬季内外墙涂料施工方案
- 冬季盆栽柠檬树怎么修剪
- 冬季墙体拆模混凝土强度
- 冬季墙体混凝土拆模时间
- 冬季桥梁施工的方案
- 冬季取暖哪种方式好些
- 冬季取暖室内温度标准
- 冬季如何封窗
- 冬季如何水泥砂浆灌浆
- 冬季什么取暖方式最省钱
- 冬季施工安全措施有哪些
- 冬季施工措施费的记取
- 冬季施工措施费如何计取
- 冬季施工措施费问题
- 冬季施工的保温措施有哪些
- 冬季施工的注意事项
- 冬季施工地板砖有哪些措施
- 冬季施工方案包括哪些内容
- 冬季施工方案范例
- 冬季施工费如何计
- 冬季施工费问题