





企业标准 共 6 页第 1 页 2003— — 发布 2003— — 实施 技术管理处 发布 哈尔滨锅炉厂有限责任公司 吊杆制造技术条件 30.2003.252(D) 代替:30.1999.252 编制: 锅炉设计处: 校对: 工 艺 处: 审核: 技术检查处: 审定: 材料研究所: 总工程师批准: 哈尔滨锅炉厂有限责任公司企业标准 30.2003.252 (D) 第 2 页 前 言 本标准是对30.1999.252《吊杆制造技术条件》进行的修订。 本标准与原标准30.1999.252比较主要内容变动为: 1 增加了吊杆拼接要求的规定。 2 增加了打号部位的确定原则。 3 35号钢用焊接材料由E50改为E55;焊前预热温度由100~150℃改为不小于150℃。 4 做了一些编辑上的改动。 本标准自实施之日起开始执行,同时30.1999.252《吊杆制造技术条件》作废。 本标准于1975
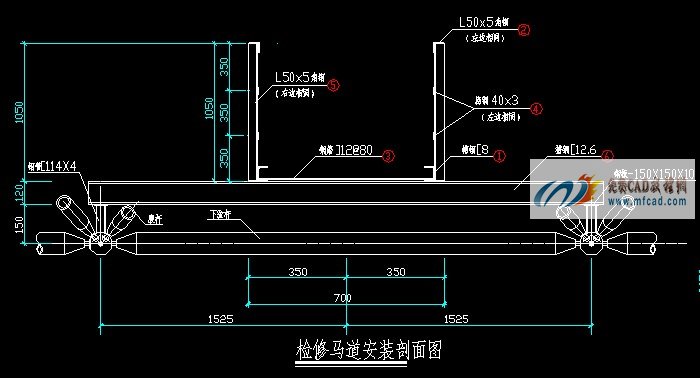
吊杆(立柱)安装施工 9.5.1 工艺概述 本工艺适用于各类拱桥吊杆(立柱)的现场安装施工。拱桥吊杆(立柱)一般采用钢 和钢筋混凝土两种结构形式。钢吊杆有钢丝绳,钢绞线或平行钢丝等多种结构形式,目前 多采用钢绞线和平行钢丝吊杆,一般为工厂定型产品;钢筋混凝土吊杆分预应力钢筋混凝 土和普通钢筋混凝土两种,一般采用现浇施工。钢立柱由工厂加工完成;钢筋混凝土立柱 一般采用现浇施工。 因此,吊杆(立柱)应根据类型确定安装工艺。钢筋混凝土吊杆(立柱)的安装施工 可参照梁和柱的施工工艺完成,钢吊杆(立柱)的安装施工相对较为复杂,需要在地面组 装后,吊装就位,然后通过焊接,高强螺栓接或者锚固等形式与拱圈(拱肋)连接,再根 据设计要求进行张拉,最后对吊杆内力进行实测和调整,达到设计要求。 本工艺侧重于钢吊杆(立柱)的现场安装施工。 9.5.2 作业内容, 钢吊杆(立柱)的现场安装施工包含验收、组装、吊装,
热门知识
吊杆配件-
话题: 工程造价lilei520maid
精华知识
吊杆配件-
话题: 造价软件nandehutu900
最新知识
吊杆配件-
话题: 工程造价peng555555
-
话题: 工程造价hanfang123
专题概述
吊杆配件知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关吊杆配件最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:吊杆配件
相关话题
资料下载
-
`
- 装卸设备双吊杆重型吊杆 `
- 反支撑吊杆施工方法..-吊杆设置反向支撑 `
- 吊杆尺寸 `
- 吊杆索力调整 `
- 舞台吊杆 `
- 反支撑吊杆施工方法..-吊杆设置反向支撑 (2) `
- 吊杆方案 `
- 吊杆安装 `
- 吊杆更换方案 `
- 吊杆间距
相关资讯
吊杆配件相关专题
- 舞台设计的布景吊杆
- 钢拉杆和吊杆的区别
- 吊杆动力线什么定额
- 车库吊杆灯的吊杆问题
- 防爆吊杆灯都有什么型号
- 超薄灯箱吊杆的价格
- 桥架吊杆是什么
- 通丝吊杆国家标准要求
- 系杆和吊杆怎么区分
- 吊杆系杆
- 原材料、构配件和设备质量控制监理工作制度教学提纲
- 建筑安装材料、设备及配件产品进场验收记录湘质监统编
- 建筑用绝缘电工套管及配件规范GJT30501998
- 建筑工程原材料、构配件及试验检验项目规则及取样规定
- 给水管道及配件安装检验批质量验收记录消防完成
- 给水管道及配件安装检验批质量验收记
- 江苏省第五套监理现场用表工程材料构配件设备报审表
- 快速公交分公司BRT车辆维修配件采购公开招投标书范本
- 建筑工程原材料、构配件及试件检验的项目规则及取样规定
- 应用价值工程技术调整配件库存结构降低储备资金
- 建筑用绝缘电工套管及配件规范
- 室外采暖管道及配件安装检验批质量验收记录
- 桥梁分部、分项、检验批检查记录材料、构配件检查记录
- 室内采暖管道及配件安装工程检验批质量验收记录表资料
- 给水管道及配件安装工程检验批质量验收记录
- 材料设备、配件出厂合格证及进场检验报告汇总表
- 房地产项目其他类设备、设施、配件、材料供货及安装分合同