




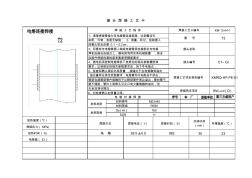
KM-12-04-1 30 23 接 头 焊 接 工 艺 卡 材料材质 材料牌号 材料等级 ME3440 电 熔 环境温度(℃) 焊接压力( MPa) 加热时间( S) 电阻值( Ω) 加热温度(℃) 焊接方法 焊接电压( V) 39.5±0.5 982 5、检查和确认焊后外观质量 ,接缝处不应有熔融料溢出 焊接工艺卡编号 冷却时间 (min) 1、清理焊接管接头及电熔套连接表面,达到整洁无 杂质、污物,表面无缺陷; 2、测量、标记、刮削插入 3、将管材与电熔套插入端或电熔管段连接部位与电熔 4、通电后须控制电熔焊机下表规定的相关参数精度和 电 熔 对 接 焊 接 ,溢边量符合规定范围要求;电熔管件内电阻丝不挤出; 鞍型电熔鞍型管件熔融料不从鞍型管件周边溢出;管材壁不 无呈流淌状情况; 焊 接 工 艺 程 序 材料规格 De(㎜) SDR 160 11 PE80 6、对检
热门知识
电熔焊-
话题: 工程造价mingzhao123
精华知识
电熔焊-
话题: 工程造价dsfdsdfs2737
最新知识
电熔焊-
话题: 地产家居bobo200201
-
话题: 地产家居chj10255201
专题概述
电熔焊知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关电熔焊最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:电熔焊
相关话题
资料下载
-
`
- PE管电熔焊接 `
- 电熔焊接工艺规程 `
- 直缝电熔焊钢管 `
- PE管热电熔焊接记录 `
- PE管电熔焊接 (2) `
- PE管电熔焊接参数 `
- 东方电熔焊接对照表 `
- 电熔焊接操作规程 `
- PE管电熔焊接 (2) `
- 聚乙烯(PE)管道的电熔焊接 ` `
相关资讯
电熔焊相关专题
- 电熔弯径的价格
- 电熔套筒计算方法
- 玻璃电熔炉
- 胶圈电熔双密封聚乙烯复合管
- pe电熔焊机怎么用
- 管道电熔连接
- 聚乙烯电熔管件
- 电熔锆刚玉白粉
- pe管电熔焊接规范
- 承插式电熔接口
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国电力井盖行业市场前景分析预测年度报告(目录)
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 永磁同步电机简介
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 怡达快速电梯SCORE项目获国际劳工组织高度评价
- 中国建筑学会建筑电气分会