




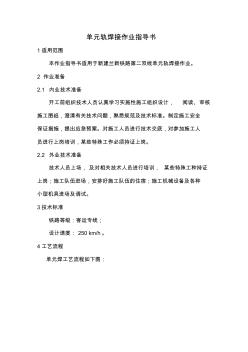
单元轨焊接作业指导书 1适用范围 本作业指导书适用于新建兰新铁路第二双线单元轨焊接作业。 2 作业准备 2.1 内业技术准备 开工前组织技术人员认真学习实施性施工组织设计, 阅读、审核 施工图纸,澄清有关技术问题,熟悉规范及技术标准。制定施工安全 保证措施,提出应急预案。对施工人员进行技术交底,对参加施工人 员进行上岗培训,某些特殊工作必须持证上岗。 2.2 外业技术准备 技术人员上场, 及对相关技术人员进行培训, 某些特殊工种持证 上岗;施工队伍进场,安排好施工队伍的住宿;施工机械设备及各种 小型机具进场及调试。 3技术标准 铁路等级:客运专线; 设计速度: 250 km/h。 4工艺流程 单元焊工艺流程如下图: 合格 不合格 不合格 合格 合格 不合格 不合格 合格 施工准备 拆除钢轨扣件、安放滚筒 焊前钢轨检查 轨端打磨 锯轨头 轨端打磨检查 焊机对位 焊接和推凸 焊缝粗打磨 探伤(
单元轨焊接作业指导书 1适用范围 本作业指导书适用于新建兰新铁路第二双线单元轨焊接作业。 2 作业准备 2.1 内业技术准备 开工前组织技术人员认真学习实施性施工组织设计, 阅读、审核 施工图纸,澄清有关技术问题,熟悉规范及技术标准。制定施工安全 保证措施,提出应急预案。对施工人员进行技术交底,对参加施工人 员进行上岗培训,某些特殊工作必须持证上岗。 2.2 外业技术准备 技术人员上场, 及对相关技术人员进行培训, 某些特殊工种持证 上岗;施工队伍进场,安排好施工队伍的住宿;施工机械设备及各种 小型机具进场及调试。 3技术标准 铁路等级:客运专线; 设计速度: 250 km/h。 4工艺流程 单元焊工艺流程如下图: 合格 不合格 不合格 合格 合格 不合格 不合格 合格 施工准备 拆除钢轨扣件、安放滚筒 焊前钢轨检查 轨端打磨 锯轨头 轨端打磨检查 焊机对位 焊接和推凸 焊缝粗打磨 探伤(
热门知识
单元轨焊接-
话题: 地产家居liyong522321
-
话题: 工程造价mathphysics
-
话题: 造价软件wwwwoooo2222

精华知识
单元轨焊接-
话题: 工程造价xfang8563712
最新知识
单元轨焊接-
话题: 地产家居sky_silver
-
话题: 造价软件yanqingyu000
相关问答
单元轨焊接-
话题: 装修工程wang880812
-
话题: 装修工程tangfangjun

单元轨焊接相关专题
- 柱面干挂GRC单元幕墙
- 高压开关柜KYN28A-12单元尺寸
- 什么是单元式幕墙
- 什么是多线联动控制单元
- 什么是人防防护单元临空墙
- 单元间伸缩缝属于内墙吗
- 单元防盗门价格是多少
- 单元式幕墙的通用节点
- 单元式幕墙的节点图
- 单元式幕墙具体什么样的
- 分形DGS单元结构设计及其在微带电路中的应用
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中国城市轨道交通协会会长办公会常务理事会
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能发卡技术及其在城市轨道交通中的产业化应用
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 智能变电站合并单元异常情况分析及运行维护方案
- 振冲法地基加固单元工程施工质量验收评定表填表说明
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 中国轨道交通装备制造业国际化经营和国际竞争力
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 关于对城市轨道交通优化实施快速、有效安检基础方案