




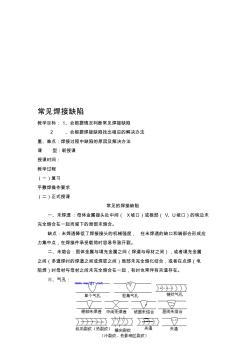
常见焊接缺陷 教学目标: 1、会根据情况判断常见焊接缺陷 2 、会根据焊接缺陷找出相应的解决办法 重、难点:焊接过程中缺陷的原因及解决办法 课 型:新授课 授课时间: 教学过程 (一)复习 平敷焊操作要求 (二)正式授课 常见的焊接缺陷 一、未焊透:母体金属接头处中间( X坡口)或根部( V、U坡口)的钝边未 完全熔合在一起而留下的局部未熔合。 缺点:未焊透降低了焊接接头的机械强度, 在未焊透的缺口和端部会形成应 力集中点,在焊接件承受载荷时容易导致开裂。 二、未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属 之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电 阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。 三、气孔: 在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝 固前未来得及逸出而残留在焊缝金属内

. . 常见焊接缺陷及图示 常见的缺陷有:裂纹、焊瘤、烧穿、弧坑、气孔、夹渣、咬边、未熔合、未焊透等,以及焊缝尺寸不符合 要求、焊缝成形不良(如:长度不足,高度不足,未满焊)等。 1.气孔: 修复方法 :打磨去除该段焊缝,重新焊接。 修复方法 :打磨去除该段焊缝,重新焊接。 . . 2.砂眼(焊接时气体或杂质在焊接构件内部或表面形成的小孔) 修复方法 : 打磨去除所有影响焊缝,重新焊接。 3.缩孔(焊接后在冷凝过程中收缩而产生的孔洞,形状不规则,孔壁粗糙,一般位于铸件的热节处。 ) 修复方法 :打磨去除所有影响焊缝,重新焊接。 . . 4.焊瘤(金属物在焊接过程中 , 通过电流造成金属焊点局部高温熔化,液体金属凝固时,在自重作用下金属 流淌形成的微小疙瘩) 修复方法 :打磨去除该段重新焊接 5.咬边(烧筋) . . 修复方法 : 重新焊接 6.弧坑(在焊接收尾处形成低于焊缝
常见的焊接缺陷有相关专题
- 可膨胀石墨的常见制备方法
- 楼板常见尺寸
- 最常见的六种水泥
- 油漆颜色常见那几种
- 过胶机的常见分类
- 旋转楼梯常见的类型
- 公司常见的消防设施器材有
- 管道阀门种类常见的有哪些
- 我国消防标志常见的颜色有
- 我国消防标志常见的颜色
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 智能点型离子感烟探测器和普通感烟探测器有什么区别
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国工程建设焊接协会全国优秀焊接工程
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 应用于某水电站工程坝坡地质缺陷处理的岩土锚固方法
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于汽车吊常见故障维修以支脚软腿故障为例
- 工业建筑中常见结构损伤原因分析和加固时注意事项
- 关于开展既有居住建筑供热计量
- 工业循环冷却水处理站在施工中常见问题及解决方法
- 关于CrSnCaSi色系釉面白斑点缺陷
- 国有企业利用外资进行技术改造划拨土地使用权有新规定
- 核六级二等人员掩蔽部防空地下室工程设计常见问题解析
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 关于加强既有建筑装修,改扩建质量安全监督管理通知