

中型轧机生产20/12.5号角钢的孔型设计
格式:pdf
大小:365KB
页数:3P
人气 :93
 4.5
4.5
介绍了在唐钢中型轧机上开发 2 0 /1 2 5号大规格不等边角钢蝶式孔、成品孔的孔型设计情况。生产实践表明 ,该产品开发获得成功 ,产品质量达到标准要求 ,成材率达 90 62 % ,合格率为 99 5 7%。



 10号角钢孔型系统的改进
10号角钢孔型系统的改进 10号角钢孔型系统的改进
针对八钢股份型材厂650机组10号角钢轧制中存在的成品腿短、顶角不尖等缺陷,对其孔型参数进行了分析、计算,通过对孔型系统的改进,轧件尺寸达到设计要求,轧制稳定。
编辑推荐下载
25mm六角钢的孔型设计 25mm六角钢的孔型设计
格式:pdf
大小:260KB
页数:未知
4.7
1.前言我厂以前生产的25mm六角钢原k1孔型采用自由展宽的成品孔,见图1。其缺点是:成品两侧面的公差与表面质量难于控制,极易造成扭转,同时对进口夹板的安装要求较高,生产不正常,致使脱碳严重,产量低,消耗大。为了满足市场需要,提高经济效益,我厂重新开发了25mm六角碳素工
25~#等边角钢孔型设计 25~#等边角钢孔型设计
格式:pdf
大小:149KB
页数:3P
4.3
文章介绍了角钢成品孔、蝶形孔和切分孔设计的原则。以包钢轨梁厂轧机结构特点及坯料为基础,设计了一套25#大型等边角钢孔型图。经生产试轧,该孔型系统能够同时生产3种规格的产品,降低了生产成本,提高了轧辊利用率。
中型轧机生产20/125号角钢孔型设计热门文档
大型等边250×18角钢的孔型设计 大型等边250×18角钢的孔型设计
格式:pdf
大小:167KB
页数:2P
4.5
以弹塑性变形理论为基础,基于deform-3d有限元软件,验证孔型设计的可行性、实用性达到优化孔型设计的目的。250×18号角钢为等边角钢即两腿的宽度或腿长相等均为250mm、腿厚为18mm的大型角钢。孔型轧制是角钢生产的主流方法,因此,设计出合理的孔型是轧制合格角钢的第一步也是最关键的一步,由于国内目前生产此类大型角钢的经验缺乏,所以设计出一套合理的孔型是有难度的,本文主要是通过理论计算方法设计出孔型尺寸,在将孔型生成三维立体图形导入有限元软件deform-3d中模拟轧制,分析模拟结果优化孔型参数,设计出合理的25﹟钢的孔型。
Φ500mm轧机轧制16号轻型槽钢的孔型设计 Φ500mm轧机轧制16号轻型槽钢的孔型设计
格式:pdf
大小:408KB
页数:3P
4.4
介绍了唐山华顺钢厂在φ500mm轧机上开发16号大规格轻型槽钢的切深孔、变形孔、成品孔的孔型设计。经生产实践表明该产品研发获得成功,实现了小轧机上轧制较大规格的轻型槽钢,其产品质量满足国家标准要求,成材率达到93.2%,合格率为99.3%。

中型轧机生产20/125号角钢孔型设计精华文档
小型等边角钢孔型设计及其改进 小型等边角钢孔型设计及其改进
格式:pdf
大小:277KB
页数:未知
4.3
叙述了针对本厂热轧小型等边角钢常出现的偏角、圆角、腿长、腿短等缺陷,在成品孔各部尺寸的确定、蝶式孔型设计计算方法、蝶式孔的结构及数量的确定、几个基本参数的选定、切分孔的设置和结构等方面进行的一系列研究和改进,以及取得的技术经验和效果。
Ф630/Ф450mm型钢连轧机轧制14a号槽钢孔型设计 Ф630/Ф450mm型钢连轧机轧制14a号槽钢孔型设计
格式:pdf
大小:107KB
页数:未知
4.7
介绍了在φ450mm成品轧机上开发生产14a号槽钢的孔型设计、轧机负荷校核及实际生产情况.
Φ630/Φ450mm型钢连轧机轧制14a号槽钢孔型设计 Φ630/Φ450mm型钢连轧机轧制14a号槽钢孔型设计
格式:pdf
大小:165KB
页数:3P
4.6
介绍了在φ450mm成品轧机上开发生产14a号槽钢的孔型设计、轧机负荷校核及实际生产情况
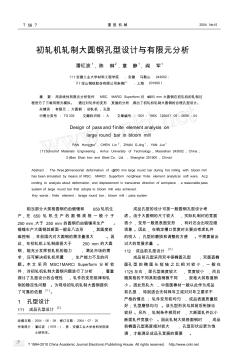
初轧机轧制大圆钢孔型设计与有限元分析
格式:pdf
大小:675KB
页数:4P
4.6
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 收稿日期:2004-06-09,修订日期:2004-07-20 作者简介:潘红波(1978-),男,安徽工业大学材料学院硕 士研究生。 初轧机轧制大圆钢孔型设计与有限元分析 潘红波1,陈 琳2,章 静1,阎 军1 (11安徽工业大学材料工程学院,安徽 马鞍山 243002; 21宝山钢铁股份有限公司条钢厂,上海 201900) 摘 要:用非线性有限元分析软件msc.marc/superform对ф300mm大圆钢在初轧机的轧制过 程进行了三维有限元模拟。通过对轧件的变形
中型轧机生产20/125号角钢孔型设计最新文档
 20#球扁钢孔型设计与研究
20#球扁钢孔型设计与研究 20#球扁钢孔型设计与研究
格式:pdf
大小:150KB
页数:3P
4.5
在φ50/550轧机上采用150×210连铸坯轧制2矾求扁钢的孔型设计方法、孔型系统的选择和各参数的确定,以及为确保产品质量所采取的措施。
热轧H型钢孔型设计(毕业设计)
格式:pdf
大小:309KB
页数:25P
4.4
热轧h型钢孔型设计 1 第1章概述 h型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型 材,因其断面与英文字母“h”相同而得名。h型钢具有抗弯能力强、施工简单、 节约成本和结构重量轻等优点,已被广泛应。 一.h型钢的优点 h型钢是一种新型经济建筑用钢。h型钢截面形状经济合理,力学性能好, 轧制时截面上各点延伸较均匀、内应力小,与普通工字钢比较,具有截面模数 大、重量轻、节省金属的优点,可使建筑结构减轻30-40%;又因其腿内外侧 平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。常用 于要求承截能力大,截面稳定性好的大型建筑(如厂房、高层建筑等),以及桥 梁、船舶、起重运输机械、设备基础、支架、基础桩等. 二.h型钢的研制 平行腿工字钢(80mmx80mm)最初是由德国格拉茨厂用普通三辊轧机 轧制成的,质量
10/6.3号不等边角钢的孔型设计与轧制 10/6.3号不等边角钢的孔型设计与轧制
格式:pdf
大小:383KB
页数:未知
4.4
应用不等边角钢变形不同时理论,轧制出边厚均匀的不等边角钢。特别介绍了不等边角钢孔型设计时,长、短腿压下系数不同.在轧机改造中,将侧压板材质由zg45改为40cr调质钢,调整螺栓由普通螺纹改为梯形螺纹。
螺纹钢轧制孔型设计
格式:pdf
大小:418KB
页数:22P
4.6
14mm螺纹钢轧制孔型设计 1、概述 1.1总述 螺纹钢是热轧带肋钢筋的俗称。螺纹钢其牌号由hrb和牌号的屈服点最 小值构成。h、r、b分别为热轧(hotrolled)、带肋(ribbed)、钢筋(bars) 三个词的英文首位字母。热轧带肋钢筋分为hrb335(老牌号为20mnsi)、 hrb400(老牌号为20mnsiv、20mnsinb、20mnti)、hrb500三个牌号。 主要用途:广泛用于房屋、桥梁、道路等土建工程建设。 主要产地:螺纹钢的生产厂家在我国主要分布在华北和东北,华北地 区如首钢、唐钢、宣钢、承钢等,东北地区如西林、北台、抚钢等,这两 个地区约占螺纹钢总产量50%以上。 螺纹钢与光圆钢筋的区别是表面带有纵肋和横肋,通常带有二道纵肋 和沿长度方向均匀分布的横肋。螺纹钢属于小型型钢钢材,主要用于钢筋 混凝土建筑构件的骨架。在使用中
斜轧不等圆角矩形管的计算机辅助孔型设计 斜轧不等圆角矩形管的计算机辅助孔型设计
格式:pdf
大小:278KB
页数:4P
4.3
介绍了利用计算机辅助设计斜轧不等圆角矩形管的方法。分析了宽高比等于3的矩形管材的轧制要求及难点,给出了孔型设计实施方案。提出了采用先成圆后变异的设计思路,计算了不等圆角斜轧矩形管各架次孔型尺寸,并进行了孔型优化,将焊缝有效地控制在矩形管的角部。生产的斜轧不等圆角矩形管健身器管坯,经检测,尺寸与形状公差均满足国家标准和用户要求。
带肋钢筋五切分轧制孔型设计原理 带肋钢筋五切分轧制孔型设计原理
格式:pdf
大小:83KB
页数:未知
4.6
介绍了津西特钢螺纹钢厂切分轧制孔型设计原理,包括孔型系统的选择、工艺件的设计、生产过程中出现的问题分析。五切分轧制工艺技术的成功应用,将φ12带肋钢筋产量明显提高,同时吨钢综合能耗也大幅度降低。
大直径三辊冷轧管机孔型设计及其软件实现 大直径三辊冷轧管机孔型设计及其软件实现
格式:pdf
大小:462KB
页数:未知
4.7
针对大直径冷轧管机,笔者利用cad推导得出孔型设计计算公式,并编制了计算软件。与传统设计相比,该方法大大缩短了冷轧管机的设计周期,并为大直径冷轧管不同轧辊的数控加工奠定了基础。现场验证结果表明,计算具有较高的精确度和可靠性。
中型轧机生产20/125号角钢孔型设计相关
文辑推荐
知识推荐
百科推荐


职位:农林水利建设机械员
擅长专业:土建 安装 装饰 市政 园林


