

硬质合金工具钢钎焊
格式:pdf
大小:23KB
页数:2P
人气 :62
 4.5
4.5
硬质合金工具钢钎焊 钢材技术 2009-08-29 13:55 阅读 4 评论 0 字号: 大 中 小 1、钎焊性 工具钢通常包括碳素工具钢、合金工具钢和高速钢,而硬质合金是碳化物 (如 WC、TiC 等 )与粘结金属 (如 Co 等)经粉末烧结而成的。工具钢和硬质合金的钎焊技术主要用于刀具、模具、量具和采掘工具的制造 上。 工具钢钎焊中的主要问题,是它的组织和性能易受钎焊过程的影响。如果钎焊工艺不当,极易产生高 温退火、氧化及脱碳等问题 。例如高速钢 W18Cr4V 的淬火温度为 1260—1280℃,为避免上述问题的发生, 确保切削时具有最大的硬度和耐磨性,要求钎焊温度必须与淬火温度相适应。 硬质合金的钎焊性是较差的。这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离 碳,从而妨碍钎料的润湿。此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。 因此



工具钢和硬质合金的钎焊问题-文档
工具钢和硬质合金的钎焊问题 工具钢和硬质合金在具体的使用中常常会需要进行焊接,这 里简单谈谈这两类金属的钎焊焊接问题。 1工具钢和硬质合金的钎焊焊接性分析 工具钢和硬质合金都是用来制造工具、刀具、量具、模具等 的重要材料,它们共同特点是碳和合金元素含量高,并具有高硬 度和高耐磨性能。但它们又都较脆,如果用来制造切削刀具等, 就不能承受复杂的工作载荷,例如弯曲、冲击和交变载荷等。因 此,总是把它们作成小块的镶嵌件,钎焊到由强韧钢制造的工具 基体的工作部位上,由强韧钢来承受冲击和交变载荷。这样做不 仅综合的满足了刀具工作性能要求,同时又节省了大量昂贵的金 属,降低了工具成本。现在已广泛应用于制造各种金属切削刀具、 矿山采掘、石油钻井、地质勘探,以及各种量具、模具和耐磨损 机械零件。 硬质合金是以高硬度的、难熔的碳化物(如wc、tic、tac、 nbc和vc等)为基,加入粘
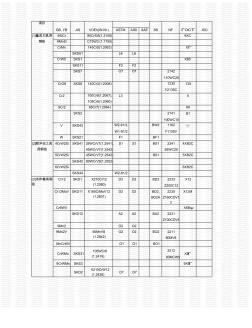
世界钢号对照(合金工具钢)
项目 gb,ybjisvdeh(w-nr.)astmaisisaebsnfгостiso (1)量具刃具用9sicr90crsi5(1.2108)9xc 钢组8mnsic75w3(1.1750) crmn145cr5(1.2063)xг sks51l6l6 crw5sks1xb5 sks11f2f2 2142sks7o7o7 110wc20 1230cro6sks8140cr3(1.2008) y2135c 13x 100cr6(1.2067),cr2 105cr5(1.2060) l3x 9cr285cr7(1.2064)9x 2141sks2 100wc10 b1 w2-91/2,1162vsks43 w1-91/2 bw2 y1105v wsks21f1bf1 (2)耐冲击工具35wcrv7(1.2541),
编辑推荐下载
碳素工具钢及合金工具钢
格式:pdf
大小:9KB
页数:3P
4.4
工具钢-正文 碳素工具钢基本上是优质或高级优质高碳钢,简称碳工钢。其冷、热加工性能 好,最高淬火硬度能达hrc66~67,但通常回火硬度为hrc60~64,耐磨性好,价 格低廉,用途广泛,数量约占整个工具钢的一半。主要缺点是:①淬透性低,水 淬时也只能淬透截面厚度不大于8mm的小工具;②耐热性差,在250℃,硬度急 剧下降,所以一般限在200℃以下使用。碳工钢的含碳量自0.65~1.35%(牌号 为t7~t13),属亚共析钢和共析钢(t7,t8),用于制造形状简单的刀具和木工刀 具。过共析钢用量最大,尤其是t10、t11适于制造对耐磨性要求较高的工具和 冷冲模、拉丝模、切边模、丝锥以及形状简单的低精度量具。含碳更高的牌号, 虽然耐磨性高,但韧性低,不耐冲击,只适于制造锉刀、丝锥、刻刀、剪刀等手工 工具。 碳工钢在热加工后具有片状珠光体组织,硬度较

CrWMn合金工具钢价格
格式:pdf
大小:36KB
页数:2P
4.4
『宁波佰顺钢铁科技有限公司』,咨询:133-7688-7671,“20年行业领导者”,“行内低价”专业经营:易切削钢、合结钢、齿轮钢、轴承钢、弹簧钢、军工钢等特种金属材料。。。。 crwmn模具钢 宁波佰顺钢铁科技有限公司‘0574’-‘87563486’ 主营:易切削钢、合金结构钢、碳素结构钢、轴承钢、弹簧钢、模具钢等........ crwmn是制作模具最常用的高碳合金工具钢。这种钢的淬透性、淬硬性、强韧性、耐磨性、热处 理变形的可控性均优于t10a钢,主要用于制造形状复杂、精度较高、载荷不很大的冷挤压凹模。 参考牌号对照 中国gb/yb标准牌号crwmn、中国台湾cns标准牌号sks31、?本jis标准牌号sks31、 韩国ks标准牌号sts31、国际标准化组织(is0)标准牌号105wcr1、德国din标准牌号
硬质合金工具钢钎焊热门文档
 过共析合金工具钢锻件的冷却问题
过共析合金工具钢锻件的冷却问题 过共析合金工具钢锻件的冷却问题
格式:pdf
大小:59KB
页数:2P
4.3
1·问题的提出在工具制造中,合金工具钢如9sicr、crwmn、cr2、crmn、crw5、9mn2v和cr6wv等过共析钢得到了广泛的应用。由于工具的种类繁多,几何形状复杂,以及为
刃具硬质合金与结构钢钎焊工艺研究 刃具硬质合金与结构钢钎焊工艺研究
格式:pdf
大小:79KB
页数:1P
4.4
本论文以刃具硬质合金与结构钢钎焊工艺为研究对象,通过研究其工艺过程,掌握其工作原理,使回转类刃具硬质合金与结构钢钎焊的毛胚料可以合格批产。
基于Elman神经网络的合金工具钢变形抗力预测 基于Elman神经网络的合金工具钢变形抗力预测
格式:pdf
大小:3.0MB
页数:4P
4.7
以凸轮式高速形变试验机得到的实验数据为基础,利用matlab人工神经网络工具箱,建立了合金工具钢的变形抗力与其化学成分、变形温度、变形程度及变形速度对应关系的elman神经网络预测模型。与bp网络模型相比,elman神经网络模型有较好的预测精度。
新型合金工具钢软氮化渗层组织结构的研究 新型合金工具钢软氮化渗层组织结构的研究
格式:pdf
大小:529KB
页数:3P
4.7
采用光学显微镜及x射线衍射仪分析了一种新型合金工具钢软氮化渗层的组织形貌和相结构,并与传统的高速钢进行比较。结果表明,该钢经过560℃×3h软氮化后渗层显微组织是由γ′和合金氮化物及碳化物组成的扩散层,未见连续的ε相形成。与传统高速钢比较,在相同工艺条件下渗速较快,渗层较深,脉状氮化物级别较低,渗层具有良好的综合性能。
新型合金工具钢软氮化特性的初步探索 新型合金工具钢软氮化特性的初步探索
格式:pdf
大小:473KB
页数:4P
4.4
对一种新型合金工具钢的渗氮特性进行了初步研究。结果表明,该钢经过软氮化,渗层硬度梯度平缓,表面硬度达hv1100-1300,心部硬度为hv800-900.渗层显微组织是以γ′相为主的扩散层,与传统的高速钢比较,在相同工艺条件下渗速较快,渗层脉状氮化物级别低,脆性小,耐磨性更佳。
硬质合金工具钢钎焊精华文档
实验六碳素工具钢、合金工具钢的组织观察与检验
格式:pdf
大小:14KB
页数:3P
4.8
实验六碳素工具钢、合金工具钢的组织观察与检验(验证性) 一、实验目的及要求 1.了解碳素工具钢、合金工具钢的显微组织。 2.掌握碳素工具钢、合金工具钢的检验方法和正确评级方法。 3.分析工具钢中场出现的各种缺陷组织。 二、实验原理 工具钢是指用来制造刃具、量具、模具的钢种,根据其化学成分的不同可以 分为碳素工具钢和合金工具钢两大类。 碳素工具钢是含碳量较高的钢,其含碳量在0.7%~1.3%之间,所以又称为高碳钢。由 于碳含量比较高,使淬火后钢中存在大量过剩碳化物,从而保证了工具钢热处理后获得较高 的硬度和耐磨性,能广泛用于制造各种工具和模具。这种钢的主要合金元素是碳元素,所以 红硬性较差,例如作高速切削时刀具回会受热软化丧失切削功能。因此只能制造尺寸小、形 状简单、切削速度不高的工具,如手工据条、锉刀、丝锥、板牙、凿子以及形状简单的冷加 工冲头、拉丝模、切

铝合金合金工具钢牌号对照表
格式:pdf
大小:116KB
页数:8P
4.4
变形铝及铝合金牌号对照表 中国 (gb) 国际 (iso) 美国 (aa) 日本 (jis) 原苏联 (γoct) 德国 (din) 英国 (bs) 法国 (nf) lg5-11991n99ab000al99.98rs1- lg2-10901n90ab1al99.9-- lg1al99.81080a1080ab2al99.81a- l1al99.71070a1070a00al99.7-1070a l2-1060a1060a0--- l3al99.51050-a1al99.51b1050a l5-1al99.01100a1100a2al99.03l541100 l5-1200a1200-al991c1200 lf2almg2.55052a5052

(新)中外工具钢和硬质合金牌号对照
格式:pdf
大小:146KB
页数:10P
4.6
第六章中外工具钢和硬质合金牌号对照 第一节碳素工具钢钢号近似对照 (1)中国与亚太各国(地区)以及国际标准的碳素工具钢钢号近似对照(表6-6-1) 表6-6-1中国与亚太各国(地区)以及国际标准的碳素工具钢钢号近似对照 no.中国gb中国台湾cns日本jis韩国ks 美国 国际标准化组织iso astmuns 1t7sk7sk7stc7——tc70 2t8 sk5 sk6 sk5 sk6 stc5 stc6 w1a-8t72301tc80 3t8mnsk5sk5stc5——— 4t9———w1a-81/2t72301tc90 5t10 sk3 sk4 sk3 sk4 stc3 stc4 w1a-91/2t72301tc105 6t11sk3sk3stc3w1a-101/2
合金工具钢、SK5弹簧钢,Mn65
格式:pdf
大小:33KB
页数:2P
4.5
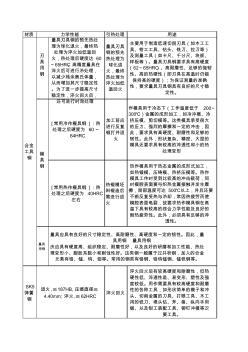
材质引热处理 热锻模坯 料锻造后 需进行退 火 量具 用钢 力学性能用途 [常用冷作模具钢]:热 处理之后硬度为60~ 64hrc [常用热作模具钢]:热 处理之后硬度为40hrc 左右 加工前应 进行反复 锻打并退 火 作模具用于冷态下(工作温度低于200~ 300℃)金属的成形加工,如冷冲模、冷 挤压模、剪切模等。这类模具承受很大 的压力、强烈的摩擦和一定的冲击,因 此,要求具有高硬度、耐磨性和足够的 韧性。此外,形状复杂、精密、大型的 模具还要求具有较高的淬透性和小的热 处理变形 热作模具用于热态金属的成形式加工, 如热锻模、压铸模、热挤压模等。热作 模具工作时受到比较高的冲击载荷,同 时模腔表面要与炽热金属接触并发生摩 擦,局部温度可达500℃以上,并且还要 不断反复受热与冷却,常因热疲劳而使 模腔表面龟裂,故要求热作模具钢在高 温下具有较高的综合力学性能及良好
硬质合金工具钢钎焊最新文档
硬质合金与结构钢钎焊刀具切削试验及数据分析 硬质合金与结构钢钎焊刀具切削试验及数据分析
格式:pdf
大小:103KB
页数:1P
4.6
本论文以硬质合金与结构钢钎焊刀具切削试验及数据分析为研究对象,通过研究钎焊刀具切削试验过程,可以确定硬质合金与结构钢钎焊的刃具使用范围、使用方法、切削参数等问题进行说明,最终达到刀具能够在生产实际中使用。
YG6硬质合金与40Cr钢钎焊接头减应措施研究 YG6硬质合金与40Cr钢钎焊接头减应措施研究
格式:pdf
大小:241KB
页数:4P
4.4
用不同厚度的cu箔、ni箔作为缓解接头残余应力的中间层材料,以ag-cu共晶合金箔为钎料在880℃,10min的工艺参数条件下对yg6硬质合金和40cr钢进行了真空钎焊试验。研究结果证实,采用ni箔做中间层能有效地降低接头应力,大幅提高接头强度;cu箔能有效降低接头残余应力,但cu本身强度偏低,同时钎焊过程中大量溶解,使中间层的实际厚度明显减薄,加之钎缝与中间层界面处组织不均匀且存在较严重的晶界渗入现象从而严重制约了接头强度的提高;研究结果还表明,中间层厚度对接头强度也有明显的影响,只有在最佳厚度范围内才能达到最佳降低应力、提高接头强度的效果。
喷射成形高合金工具钢的组织与力学性能 喷射成形高合金工具钢的组织与力学性能
格式:pdf
大小:1.7MB
页数:6P
4.8
采用喷射成形工艺制备了高合金工模具钢,对沉积坯进行了热锻致密化处理和淬火+回火热处理。对比分析了喷射沉积态合金和电渣重熔态合金的组织形态和力学性能。结果表明:喷射成形材料晶粒组织为均匀细小的等轴晶,碳化物细小且弥散分布,有效解决熔铸态合金热锻后仍无法完全消除的成份偏析和粗大网状碳化物的问题。由于喷射沉积态材料具有良好的组织形态,使得喷射沉积态的强度和冲击韧性比电渣重熔态分别提高了40%和18%。由于喷射沉积态材料中非金属夹杂物的影响,使得材料的冲击韧性值偏低,有待进一步优化工艺,减少夹杂物的含量,提高材料的力学性能。
喷射成型HGSF01高合金工具钢的摩擦磨损性能 喷射成型HGSF01高合金工具钢的摩擦磨损性能
格式:pdf
大小:1.7MB
页数:5P
4.3
采用srvⅳ型摩擦磨损试验机对比研究了喷射成型-锻造(sf-f)、电渣重熔-锻造(esr-f)和电渣重熔(esr)三种工艺制备的hgsf01高合金工具钢的摩擦磨损性能,重点研究了摩擦速度和载荷对sf-f态钢摩擦磨损性能的影响及其磨损机制。结果表明:sf-f态钢的摩擦磨损性能比esr-f态和esr态的都好;sf-f态钢的摩擦因数在低载荷时随摩擦速度的增大而增大,在高载荷时先增大后减小,摩擦速度一定时随载荷的增大而增大;随着摩擦速度和载荷的增大,sf-f态钢的磨损量增大,其磨损机制主要是磨粒磨损和粘着磨损。
喷射成形高合金工具钢的流变应力本构方程 喷射成形高合金工具钢的流变应力本构方程
格式:pdf
大小:384KB
页数:5P
4.7
采用喷射成形工艺制备了hgsf01高合金工具钢,在gleeble2000热模拟试验机上进行等温热压缩试验,在变形速率为0.05~20s-1和变形温度为900~1150℃条件下对喷射成形hgsf01高合金工具钢进行实验研究。结果表明:喷射成形hgsf01高合金工具钢热压缩变形流变应力受变形温度和应变速率的影响强烈,真应力-应变曲线呈典型的动态回复再结晶特征。可以用zener-hollomon参数的双曲正弦函数形式本构方程来描述喷射成形hgsf01高合金工具钢的流变应力行为,其形变激活能(q)为435.446kj/mol。
天津市硬质合金工具厂引进德国生产技术通过验收 天津市硬质合金工具厂引进德国生产技术通过验收
格式:pdf
大小:153KB
页数:未知
4.6
天津市硬质合金工具厂,引进德国kruppwidia公司硬质合金生产技术,于1990年11月已通过市验收。该工厂是国内引进硬质合金生产设备、仪器、技术软件最全的一家工厂。引进内容包括合金制粉、合金牌号、合金型材、合金异型产品、螺旋刀具及硬质合金可转位刀片软件与生产制造技术。该项目共有九个子项,总投资7000多万元,土建6000多平方米,设备仪器总计404台(套),其中引进设备仪器127台(套),国内配套277台(套),年产碳化钨粉150吨,其中商品50吨。硬质合金制品及工具85吨,其中可转位刀片50吨(500万片),精磨刀片及刀片毛坯各25吨(250万片),挤压型材15吨,异型非标工具15吨,螺旋刀片5吨。同时,还将用引
短流程生产合金工具钢钢带 短流程生产合金工具钢钢带
格式:pdf
大小:156KB
页数:4P
4.4
采用100t电弧炉(ebt出钢)→100tlf精炼→90tvd脱气→5流150mm×150mm断面连铸机浇注→轧制工艺生产合金工具钢钢带。通过成分设计及冶炼工艺控制,材料硬度和耐磨性能均可满足用户要求。
 新型合金工具钢TiAlN涂层结构和结合结强度的研究
新型合金工具钢TiAlN涂层结构和结合结强度的研究 新型合金工具钢TiAlN涂层结构和结合结强度的研究
格式:pdf
大小:316KB
页数:4P
4.5
应用非平衡磁控溅射离子镀在一种新型合金工具钢表面进行tialn涂层,采用电子显微镜下观察涂层结构形貌,用压入法和划痕法测量涂层的结合强度。结果表明,涂层的表面组织均匀,当粗糙度0.02<ra<1.25,tialn涂层平均厚度达到4μm以上,结合强度良好,达到hf1,与传统涂层高速钢相比,在相同条件下进行表面tialn涂层,其结合强度、膜厚相近。
硬质合金工具钢钎焊相关
文辑推荐
知识推荐
百科推荐


职位:能源工业建设和生产机械员
擅长专业:土建 安装 装饰 市政 园林


