

硬质合金刀头型号
格式:pdf
大小:40KB
页数:5P
人气 :50
 4.5
4.5
YG3X 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。 K01 YG3X YG6A 1370 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工 及精加工。 K05 YG6A YG6X 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普 通铸铁的精加工。 K10 YG6X 7 x/ @$ v4 K$ A$ L/ j& @5 b1 C+ ] YK15 2100 91 适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。 K15 K20 YK15 YG6 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。 K20 YG6 三维网技术 论坛 ' s/ ]; z: s& @% H' | YG6X-1 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削



硬质合金刀头型号(20201029165349)
yg3x14.6-15.2132092适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。k01yg3x yg6a14.6-15.0137091.5适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金 钢的半精加工及精加工。k05yg6a yg6x14.6-15.0142091经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果, 也适于普通铸铁的精加工。k10yg6x7x/@$v4k$a$l/j&@5b1c+] yk1514.2-14.6210091适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。k15 k20yk15 yg614.5-14.9138089适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。k20yg6 三维网技术论坛's/
编辑推荐下载
硬质合金刀具选择
格式:pdf
大小:137KB
页数:4P
4.3
硬质合金刀具选择 硬质合金引言 车削加工是机械制造加工工艺的主要工序。特别是在重型机械加工制造业中,工件结构尺寸 堪称巨型,重量高达60~80t,甚至上百吨,加工设备重型卧车回转直径达到6m,重型立 车可达到10m。重型车削加工与普通加工相比,切削深度大、切削速度低、进给速度慢。 加工余量达单边35~50mm,加之切削过程中工件平衡差,加工余量分布不均匀,机床的 某些部件不平衡等因素引起的振动,使加工的动态不平衡过程要消耗很多的机动时间和辅助 时间。所以加工重型零件,提高生产率或机器设备的利用率,必须从增大切削层厚度和进刀 量入手,要重点考虑切削用量和刀具的选择,改善刀具结构和几何形状,将刀具材质的强度 特点考虑进去,以求提高切削用量,显著降低机动时间。 1刀具材料的选择 切削常用的刀具材料主要有高速钢、硬质合金、立方氮化硼(cbn)、陶瓷等。重型切削深度 一
硬质合金刀具采购合同
格式:pdf
大小:33KB
页数:5P
4.8
合同 合同编号: 项目名称: 需方: 供方: 签订时间: 合同书 合同编号: 1.合同供货名称: 2.名称、规格型号、数量、材质: 名称规格数量材质 u钻¢331套42crmo 精镗刀¢35.2r61套42crmo 精镗刀¢45r61套42crmo 槽铣刀2.41套42crmo 锥孔刀具加工¢45s62套42crmo 3.合同总价:(含税) 4.交货期及交货方式 4.1交货期: 在签订合同后30天内到货。 4.2交货地点: 4.3运输方式:货物发到指定地点。 4.4货物包装须适合多次搬运、防腐、防变形,防挤压磕碰, 包装物不回收,不另收费。 4.5供方负责将所供全部货物安全运抵合同交货地点。 5.到货验收 5.1货物到货后,供方通知需方,供方必须携带“技术协议” 及图纸和有关资料到交货地点与需方
硬质合金刀头型号热门文档

硬质合金刀具材料选择
格式:pdf
大小:387KB
页数:3P
4.7
南宫市华飞硬质合金切削工具的牌号、性能及用途 牌 号 相当于 iso 分组代号 性能 用途 密度 g/cm3 抗弯强度 n/mm2 (b试样) 硬度 hra yc10 适用于钢、铸钢的精加工和半精加工,宜采用较高切削速度和中、小进给 量,也可做仿形车削。 yc40 适用于钢、铸钢的强力切削,宜在恶劣的条件下采用低速切削和大进给量 切削加工。 yt05p0512.5-12.9≥1260≥92.5适用于淬火钢、合金钢和高强度钢的精加工和半精加工。 yt15p1011.1-11.6≥1300≥91 适用于碳素钢与合金钢连续切削时的半精车及精车。断续切时的精车、旋 风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。 yt14p2011.2-11.8≥1400≥90.5 适于对碳素钢与合金钢不平整面进行连续切削时的精车,间断切削时的半 精车与精车,连续面的粗铣,铸孔的
硬质合金刀具基础知识
格式:pdf
大小:20KB
页数:6P
4.5
硬质合金刀具材料基础知识浏览: 文章来源:中国刀具信息网添加人:阿刀添加时间:2011-01-31 硬质合金是使用最广泛的一类高速加工(hsm)刀具材料,此类材料是通过粉末冶金工艺生产的,由硬 质碳化物(通常为碳化钨wc)颗粒和质地较软的金属结合剂组成。目前,有数百种不同成分的wc基硬 质合金,它们中大部分都采用钴(co)作为结合剂,镍(ni)和铬(cr)也是常用的结合剂元素,另外还 可以添加其他一些合金元素。为什么有如此之多的硬质合金牌号?刀具制造商如何为某种特定的切削加工 选择正确的刀具材料?为了回答这些问题,首先让我们了解一下使硬质合金成为一种理想刀具材料的各种 特性。 硬度与韧性 wc-co硬质合金在兼具硬度和韧性方面具有独到优势。碳化钨(wc)本身具有很高的硬度(超过刚玉 或氧化铝),而且在工作温度升高时其硬度也很少下降。但是,它缺乏足够的韧

硬质合金刀具材料基础知
格式:pdf
大小:21KB
页数:6P
4.6
硬质合金刀具材料基础知 硬质合金是使用最广泛的一类高速加工(hsm)刀具材料,此类材料是通过粉 末冶金工艺生产的,由硬质碳化物(通常为碳化钨wc)颗粒和质地较软的金属 结合剂组成。目前,有数百种不同成分的wc基硬质合金,它们中大部分都采用 钴(co)作为结合剂,镍(ni)和铬(cr)也是常用的结合剂元素,另外还可以 添加其他一些合金元素。为什么有如此之多的硬质合金牌号?刀具制造商如何为 某种特定的切削加工选择正确的刀具材料?为了回答这些问题,首先让我们了解 一下使硬质合金成为一种理想刀具材料的各种特性。 硬度与韧性 wc-co硬质合金在兼具硬度和韧性方面具有独到优势。碳化钨(wc)本身具 有很高的硬度(超过刚玉或氧化铝),而且在工作温度升高时其硬度也很少下降。 但是,它缺乏足够的韧性,而这对于切削刀具是必不可少的性能。为了利用碳化 钨的高硬度,并改善其韧性,人

硬质合金刀具高频钎焊研究
格式:pdf
大小:22KB
页数:1P
4.4
科学实践 摘要:硬质合金具有极高的硬度和耐磨性能,特别是在高温下仍能保持 其高硬度,目前已广泛应用于制造各种金属的切削刀具。钎焊是将硬质合金 牢固地连接到钢基体上的最成功的方法之一,但硬质合金刀具的焊接技术是 引起焊接裂纹的重要因素。本文介绍了硬质合金刀具的高频焊接工艺中减少 裂纹产生、提高焊接点性能的关键技术。 关键词:硬质合金刀具高频钎焊工艺 中图分类号:tg454 0引言 20世纪后半期,工件材料的机械性能不断提高,产品的品种和批 量逐渐增多,加工精度的要求日益提高,工件的结构和现状不断复杂化 和多样化,硬质合金刀具在应对这些挑战中发挥了重大作用。而且硬 质合金本身也涌现出许多品种,性能不断提高。中国正逐渐成为世界 制造业的中心,对硬质合金刀具的需求巨大,预计到2010年国内硬质 合金刀具及其材料的年销售规模将迅速增加到300亿人民币以上

硬质合金刀具材料的发展与应用
格式:pdf
大小:50KB
页数:3P
4.4
材料工艺 硬质合金刀具材料的发展与应用 刘长付 柳文进 (济南轻骑发动机厂,250013) 硬质合金是由难熔金属硬质化合物和金属粘结 剂经粉末冶金方法而制成的。它的硬度为hra89~ 94,远远高于高速钢;在540℃时为82~87hra,与 高速钢常温时硬度(83~86hra)相同,并且,它还 具有化学稳定性好、耐热性高等优点。所以,目前虽 然供使用的刀具材料品种很多,新型的刀具材料也 不断出现,但硬质合金仍是很受欢迎的一种刀具材 料。它所切下切屑的比重高达68%以上。据报道,有 的国家有90%以上的车刀,55%以上的铣刀都采用 了硬质合金制造,而且这种趋势还在增加。它还是制 造钻头、端铣刀等通用刀具的常用材料。同时,铰刀、 立铣刀、加工硬齿面的中、大模数齿轮刀具、拉刀等 复杂刀具使用硬质合金的也日益增多。 我国
硬质合金刀头型号精华文档
 带钢铣边机用硬质合金刀片的优化
带钢铣边机用硬质合金刀片的优化 带钢铣边机用硬质合金刀片的优化
格式:pdf
大小:141KB
页数:4P
4.8
1引言螺旋焊管生产厂制管所用的带钢原料是两侧为毛边的毛板,为了保证钢管质量,首先需要将带钢展开成平板后进行去边加工,去掉带钢两侧的不直边

硬质合金刀具材料的研究进展
格式:pdf
大小:87KB
页数:4P
4.6
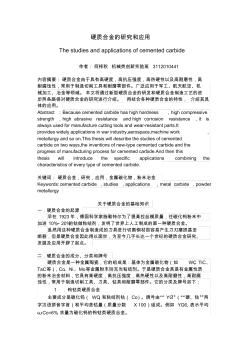
第39卷第2期 2 0 1 1年6月 稀有金属与硬质合金 rare metals and cemented carbides vol.39 №.2 jun. 2 0 1 1 硬质合金刀具材料的研究进展 居志兰,花国然,张 华 (南通大学机械工程学院,江苏南通226019) 摘 要:介绍了硬质合金刀具材料的研究现状,对其纳米复合强化和激光表面强化两个发展趋势进行了综述,并探讨 了这两种强化工艺中的关键问题,即抑制纳米晶粒长大和组织致密化。 关键词:硬质合金刀具材料;纳米复合强化;激光表面强化 中图分类号:tg 711 文献标识码:a 文章编号:1004-0536(2011)02-0050-04 the latest development of cemented carbide tool material ju zhi
硬质合金刀具材料的研究现状与发展思路
格式:pdf
大小:64KB
页数:4P
4.5
硬质合金刀具材料的研究现状与发展思路 1引言 材料、结构和几何形状是决定刀具切削性能的三要素,其中刀具材料的性能起着关键性作用。国际生产工程学会(cirp)在一项研 究报告中指出:“由于刀具材料的改进,允许的切削速度每隔10年几乎提高一倍”。刀具材料已从20世纪初的高速钢、硬质合金发展 到现在的高性能陶瓷、超硬材料等,耐热温度已由500~600℃提高到1200℃以上,允许切削速度已超过1000m/min,使切削加工生产 率在不到100年时间内提高了100多倍。因此可以说,刀具材料的发展历程实际上反映了切削加工技术的发展史。 2常规刀具材料的基本性能 1)高速钢 1898年由美国机械工程师泰勒(f.w.taylor)和冶金工程师怀特(m.white)发明的高速钢至今仍是一种常用刀具材料。高速钢是一种 加入了较多w、mo、cr、v等合金元素的高合金工具钢
硬质合金刀头型号最新文档
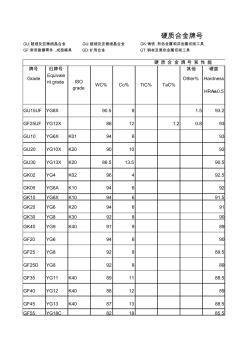
硬质合金牌号
格式:pdf
大小:67KB
页数:4P
4.5
gu:超细及亚微细晶合金gu:超细及亚微细晶合金gk:铸铁.有色金属和非金属切削工具 gf:常用耐磨零件,成型模具gd:矿用合金gt:钢材及黑色金属切削工具 牌号旧牌号其他硬度 gradeequivale ntgrade other%hardness hra±0.5 gu15ufyg8x90.581.593.2 gf25ufyg12x86121.20.893 gu10yg6xk0194693 gu20yg10xk20901092 gu30yg13xk2086.513.590.5 gk02yg4k0296492.5 gk05yg6ak1094692 gk10yg6xk1094691.5 gk20yg6k2094691 gk30yg8k3092890 gk40yg

硬质合金刀具材料磨切性能的研究现状与发展思路
格式:pdf
大小:10KB
页数:4P
4.5
硬质合金刀具材料磨切性能的研究现状与发展思路 newmaker 切削加工是现代制造业应用最广泛的加工技术之一。据统计,国外切削加工在整个制造加工 中所占比例约为80%~85%,而在国内这一比例则高达90%。 刀具是切削加工中不可缺少的重要工具,无论是普通机床,还是先进的数控机床(nc)、加工 中心(mc)和柔性制造系统(fmc),都必须依靠刀具才能完成切削加工。刀具的发展对进步生 产率和加工质量具有直接影响。材料、结构和几何外形是决定刀具切削性能的三要素,其中 刀具材料的性能起着关键性作用。国际生产工程学会(cirp)在一项研究报告中指出:“由于刀 具材料的改进,答应的切削速度每隔l0年几乎进步一倍”。刀具材料已从20世纪初的高速 钢、硬质合金发展到现在的高性能陶瓷、超硬材料等,耐热温度已由500~600℃进步到1200℃ 以上,答应切削速度已超
硼砂对硬质合金刀具钴浸出抑制作用的研究 硼砂对硬质合金刀具钴浸出抑制作用的研究
格式:pdf
大小:117KB
页数:3P
4.5
通过试验,研究了含三乙醇胺的溶液对硬质合金中钴浸出的影响,探讨了钴的浸出机理,并选择出有效的抑制剂。结果表明:三乙醇胺对硬质合金中的钴有明显的浸出作用;油酸三乙醇胺对硬质合金刀片中钴的浸出有抑制作用;油酸三乙醇胺与硼砂复配,对硬质合金中钴浸出的抑制效果更佳。据此提出,使用油酸三乙醇胺与硼砂复配作为切削液的添加剂,可明显降低三乙醇胺对硬质合金刀具中钴的浸出作用,从而提高刀具使用寿命,降低切削液对人体健康的危害。
硬质合金刀片刃口钝化方法的试验研究 硬质合金刀片刃口钝化方法的试验研究
格式:pdf
大小:523KB
页数:4P
4.6
为了改善硬质合金刀片刃口钝化的质量,克服现有钝化方法的不足,根据磨料水射流作用下材料去除理论,分析磨料水射流对硬质合金刀片刃口钝化的材料去除机理,提出了运用磨料水射流对硬质合金刀片刃口进行钝化的新方法,并通过理论分析和试验验证该方法的可行性。该方法的运用能提高硬质合金刀具的效率、质量和寿命,确保刀片钝化参数的一致性。
基于神经网络的硬质合金刀片槽型断屑范围的预报 基于神经网络的硬质合金刀片槽型断屑范围的预报
格式:pdf
大小:453KB
页数:未知
4.5
本文是在神经网络理论的基础上,对硬质合金刀片槽型进行了三维特征提取,并详细介绍了各类槽型的待征简化规则及依据,最后用神经网络进行预报,给出几种典型刀片的预报区域图。
刀具硬质合金刀片焊接方法的研究 刀具硬质合金刀片焊接方法的研究
格式:pdf
大小:238KB
页数:未知
4.5
阐述了合金钢刀具在焊接硬质合金刀片的加工方法及钎焊温度的控制与选择。分析焊接硬质合金刀片时,回火温度对刀体及刀片切削性能的影响。从工艺参数、宏观、微观机理方面逐一分析硬质合金产生裂纹的原因,有效解决了生产中硬质合金刀具崩齿、不耐用等问题。
综述:硬质合金
格式:pdf
大小:171KB
页数:7P
4.5
硬质合金的研究和应用 thestudiesandapplicationsofcementedcarbide 作者:何梓秋机械类创新实验班3112010441 内容摘要:硬质合金由于具有高硬度,高抗压强度,高热硬性以及高耐磨性,高 耐腐蚀性,常用于制造切削工具和耐磨零部件。广泛应用于军工、航天航空、机 械加工、冶金等领域。本文将通过新型硬质合金的研发和硬质合金制造工艺的进 步两条路径对硬质合金的研究进行介绍。再结合各种硬质合金的特性,介绍其具 体的应用。 abstract:becausecementedcarbidehashighhardness,highcompressive strength,highabrasiveresistanceandhighcorrosionresistance,itis alwaysused
硬质合金取心钻头
格式:pdf
大小:2.4MB
页数:4P
4.6
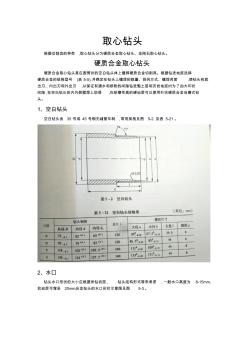
取心钻头 根据切削齿的种类,取心钻头分为硬质合金取心钻头、金刚石取心钻头。 硬质合金取心钻头 硬质合金取心钻头是在圆筒状的空白钻头体上镶焊硬质合金切削具。根据钻进地层选择 硬质合金的规格型号(表5-5),并确定在钻头上镶焊的数量、排列方式、镶焊角度,使钻头有底 出刃、内出刃和外出刃,以保证有通水和排粉的间隙钻进黏土层和页岩地层时为了加大环状 间隙,在空白钻头的内外侧壁焊上肋骨,在研磨性高的硬地层可以使用针状硬质合金自磨式钻 头。 1、空白钻头 空白钻头由35号或45号钢无缝管车制,常用规格见图5-2及表5-21。 2、水囗 钻头水口形状的大小应根据所钻岩层、钻头结构形式等来考虑,一般水口高度为8-15mm, 软岩层可增至20mm,合金钻头的水口形状示意图见图5-3。 3、硬质合金的排列和出刃 硬质台金切削具在钻头底唇面的排列形式基本有三种,见图
硬质合金刀头型号相关
文辑推荐
知识推荐
百科推荐

职位:线路结构工程师
擅长专业:土建 安装 装饰 市政 园林


