

音箱检验标准
格式:pdf
大小:88KB
页数:5P
人气 :70
 4.5
4.5
核定 审核: 制订: 文件编号 保密级 □绝密 □保密 ■一般 版本号 A 第 0 次修改 三级文件 第 1 页 共 4 发布日期: 2017.04.11 音 箱 检 验 标 准 1 目的 规范音箱类产品的要求,为检验提供检验依据,以控制产品的品质。 2 适用范围 适用于各协力厂商所生产 WOOK音箱类产品的检验。 3 检验环境 3.1 检验温度: 25℃± 10℃, 相对湿度: 45%~85% 3.2 光照条件:在冷白荧光照射下,光源 500-800Lux,距物品 1米 3.3 视角:视线与工件平齐,正负旋转 45° 3.4 视力要求:视力要求 :≧0.8 ( 裸视或经矫正后 ) 3.5 检视时间和距离: 等级面 AA级面 A级面 B级面 检验距离 30cm 30cm 30cm 检验时间 5-8 秒 4-6 秒 2-4 秒 4 缺陷等级定义 4.1 致命缺陷 (CR)



音箱检验标准2
xxxxxxxxxxx有限公司 箱体检验标准 文件编号 文件版本 编制审核批准 页数 第1页共6页 1、目的: 规范品质部对音箱空箱箱体和成品音箱出货检验和判定标准,以此作为音箱空箱箱体进货和成品音箱出货 检验的依据。 2、范围: 本标准适用于iqc、fqc、qa对音箱空箱箱体以及对成品音箱箱体的检验。 3、要求: 3.1包装、运输 3.1.1包装应能满足在一般正常条件下搬运、运输、贮存时不会造成箱体有碰伤、压伤、划务、变形或其它方 面的损坏。 3.1.2包装箱表面应标明产品型号、制造厂商或厂商代码、包装数量。 3.1.3包装胶袋及泡沫衬垫应无缺损,且能起到防护作用。 3.1.4产品包装方向及数量应与包装箱注明方向及数量应保持一致。 3.2外观、外形尺寸和装配工艺。 3.2.1箱体外观应整洁、光亮、无变形、划伤、起泡、霉斑、贴皮翘起有其它缺陷
蓝牙音箱1成品检验标准
文件编号wi-100 文件版本a.0 蓝牙音响成品检验标准生效日期2017-01-13 制 订 审 核 核 准 制 订 单 位 品质部 保 管 单 位 文控 修订记录 日期版本变更内容 2014-03-01a.0首次发行 声明本□一级文件□二级文件■三级文件属所有!未经批准,禁止复制、泄露和使用;正本保存于文 件控制中心,副本仅限于分发以下部门(单位)。 分发 对象 ■总经理■管理者代表■文控中心□行政部□物控部 □市场部□工程部■品质部□生产部 文件编号wi-100 文件版本a.0 蓝牙音响成品检验标准生效日期2017-01-13 1.0目的 为明确本公司蓝牙音响产品成品检验标准,为生产、质量控制提供判定依据,制定本标准。 2.0范围:本公司所有蓝牙音响类产品成品。(特殊要求检验产品除外) 3.0引用标准:按国标gb/t2
编辑推荐下载

LED检验标准
格式:pdf
大小:4.1MB
页数:31P
4.6
欧普照明opple 品质检验标准 pcba/光源/支架/电子件 欧普照明品质工程 2014/11/30 欧普照明中山检验标准 1/31 oppleconfidential qualityinspectionstandard rev:r00 preparedby:raidyli/leozhang/jingzhang checkedby:johnyan revchangedescriptionupdatedtimepreparedbyapprovedby r00firstrelease11/30/2014raidy/leo/jinglangli 欧普照明中山检验标准 2/31 目录 notes&instruction注意事项及说明......................................

出厂检验标准
格式:pdf
大小:21KB
页数:1P
4.7
山东沾化瑞通专用汽车制造有限公司 序号工序质量标准质检员合格不合格(备注) 1 检查半挂车牵引销型号、外廓尺寸 (长宽高)以及配置部件的规格数量 是否与合同相符; 2检查各焊接部位均匀光滑,无药皮, 飞溅氧化物、电弧划伤点等焊接缺陷 3 检查颜色是否符合客户要求,且各种 颜色均匀分明;整车内外无坠漆,无 漏喷,无泪痕 4检查牵引车鞍座工作面是否有足够的 润滑油脂。 5 检查牵引座锁止块是否锁止了牵引 销,是否锁止牢靠,稍微前进牵引车, 检查连接情况是否良好。 6 检查气路连接有无漏气,检查制动系 统是否正常工作(注意接头的颜色: 红色为供气管路,蓝色为控制管路)。 7 检查各种灯具是否齐全,安装部位正 确,各电极是否接合良好,确认各车 灯是否正常工作,必要时可更换电极 的接线。 8 正确操纵支腿,使该支腿底脚离开地 面并升至极限位置,保证支腿底脚离 地高度不小于
音箱检验标准热门文档

外观检验标准
格式:pdf
大小:385KB
页数:12P
4.4
xxxx电子有限公司 外观检验标准 文件编号﹕页次﹕第1页共11页 版本号:1.0修订日期:发行日期:2016.4.21 工作程序指引类文件 编制人: 受控标识 副本: □总经理室 □管理者代表 □业务部 □财务部 □研发部 □验证部 □人资部 □采购部 □资材部 □品管部 □工程部 □制造部 □其它: 签 署 日期: 审核人: 签 署 日期: 批准人: 注意: 1.未印有“文件受控”标识的文件不可使用。 2.已印有“文件作废”标识的文件不可使用。 3.已印有“文件受控”标识的文件不可复印。 4.没有批准人签名的文件为无效文件。 签 署 日期: 序 号 修订 章节 版本 号 修订内容修订日期修订人审核人批准人 xxxx电子有限公司 外观检验标准 文件编号﹕页次﹕第2页共11页 版本号:1
LCD检验标准
格式:pdf
大小:84KB
页数:6P
4.4
1 1 目的 本标准由深圳市盟博科技有限公司制定,它是用于检验lcd性能及外观方面的指导性文件,详细阐述了 检验条件、接受及判退的品质标准,为功能和外观检验提供科学、客观的方法。 2适用范围 本标准适用于盟博所有lcd类物料认证及来料检验过程。 3引用文件 无 4定义 4.1cri(致命缺陷):产品极重要质量特性不符合规范要求,此特性不合格将丧失产品使用价值或对人身有 伤害的缺陷。 4.2maj(主要缺陷):产品重要质量特性不符合规范要求,此特性不合格将降低产品使用价值; 4.3min(次要缺陷):一般质量特性不符合规范要求,不影响产品使用及装配。 5抽样方案: 5.1依据gb/t2828.1-2003正常一次抽样ⅱ类。 5.2aql取值(除特殊规定外): cri(致命缺陷):0;maj(主要缺陷):0.4;min(次要
PCBA检验标准
格式:pdf
大小:6.5MB
页数:24P
4.6
1 pcba检验标准 版本:a 编写:日期:2005-08-15. 审核:日期:. 批准:日期: . 2 目录 编号名称版本 一标准总则a 二机械组装a 三元件安装、定位a 四焊接a 五清洁度a 六表面贴装组件a 七pcba 附件名词解释a 一、标准总则 1.1、目的:规范公司产品质量标准,对外观检验不良判定准确,使产品质量准确的满足公司内外顾客的需要。 1.2、范围:本标准制定了公司生产的各类产品在整个流程中焊接和成型外观检验不良判定标准。 1.3、标准使用注意事项: 1.3.1本标准中的不合格就是指导符合标准里面规定的不合格判定。 1.3.2如果没有达到不合格判定内容的当合格品。 1.3.3如果符合不合格判定内容的则作为不合格产品,按照不合格产品处理方法去处理。 1.3.4示意图只
标准件检验标准
格式:pdf
大小:63KB
页数:2P
4.7
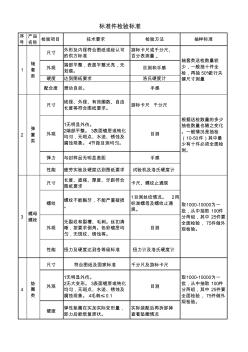
序 号 产品 名称 检验项目技术要求检验方法抽样标准 尺寸 外形及内径符合图纸或经认可 的供方标准 游标卡尺或千分尺、 百分表测量. 外观 端部平整,表面平整光亮,无 划痕。 目测和手感 硬度达到图纸要求洛氏硬度计 配合度滑动自如。手感 尺寸 线径、外径、有效圈数、自由 长度等符合图纸要求。 游标卡尺千分尺 外观 1无明显外伤。 2端部平整。3表面镀层或钝化 均匀,无斑点、水迹、锈蚀及 腐蚀现象。4节距目测均匀。 目测 弹力与封样品无明显差距手感 性能疲劳实验及硬度达到图纸要求试验机及洛氏硬度计 尺寸 长度、直径、厚度、牙距符合 图纸要求 卡尺、螺纹止通规 螺纹 螺纹不能豁牙,不能严重破损 。 1目测丝纹情况。2用 标准螺母及螺纹止通 规。 外观 无裂纹和裂槽、毛刺。丝扣清 晰,按要求倒角。色彩镀层均 匀,无斑纹、锈蚀等。 目测 性能扭力及硬度达到各等级标
包装类检验标准
格式:pdf
大小:127KB
页数:10P
4.7
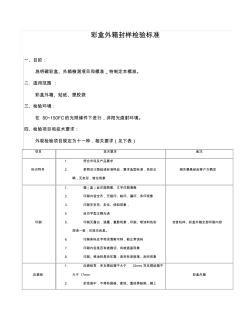
彩盒外箱封样检验标准 一.目的: 為明確彩盒、外箱檢測項目和標准﹐特制定本標准。 二.适用范围: 彩盒外箱、贴纸、塑胶袋 三.检验环境: 在80~150fc的光照條件下进行,非阳光直射环境。 四.检验项目和技术要求: 外观检验项目规定为十一种,相关要求(见下表) 项目技术要求备注 标识符号 1.符合市场及产品要求 2.参照设计图纸或标准样品,要求造型标准,色彩正 确,无变形,错位现象 相关要素经由客户方确定 印刷 1.箱(盒)丝印面图案、文字印刷清晰 2.印刷内容全齐,无错印、缺印、漏印、多印现象 3.印刷无变形、走位、倾斜现象, 4.丝印字型正确无误 5.印刷无露白,浸墨,重影现象,印刷、喷涂料色彩 深浅一致,目视无色差。 6.印刷条码及字符须清
音箱检验标准精华文档
吸塑检验标准
格式:pdf
大小:92KB
页数:3P
4.4
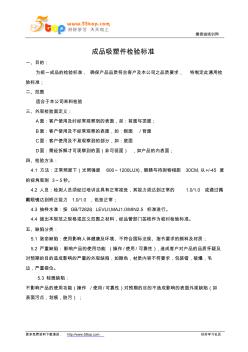
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 成品吸塑件检验标准 一、目的: 为统一成品的检验标准,确保产品品质符合客户及本公司之品质要求,特制定此通用检 验标准; 二、范围 适合于本公司来料检验 三、外观检验面定义: a面:客户使用及时经常观察到的表面,如:前面与顶面; b面:客户使用及不经常观察的表面,如:侧面/背面 c面:客户使用及不易观察到的部分,如:底面 d面:需经拆解才可观察到的面(非可视面),如产品的内表面; 四、检验方法: 4.1方法:正常照度下(光照强度600~1200lux),眼睛与待测物相距30cm,以+/-45度 的视角观测3~5秒。 4.2人员:检测人员须经过培训且具有正常视觉,其视力须达到正常的1.0/1.0或通过佩 戴眼镜达到矫正视力1.0/1.0,色觉正常; 4.3抽样水准:按g
冷镦钢检验标准
格式:pdf
大小:11KB
页数:2P
4.4
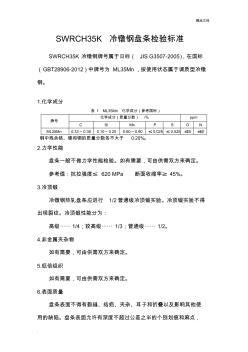
精品文档 . swrch35k冷镦钢盘条检验标准 swrch35k冷镦钢牌号属于日标(jisg3507-2005),在国标 (gbt28906-2012)中牌号为ml35mn,按使用状态属于调质型冷镦 钢。 1.化学成分 表1ml35mn化学成分(参考国标) 牌号 化学成分(质量分数)/%ppm csimnpson ml35mn0.33~0.380.10~0.250.60~0.90≤0.025≤0.025≤35≤60 钢中残余铬、镍和铜的质量分数各不大于0.20%。 2.力学性能 盘条一般不做力学性能检验。如有需要,可由供需双方来确定。 参考值:抗拉强度≤620mpa断面收缩率≥45%。 3.冷顶锻 冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。冷顶锻实验不得 出现裂纹。冷顶锻性能分为: 高级⋯⋯1/4;较高级⋯⋯1

首件检验标准
格式:pdf
大小:36KB
页数:4P
4.8
结构部首件检验规范及要求 1、目的: 为确保产品品质,预防出现批量性的产品不合格, 特制定公司产品生产过程中对首件检验的要求及管理 规范。 2、适用范围: 本文件规定了公司在生产过程中对首件检验的要 求及工作程序。 3、职责 3.1生产部门负责组织安排首件检验工作。 3.2未经首件检验或首件检验不合格,而擅自生产产 品,由此引起的质量问题,由直接责任者负责。 3.3检验员、工序负责人、下道工序对首件检验的正 确性负责。 3.4工序负责人对首件检验完成后,由下道工序进行 复检。如不履行复检职责,下道工序负同等责任。 3.5对首件确认工作未完成,检验员在?首件检验记 录表?上签字的,造成的质量问题,责任由检验员负 责。 4、控制要求 4.1首件检验中应检查产品生产过程所用的所有原辅 材料必须与规定相符。 4.2对生产部门首次连续性生产的第一个完工的半成 品和成品,必须经过首件检验和
PC板检验标准
格式:pdf
大小:37KB
页数:2P
4.4
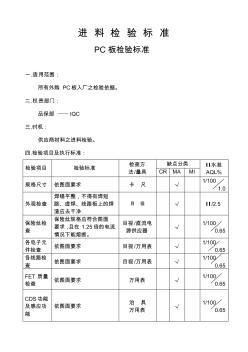
进料检验标准 pc板检验标准 一.适用范围: 所有外购pc板入厂之检验依据。 二.权责部门: 品保部iqc 三.时机: 供应商材料之进料检验。 四.检验项目及执行标准: 检验项目检验标准 检查方 法/量具 缺点分类ⅱ水准 aql%crmami 规格尺寸依图面要求卡尺√ 1/100 1.0 外观检查 焊锡平整,不得有焊短 路、虚焊、线路板上的焊 渣应去干净 目视√ⅱ/2.5 保险丝检 查 保险丝规格应符合图面 要求,且在1.25倍的电流 情况下能熔断。 目视/直流电 源供应器 √ 1/100 0.65 各电子元 件检查 依图面要求目视/万用表√ 1/100 0.65 各线路检 查 依图面要求目视/万用表√ 1/100 0.65 fet质量 检查 依图面要求万用表√ 1/100 0.65 cds功能 及感应功
PCBA检验标准 (2)
格式:pdf
大小:3.5MB
页数:68P
4.4
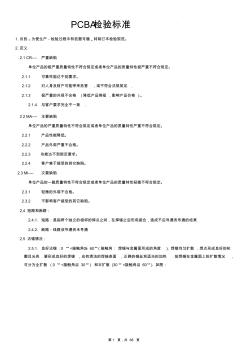
pcba检验标准 第1頁,共68頁 1.目的﹕为使生产﹑检验过程中有依据可循﹐特制订本检验规范。 2.定义 2.1cr----严重缺陷 单位产品的极严重质量特性不符合规定或者单位产品的质量特性极严重不符合规定。 2.1.1可靠性能达不到要求。 2.1.2对人身及财产可能带来危害,或不符合法规规定. 2.1.3极严重的外观不合格(降低产品等级,影响产品价格)。 2.1.4与客户要求完全不一致. 2.2ma----主要缺陷 单位产品的严重质量特性不符合规定或者单位产品的质量特性严重不符合规定。 2.2.1产品性能降低。 2.2.2产品外观严重不合格。 2.2.3功能达不到规定要求。 2.2.4客户难于接受的其它缺陷。 2.3mi----次要缺陷 单位产品
音箱检验标准最新文档
SMT外观检验标准
格式:pdf
大小:9.6MB
页数:28P
4.6
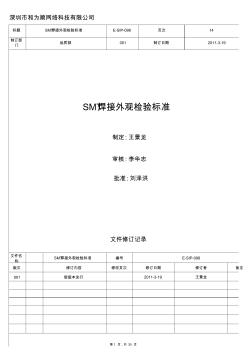
深圳市和为顺网络科技有限公司 标题 制订部 门 文件名 称 smt焊接外观检验标准 版次修订内容 001新版本发行 编号e-sip-098 修改页次修订日期修订者备注 2011-3-19王景龙 批准:刘泽洪 文件修订记录 smt焊接外观检验标准 制定:王景龙 审核:李华志 smt焊接外观检验标准 品质部001 e-sip-098页次 制订日期 14 2011-3-19 第1页,共30页 深圳市和为顺网络科技有限公司 标题 制订部 门 smt焊接外观检验标准 品质部001 e-sip-098页次 制订日期 14 2011-3-19 7.3移位或偏位:元件在焊盘的平面内横向(水平)、纵向(垂直)或旋转方向偏离预定位置;(以元件的中 线和焊盘的中心线为基准)。 5.2将待测pcb置于执行检测者面前,目距20cm内(约手臂长). 6.检验工具:
SMT检验标准
格式:pdf
大小:14.5MB
页数:37P
4.7
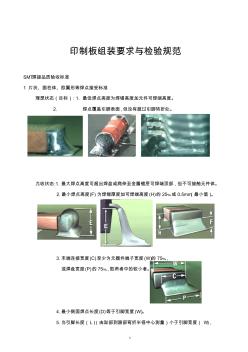
1 印制板组装要求与检验规范 smt焊接品质验收标准 1片状、圆柱体、欧翼形等焊点接受标准 理想状态(目标):1.最佳焊点高度为焊锡高度加元件可焊端高度。 2.焊点覆盖引脚表面,但没有超过引脚转折处。 允收状态:1.最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。 2.最小焊点高度(f)为焊锡厚度加可焊端高度(h)的25﹪或0.5mm(最小值)。 3.末端连接宽度(c)至少为元器件端子宽度(w)的75﹪, 或焊盘宽度(p)的75﹪,取两者中的较小者。 4.最小侧面焊点长度(d)等于引脚宽度(w)。 5.当引脚长度(l)(由趾部到跟部弯折半径中心测量)小于引脚宽度(w), 最小侧面焊点长度(d)至少为引脚长度(l)的75﹪。 6.引脚厚度(t)等于或小于0.38mm时,最小

LED灯检验标准
格式:pdf
大小:24KB
页数:1P
4.6
led灯检验标准 检验设备: 智能多功能光度计;温度测量仪; 电参数测试仪;耐压仪 条件:正常光线 检验标准:iec61347-2-13版本:a 序号检验项目技术要求致命缺陷重要缺陷次要缺陷 1标识 下列标志清晰而牢固:1.商标(中文或英文)2.产品型 号3.功率标贴及主要性能描述 用沾有酒精的棉布擦拭标识,标识应清晰且持久。 √ 2结构 灯体与led灯具一体化: 1:能承受长时间的震动,不能有变形,脱落及断裂。2: 从1.5米自由堕落于防护垫上,试验各面五次后,产品 不能有松动、变形、部件脱落及断裂现象。结构和尺寸 符合此款产品要求。 √ 3 死灯 闪烁 单个产品led内不能有不亮、光暗不一和异色。led 从初始亮灯到稳定,整个过程不能有闪烁现象。 √ 4色差不同批次和样板色差≤±350k,同批次色差≤±230k。√ 5色
产品外观检验标准
格式:pdf
大小:83KB
页数:5P
4.5
1目的 本标准定义维盛冲压件产品外观品质的基本要求,并确立允收/拒收之准则。 2适用范围 本标准适用于维盛生产的所有冲压件产品。 3相关文件 《**产品外观检验标准》。 4定义 a级面:客户经常看到的面,如面板,机箱的上表面、正面,出给客户的零件,马口铁生 产的产品等。 b级面:不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面等。 c级面:产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等。 5检测条件 5.1所有检验均应在正常照明,并模拟最终使用条件下进行。检测过程中不使用放大镜, 所检验表面和人眼呈45°角。a级面在检测时应转动,以获得最大反光效果。b级 面和c级面在检测期间不必转动。 光源=40w荧光灯 零件表面人眼 距离500毫米 5.2a级面停留10秒,b级面停留5秒,c级面停留3秒。 6
进料检验标准
格式:pdf
大小:154KB
页数:10P
4.5
一、适用范围: 本检验标准适用于深圳山源电器有限公司以下物料之进料检验: ※板材:铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。 ※外协加工:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件 及外购螺母、螺柱。 ※各种型材:铝型材、铜排。 ※pc板(绝缘隔热板)。 ※电子元器件:ptc片、温控器、熔断器、连接线等ptc组装原材料。 ※塑胶类:左右支架、盖板、塞头、绝缘片、云母片。 ※五金类:五金支架、电极板、插销等。 ※铁丝:铁线材。 同时对物料中rohs环境有害物质进行管制。 二、抽样方法: 依据mil-std-105e正常“ⅱ”级抽样,必要时可采用加严抽样。 aql:cri=0maj=0.65min=1.5. 对各种板材采用特殊规定:每批板材进料检验,每批来料抽样1pcs,若发现有一项主要 缺陷时,则依实际
COG工序检验标准
格式:pdf
大小:45KB
页数:1P
4.8
质量体系文件 文件编码 版本号a 生效日期2007.4.5 1.0目的 制定此检查标准,明确cog工序检验内容、方法及检验基准,从而保证产品质量 2.0适用范围 本标准适用lcm厂的cog工序的所有产品 文件名称cog工序检验标准本页码第1页共5页 7.0检验项目 3.1首检:指上班(或换班)、调、试、修机,换型号(或换板),换材料,更改工艺或作业程序等 后,对所生产的首件(或首批)产品依据工艺文件、有效样品等其他客户信息载体进行的检验和试验 3.2抽检:指交验的一批产品中,随机抽取部分样品进行检验,根据样品的检验结果,按照规定的判 断准则,判定整批产品是否合格,并决定是接收还是拒收该批产品,或采取其他处理方式。 3.3全检:对生产的全部产品进行100%检验(适用于生产自检)。 3.2.3密集:在10mm以

涂装检验标准3
格式:pdf
大小:113KB
页数:6P
4.7
首帆动力设备制造(上海)有限公司 类别涂装要求及检验标准 文件编号mpmc-qc-004 制定日期2013-3-09 三级文件coatingstandard生效日期2013-3-12 版本2.0 1/4 修订履历 修订符号修订日期修订内容修订页批准确认修改者 △ △ △ △ △ △ △ △ △ 配布 批准审核制定 总经办√技术部√ 营销部生产部√ 人事部财务部 仓储部√品管部√ 首帆动力设备制造(上海)有限公司 类别涂装要求及检验标准 文件编号mpmc-qc-004 制定日期2013-2-2 三级文件coatingstandard 生效日期2013-2-18 版本2.0 2/5 首帆动力设备制造(上海)有限公司 类别涂装要求及检验标准 文件编号mpmc-qc-004 制定日期2013-3-09 三

包材类检验标准
格式:pdf
大小:71KB
页数:4P
4.7
上海正峰工业有限公司 包材类检验标准 (彩盒成品) 检验测试项目检验内容检验标准缺陷分类检验方案 1.尺寸长、宽、高与样品相差±2mm之内主要缺点 ma 5pcs/lot 2.材质。克数与样品或客户要求相符主要缺点ma5pcs/lot 3.清晰起脏 不可在主要文案上,每处大小 不可超过3mm 主要缺点 ma aql/2.5 4.外观 斑点 不可在商标、字体和主要文案 上,每处大小不可超过4mm。 主要缺点 maaql/2.5 刮伤 不可在字体上,其它地方长度 不可超过8mm 次要缺点 mi aql/2.5 漏字、断字与样品比对不可有 主要缺点 maaql/1.5 折痕 折痕不可在正面,其长度为 2cm,宽度为2mm 次要缺点 mi aql/2.5 粘胶、脱胶、脱浪手测不可有 主要缺点 ma aql/1
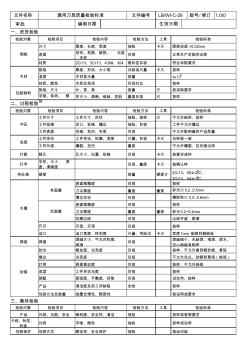
刀具质量检验标准
格式:pdf
大小:30KB
页数:1P
4.5
文件名称文件编号 审批 检验对象检验项目检验内容检验方法工具检验标准 尺寸厚度、长度、宽度抽检卡尺厚度误差<0.02mm 表面划伤、划痕、破损、光度 、夹层 目视正常生产后能否去除 材质2cr13、3cr13、430#、304看标签目视符合采购要求 规格厚度、形状、大小等试装或尺量卡尺按样 湿度木材含水量测量≤130 材质、颜色木质及色泽目视对比按样 规格、尺寸长、宽、高测量尺按采购要求 字唛、条码、颜 色 字大小、清晰、错缺、歪斜量度目视尺按样 检验对象检验项目检验内容检验方法工具检验标准 工件尺寸工件尺寸、形状抽检、按样尺不允许缺料、按样 工件批锋切口、批锋、爆边抽检、目视工件不允许爆边 工件表面伤痕、划伤、夹层目视不允许影响最终产品质量 工件形状工件形状、轮廓、深度尺量、
音箱检验标准相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程师主管
擅长专业:土建 安装 装饰 市政 园林


