

云硫化工厂磷肥尾气装置改造效果好
格式:pdf
大小:84KB
页数:1P
人气 :91
 4.5
4.5
磷肥生产过程中会产生大量对人的呼吸道等有明显刺激作用的有害气体——SiF4气体。为确保磷肥尾气达标排放,云硫化工厂早在2009年就对磷肥车间尾气装置进行了技术改造。改造后,磷肥装置尾气吸收采用两室(吸收室)两塔(喷杯塔、湍球塔)吸收工艺对SiF4尾气进



云硫化工厂磷肥尾气装置改造效果好
磷肥生产过程中会产生大量对人的呼吸道等有明显刺激作用的有害气体——sif4气体。为确保磷肥尾气达标排放,云硫化工厂早在2009年就对磷肥车间尾气装置进行了技术改造。改造后,磷肥装置尾气吸收采用两室(吸收室)两塔(喷杯塔、湍球塔)吸收工艺对sir尾气进行吸收处理。当吸收室或吸收塔内氟水达到排放浓度时,便将之排至3个露天沉降池进行沉降。沉降后的上层清液氟水由废水泵打至磷肥装置氟水罐循环用于生产中。
孝义市磷肥厂硫酸装置的技术改造
孝义市磷肥厂1976年建成投产,采用文—泡—文水洗净化、一转一吸流程,设计能力为5kt/a。1984年进行技术改造,转化工序改为利用沸腾炉出口炉气废热换热的“4+1”两转两吸流程,并新建了污水处理装置,生产能力达10kt/a。1997年对硫酸系统进行...
编辑推荐下载
银山磷肥厂硫酸技术改造简介
格式:pdf
大小:87KB
页数:1P
4.6
四川银山磷肥厂硫酸车间原采用文、泡、电水洗净化,一转一吸,尾气制取固体亚铵工艺流程,年产硫酸6万吨,1979年9月由内江地区批准进行扩建和技术改造,要求年产硫酸达到8万吨,并消除污染。为此,该厂与南化公司研究院订立技术服务合同,在硫酸技术改造中应用南化公司研究院科研成果:氧表检测及加矿自调:新型板式电除尘器:封闭净化(空冷法冷却稀酸)。并由南化研究院派人参加试车工作。
德阳市化工厂硫酸装置的技术改造
格式:pdf
大小:817KB
页数:6P
4.6
介绍该厂硫酸装置由20kt/a分阶段改造为60kt/a的规划及第一、二阶段的实施情况。对原料工序的布置,沸腾炉衬里的设计,旋风除尘器的密封,净化工序的流程、干吸塔支承的改进,转化器的改造,管道式电炉的应用,污泥的处理及枝改后的效益均作了报道。
云硫化工厂磷肥尾气装置改造效果好热门文档
仙桃市磷肥厂40kt/a硫酸装置技术改造
格式:pdf
大小:109KB
页数:3P
4.5
硫酸i业1996年第6期 葺同巷酸, 仙桃市磷肥厂40kt/a硫酸装置技术改造 1概述 熊茂昌 (仙横市磷肥厂433000) 我厂硫酸车间始建于1972年,次年建成 投产,设计能力为5kt/a,文一泡一文水洗净 化,一转一吸流程。1980年,转化系统扩建, 生产能力提高到10kt/a|1988年进行技术改 造,生产能力达到25kt/a;1991年改文一泡 一文净化流程为文一泡一电;后又经挖潜改 造,1994年实际生产能力已达105t/d1995 年,针对普钙供求矛盾日益突出而现有硫酸 装置跑、冒、滴、漏现象严重,维修量大,开车 率低,产量难以维持的状况,对硫酸系统进行 了扩产改造。改造工程从1995年2月开始 至1995年8月完成,并于8月22日一次开 车成功。9个月的生产实践证明,硫酸产量

料浆法磷铵生产工艺发展与五大磷肥工程改造
格式:pdf
大小:642KB
页数:5P
4.3
针对引进磷酸浓缩工艺生产磷铵的技术不适应我国矿产资源具体情况的难题,开发了料浆法磷铵生产工艺技术,已在21个省区布点推广建设了87套装置,形成生产能力279×104t/a的规模,占全国磷铵生产能力的60%。最近在贵州瓮福实施料浆法磷铵与引进的传统磷酸浓缩工艺联产的成功,为五大磷肥工程的改造提供了一条新的途径。
金川公司化工厂硫酸Ⅰ系统改造总结
格式:pdf
大小:355KB
页数:3P
4.5
对金川有色金属公司化工厂硫酸一车间ⅰ系统进行了为期一年的扩能技改,充分利用现有设备和工艺,对大型塔、器进行修复和部分更新,对泵、风机等运转设备重新选型,对电气、仪表控制按照自动操作要求全部更新。改造后生产能力由原来的325kt/a扩大到93kt/a,各项技术指标基本达到了设计值,自动化水平显著提高,基本实现了计算机自动控制
金川公司化工厂硫酸一系统扩能改造综述
格式:pdf
大小:142KB
页数:3P
4.7
介绍了金川公司化工厂硫酸一系统的扩能技改发问。通过运用新技术、新材料、新设备,使停产5a、原来生产能力仅32.5kt/a的制酸系统扩大到93kt/a,并且自动化水平显著提高,基本实现了计算机自动控制制酸。
云硫化工厂磷肥尾气装置改造效果好精华文档
全国化工硫磷中心在全国硫酸和磷复肥企业开展技术改造咨询服务
格式:pdf
大小:164KB
页数:1P
4.5
全国化工硫磷中心在全国硫酸和磷复肥企业开展技术改造咨询服务 我国即将加入世贸组织(wto),包括硫酸和磷 复肥在内的化肥企业将面临巨大挑战。以机制创 新、技术创新为主要手段,降低成本、占领市场为目 的是每个企业的必由之路。技术创新的核心是在企 业现有的硫酸、磷复肥装置基础上采用新技术、新工 艺、新设备、新材料,减少污染等方法,以少投入、多 产出为目的进行技术改造。 中国化工勘察设计协会1999年1月颁发的《全 国化工设计技术中心站工作规定》,要求中心(站) “承担或参予政府部门、协会和有关单位委托的咨 询、审核和审定、鉴定、分析评估、评优、仲裁等技术 服务工作”,根据此规定,我中心将在全国硫酸和磷 复肥企业开展技术改造咨询服务。 1、技术服务的主要方式 根据用户的不同要求和目的,提供硫酸、磷复肥 装置技术改造的技术咨询方案设计、可行性研究报 告或施工图设计方案

化工厂漂液装置节能减排技术改造
格式:pdf
大小:1.0MB
页数:2P
4.5
近年来,氯碱行业把发展循环经济作为提升技术装备水平的突破口和新的经济增长点,国家出台了一系列政策鼓励企业技术创新,淘汰落后产能,以实现节能减排的总目标。新疆天业化工厂作为氯碱生产企业,积极响应号召,在发展生产的同时,
北京前进化工厂乙烯装置裂解炉节能改造
格式:pdf
大小:1.3MB
页数:8P
4.6
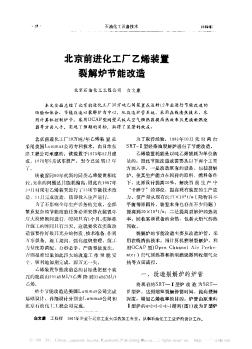
本文全面总结了北京前进化工厂30万吨乙烯装置在运转12年后进行节能改违的经验和体会。节能改造以裂解炉为中心,从改造炉管系统,采用在线清焦技术,采用计算机控制炉子,采用ocap型间壁式板式空气预热器提高热效率且更换新燃烧器等方面入手,实现了预期的目标,取得了显著的效益。
 巴陵石化聚丙烯装置节能改造效果好
巴陵石化聚丙烯装置节能改造效果好 巴陵石化聚丙烯装置节能改造效果好
格式:pdf
大小:83KB
页数:1P
4.7
中国石化巴陵石化公司合成橡胶事业部聚丙烯装置异步缓冲式低压回收系统的节能降耗效果进一步显现,尾气乐缩机每天运行时间比改造前减少8h,日省电1080kw·h。在大量节电的同时,尾气回收气柜每天减少9t液相丙烯,每天尾气侧排火炬携带的丙烯减少60m3(标准),
云硫化工厂磷肥尾气装置改造效果好最新文档
磷酸磷铵装置尾气处理系统的改造
格式:pdf
大小:324KB
页数:3P
4.6
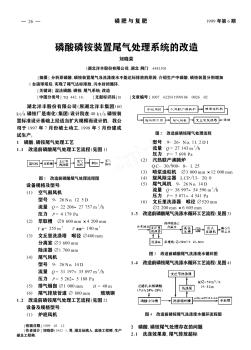
分析原磷酸、磷铵装置尾气及洗涤废水不能达标排放的原因,介绍生产中磷酸、磷铵装置分别增加1台湍球塔后,实现了尾气达标排放、污水封闭循环。
磷肥厂污水处理站的工艺优化
格式:pdf
大小:154KB
页数:2P
4.6
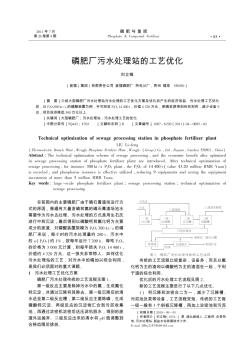
介绍大型磷肥厂污水处理站污水处理的工艺优化方案及优化后产生的经济效益。污水处理工艺优化后,以p2o5300kt/a的磷酸装置为例,年可回收p2o514400t,价值4320万元,使磷资源得到有效利用,减少设备9台,项目投资降低500万元以上。
以国产化“料浆法”磷铵技术改造五大磷肥工程的建议
格式:pdf
大小:368KB
页数:3P
4.4
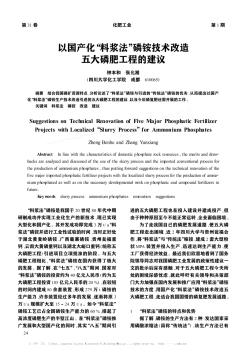
结合我国磷矿资源特点,分析论述了“料浆法”磷铵与引进的“传统法”磷铵的优劣,从而提出以国产化“料浆法”磷铵生产技术改造引进的五大磷肥工程的建议,以及今后磷复肥还需开展的工作。
云浮某化工厂四万吨硫酸车间排渣系统的改造
格式:pdf
大小:166KB
页数:2P
4.8
本文介绍了云浮某化工厂四万吨硫酸车间排渣系统所遇到的问题进行了分析和解决,并对旧的排渣系统进行改造,排渣系统得到初步改善,劳动强度大大减小,安装维护及使用效果明显,环境得到很好的改善。
加氢裂化装置脱硫化氢塔分离效果提升改造
格式:pdf
大小:1.3MB
页数:6P
4.7
中海油惠州石化3.6mt/a煤柴油加氢裂化装置自开工以来,脱硫化氢塔分离效果一直较差,轻石脑油硫化氢含量高。为此,应用流程模拟软件对脱硫化氢塔进行流程模拟,模拟结果与实际情况吻合,在此基础上进行水力学负荷计算,确定脱硫化氢塔进料段和提馏段设计不合理,需要进行改造。具体的改造方案为:进料段塔盘增加篱栅,改变中心降液管的出口堰长,改善原来不平衡的四溢流设计;提馏段塔盘在现有的边降液管的凹形受液盘上开泪孔,保留边降液管,同时取消所有的凹形受液盘结构,原导向浮阀更换为bdh浮阀,增加浮阀数量约1倍。改造后,轻石脑油中硫化氢体积浓度较改造前大幅降低,由330×10^-6-380×10^-6降至150×10^-6以下,装置转化率弹性由29%-32%增大至26%-32%,满足装置的生产能力和产品质量要求。
化工生产含氨尾气吸收装置优化改造
格式:pdf
大小:318KB
页数:4P
4.3
分析了化工生产中氨尾气吸收方法的优缺点。根据气氨在水中的溶解度和溶解热在不同条件下的变化规律,提出了对现有尾气吸收装置的优化改造方案。运行数据表明,氨的吸收率大幅提高,不仅有效改善了环境,还起到了变废为宝、节能降耗的作用。
扬子乙烯裂解炉节能改造效果好
格式:pdf
大小:83KB
页数:1P
4.7
中国石化扬子乙烯装置裂解炉改造运行结果显示:裂解炉排烟温度下降约35℃,热效率提高约2%,运行负荷由90%提高到100%。裂解炉运行效果良好,完全达到了预期的节能指标。中国石化所有裂解炉将以此为样板,进行节能改造。
旱柳“小老树”林分截头改造效果好
格式:pdf
大小:105KB
页数:1P
4.8
多年的旱柳小老树因干旱、病虫害等原因影响,出现枯梢和死亡.经过截头改造复壮处理来恢复生机和提高林分质量和利用价值.
云硫化工厂磷肥尾气装置改造效果好相关
文辑推荐
知识推荐
百科推荐


职位:房建施工员
擅长专业:土建 安装 装饰 市政 园林


