

乙二醇装置不锈钢管道开车前脱脂清洗
格式:pdf
大小:167KB
页数:3P
人气 :84
 4.7
4.7
叙述了乙二醇装置不锈钢管道开车前脱脂清洗的必要性,着重介绍了清洗工艺流程、清洗前的准备工作、清洗药剂、配方以及清洗操作等,经实际应用,清洗效果良好,到达了预期脱脂效果。



不锈钢管道清洗脱脂技术交底
表c1-3技术交底记录no: 工程名称交底部位 工程编号日期 交底内容:不锈钢管道清洗与脱脂 一、管道进场前 1.确定清洗间位置,应保证清洗间洁净不产尘。房间内应经常保洁,并配备干粉灭火器3-5具。 并保持室内通风良好。 2.采用不锈钢板(ss304)制作不锈钢管清洗槽5000*350*400(h),(根据管道规格及长度确定清 洗槽的尺寸)里面注有一半容积的丙酮(推荐使用,其余清洗介质可用三氯乙烯、四氯化碳、 酒精等),以不外溅和能够没过所清洗的管子为宜。 3.把不锈钢管道外壁和内壁用无尘布擦拭一遍,去除管道内外壁的灰尘等较大的颗粒。 4.将擦拭过的不锈钢管浸泡在清洗槽内的丙酮中,浸泡时间为10-15分钟,中间每隔3-5分钟转动 一下管子,逐次转到应浸泡的部位上,每次转动都要使管子滚动几个圈,以保证管道各个部分 都能浸泡均匀。 5.用不锈钢丝拴住
不锈钢管道清洗钝化方案 (2)
纯化水及物料管道清洗钝化施工方案 一、综述 清洗钝化施工方案如下: 1、清洗钝化范围:施工的纯化水管的管道、管件、阀门等。 2、用水要求:在下列所有工艺操作中所用的水均为去离子水, 制水操作请甲方配合。 3、安全防护措施:在酸洗液时采用了如下的安全预防措施: (1)操作工戴上清洁、透明的防毒面罩,穿上防酸服装、戴上手 套。 (2)所有操作都是先在容器中加水,再加上化学品,不得相反,边加 边搅拌。 (3)清洗和钝化液必须达到中性时方可排放,排放需从制水间排 污口处排放,以利于环保。 二、清洗方案 1、预清洗 (1)配方:常温去离子水。 (2)操作程序:用循环水泵保持在2/3bar压力下用水泵加以循环, 15min后打开排水阀,边循环边排放。 (3)温度:室度 (4)时间:15分钟 (5)放掉清洗用去离子水。 2、碱液清洗 (1)配方:准备氢氟化钠化学纯试剂,加入热水(温度不低于
编辑推荐下载

不锈钢管道清洗钝化方案
格式:pdf
大小:6KB
页数:3P
4.4
纯化水及物料管道清洗钝化施工方案 一、综述 清洗钝化施工方案如下: 1、清洗钝化范围:施工的纯化水管的管道、管件、阀门等。 2、用水要求:在下列所有工艺操作中所用的水均为去离子水, 制水操作请甲方配合。 3、安全防护措施:在酸洗液时采用了如下的安全预防措施: (1)操作工戴上清洁、透明的防毒面罩,穿上防酸服装、戴上手 套。 (2)所有操作都是先在容器中加水,再加上化学品,不得相反,边加 边搅拌。 (3)清洗和钝化液必须达到中性时方可排放,排放需从制水间排 污口处排放,以利于环保。 二、清洗方案 1、预清洗 (1)配方:常温去离子水。 (2)操作程序:用循环水泵保持在2/3bar压力下用水泵加以循环, 15min后打开排水阀,边循环边排放。 (3)温度:室度 (4)时间:15分钟 (5)放掉清洗用去离子水。 2、碱液清洗 (1)配方:准备氢氟化钠化学纯试剂,加入热水(温度不低于

td不锈钢管道泵
格式:pdf
大小:12.1MB
页数:91P
4.4
td不锈钢管道泵 最大扬程:240m 最大功率:550kw 转速:1450rpm和2900rpm 最大压力:40bar 适用温度:输送介质为热水时,温度小于230℃;为其他有机热介质时,温度小于400℃ kqb系列便维式立式单级单吸离心泵,系根据kql第四代系列泵之性能要求,在吸收国外同类产品先进技术 的基础上,自行研制的新一代精品立式离心泵。其显著优点:对机械密封的失效及磨损需维修或更换时,无需 拆卸电机,仅拆卸夹壳联轴器部件,即可进行,省时、省力。该系列泵寿命、结构、外观、都代表行业领先水 平,达国际一流水平;旨在替代进口产品,为国家节约外汇。 —采用标准立式电机,泵轴与电机轴用刚性夹壳联轴器联接。 —泵的进出口径相同,并在同一直线上,能像阀门一样安装在管路任何位置;且设有安装底板,使泵安装简 便、稳固。 —用机泵分轴和夹壳联轴器特殊结构,无须拆卸
乙二醇装置不锈钢管道开车前脱脂清洗热门文档

不锈钢管道对照表 (2)
格式:pdf
大小:145KB
页数:8P
4.5
dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-ф57mm dn65-ф73mm,dn80-ф89mm dn100-ф108mm,dn125-ф133mm dn150-ф159mm,dn200



乙二醇装置不锈钢管道开车前脱脂清洗精华文档
不锈钢管道分级表
格式:pdf
大小:39KB
页数:1P
4.6
a系列b系列sch 5s sch 10s sch 20s lgsch 20 sch 30 stdsch 40 sch 60 xssch 80 sch 100 sch 120 sch 140 1521.3181.62.12.62.93.64.5 2026.9251.62.12.63.64.05.6 2533.7321.62.83.23.24.56.3 3242.4381.62.83.23.65.07.1 4048.3451.62.83.23.65.07.1 5060.3571.62.83.63.24.05.68.8 6576.1732.03.03.64.55.07.110.0 8088.9892.03.04.04.55.68.011.0 90101

不锈钢管道对照表 (3)
格式:pdf
大小:145KB
页数:8P
4.7
dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-ф57mm dn65-ф73mm,dn80-ф89mm dn100-ф108mm,dn125-ф133mm dn150-ф159mm,dn200

不锈钢管道对照表
格式:pdf
大小:105KB
页数:8P
4.8
word资料可编辑 专业整理分享 dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-
不锈钢管道技术要求1
格式:pdf
大小:13KB
页数:3P
4.7
技术参数要求 一、材料要求 1.管道、管件主要为304、316l不锈钢(薄壁、厚壁)和两种材质; 2.不锈钢厚壁管道和板材选用太钢、不锈钢厚壁管件选用华尔德;不锈钢锻打法兰选用培英 牌;不锈钢球阀选用德星牌;不锈钢碟阀选用良工牌; 3.焊接304不锈钢管道和管件,选用308l焊丝;焊接316不锈钢管道和管件,选用316l焊 丝; 4.氩气,要求使用高纯氩或液态氩,高纯氩的纯度为99.99%; 二、技术要求 1、所有焊缝打标标记,保证每道焊缝都有检查记录,做好内窥镜检查录像。所有焊缝的成 型不允许有未焊透、管道裂缝、气泡、焊接凹槽等缺陷现象,焊道成型圆润光滑,焊缝宽度 均匀,焊高偏差≤0.5mm.;色泽要求,内部焊道成淡黄色或银白色为合格。 2、不锈钢管道焊接工艺要求: (1)不锈钢卫生薄壁管:采用氩气保护热熔一次成型焊接工艺; (2)不锈钢厚壁管:底焊
不锈钢管道的安装
格式:pdf
大小:305KB
页数:7P
4.4
1 上海三庆不锈钢管道管件的安装 第一部分双卡压管件的安装 安装作业前的准备工作: 薄壁不锈钢管道安装时,可能用到的安装工具如手动泵、电动泵、钳座、卡压钳口、活 接连接用的扳手、管钳、卷尺、割刀、手磨机、划线笔、肥皂水或硅油等等要尽可能备有。 管材切断作业步骤: 1、接合施工图及现场的状况,用米尺或其它测定工具,计算出管材实际需要的长度,并在需 要切断的部位画出切断线。 2、切断时,确实管材固定后再行切割。dn15~dn50的管材使用不锈钢专业割刀,管的切断面 应保持真圆,切断线应与管轴心成直角。切断时旋转两圈再略紧刀片再旋转两圈直至切断, 不可用力过猛导致将管切成扁平或椭圆,否则会切坏管端不能插入管件或者插伤胶圈; dn65以上的管材切割后一定要用手磨机清除内外毛刺,并且开适当外坡口以避免插伤密 封圈。 3、切断的地方,请用抹布或柔软的布类将管表面的油、杂物或泥土完全擦拭干净。
乙二醇装置不锈钢管道开车前脱脂清洗最新文档
不锈钢管道腐蚀的种类
格式:pdf
大小:5KB
页数:2P
4.5
在众多的工业用途中,不锈钢都能提供令人满意的耐腐蚀性 能。根据使用经验来看,除机械失效外,不锈钢腐蚀主要表 现在:不锈钢的一种严重的腐蚀形式是局部腐蚀(即应力腐 蚀开裂、点腐蚀、晶间腐蚀、腐蚀疲劳以及缝隙腐蚀)。这 些局部腐蚀所导致的失效事例几乎占失效事例的一半以上。 事实上,很多失效事故是可以通过合理选材而予以避免的。 1.应力腐蚀开裂(scc):是指承受应力的合金在腐蚀性环境 中由于裂纹的狂战而护生失效的一种通用术语。盈利腐蚀 开裂具有脆性断口形貌,但他也可能发生于热性高的材料 中。发生应力腐蚀开裂的必要条件是要有拉应力(不论是 残余应力还是外加应力,或者两者兼而有之)和特定的腐 蚀介质存在。形纹的形成和扩展大致与拉应力方向垂直。 这个导致应力腐蚀开裂的应力值,要比没有腐蚀介质存在 时材料断裂所需要的应力值小得多。在微观上,应力腐蚀 开裂扩展至其一深度时(此处,承受载荷的材

不锈钢管道制作工艺规范
格式:pdf
大小:16KB
页数:4P
4.8
不锈钢管道制作工艺规范范围 1.1本工艺标准适用于304,316,316l不锈钢管道制作与工程安装。 施工准备 2.1材料及主要机具: 2.1.1焊丝:其型号按设计要求选用,必须有材质证明及合格证,焊丝应放在 专用的桶内,不同型号的焊丝禁止混杂在一起,并保持干燥,干净。304 材质选用型号为(h0cr20ni10ti或h0cr21ni10),316,316l材质选用 型号为(h00cr19ni12mo2)。管件壁厚δ=1.5-2mm,钨针选用ф1.6, 焊丝选用ф1.0。管件壁厚δ≥3mm,钨针选用ф2.4,焊丝选用ф1.6。 2.1.2氩气:氩气纯度≥99.96%,必须有合格证书,氩气瓶上的阀门保护罩, 瓶体保护橡胶圈应完好无损。 2.1.3钨针:钨针应选用无放射性的铈钨。 2.1.4主要机具:直流脉冲
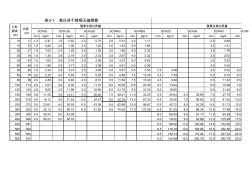
不锈钢管道壁厚对照表
格式:pdf
大小:107KB
页数:6P
4.6
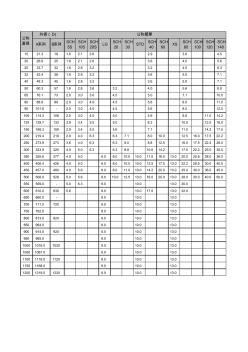
表3-1奥氏体不锈钢无缝钢管 壁厚及理论质量壁厚及理论质量 sch5ssch10ssch20ssch40ssch80ssch20sch30sch40sch6 mmkg/mmmkg/mmmkg/mmmkg/mmmkg/mmmkg/mmmkg/mmmkg/mmm 10171.20.471.60.622.00.752.50.913.21.112.50.89 15221.60.822.01.002.51.223.01.434.01.803.01.41 20271.61.022.01.252.51.533.01.804.02.303.01.78 25341.61.302.82.193.02.333.52.674.53.323.52.63 32
 五效蒸发装置不锈钢管道失效分析与对策
五效蒸发装置不锈钢管道失效分析与对策 五效蒸发装置不锈钢管道失效分析与对策
格式:pdf
大小:1.0MB
页数:5P
4.3
采用化学分析、金相分析及腐蚀产物成分测定等方法对泄漏管道进行检测,对其失效原因进行分析。结果表明,应力腐蚀是管道失效的根本原因,并提出了解决对策,制定了双相钢焊接工艺,保证了焊接接头的力学性能和耐腐蚀性,成功地解决了管道失效问题。

浅谈不锈钢管道化学清洗
格式:pdf
大小:9KB
页数:4P
4.7
浅谈不锈钢管道化学清洗 作者:*** 单位:****** 摘要:《工业金属管道工程施工及验收规范》gb50235-978.5.3化 学清洗液的配方必须经过鉴定,并曾在生产装置中使用过,经实践证明是 有效和可靠的。基于此,我就本人在碑林制药厂、赫尔制药厂、杨森制药 厂对304卫生不锈钢管道化学清洗时的一点点经验和大家交流,不足之处 还望指正。 在制药、食品行业,为了保证输送介质的洁净度,通常使用不锈钢管 道。为了达到使用要求,不锈钢管道从材料进场、保管、领料、焊材选用、 焊接、安装、压力试验、化学清洗等各环节要严格执行《工业金属管道工 程施工及验收规范》gb50235-97和《现场设备、工业管道焊接工程施工及 验收规范》gb50236-98中的相关规定。一般情况下,此这类管子进场时, 包装还是很好,管子两头用塑料管帽进行了封堵,整根管子用塑料布包装。 保管时,管道要放在

不锈钢管道检验报告模板
格式:pdf
大小:533KB
页数:3P
4.5
2017190305z(2017)(粤)质监验字015号 广州质量监督检测研究院 广州质量监督检测研究院 检验报告第1页共2页 产品名称 商标 型号/规格/等级 流体输送用不锈钢焊管 百度 (φ50.8×1.2)mm06cr19ni10 生产日期 编号或批号 限期使用日期 2017-06-08 ------ ------ 抽送样单号m15061601-18 受检单位深圳市*************有限公司检验类别抽样检验 任务来源------样品数量 6m 委托单位深圳市*************有限公司 抽样基数 20000m 生产单位深圳市*************有限公司 抽样地点深圳抽(送)样日期2017年06月16日 来样方式本院抽样验讫日期2
不锈钢管道焊接规范
格式:pdf
大小:42KB
页数:8P
4.7
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合图样规

不锈钢管道施工方案 (2)
格式:pdf
大小:406KB
页数:13P
4.8
管道施工方案 1.方案范围 序号内容注释 01工程名称 02建设单位 03施工单位 04工程范围管道安装 05系统简述碳钢、不锈钢管道施工方案 洁净管道施工方案 1.配管施工 管道施工作业程序: 1.1管材切割预制 ?切割前确认配管表面无有害痕迹、破损。 ?配管切割时使用手磨机缓慢进行切割,当管径大于25a时,须保持切面 直度(90°±0.5)。 ?管道横放水平固定,防止切屑进入管内。 ?配管切割后清除杂质。 ?切割后如管上附有切屑或其它杂质,用无尘布料擦试。 ?切割后用专用的切面加工器处理切面,使端面平整。 ?进行切面加工时,为防止切屑进入管内,使加工面处于下流,加工后, 使切面朝下 ?切面加工完成后,确认切面处理是否良好。 ?1.2管道安装 1.2.1一般规定 1)管道安装应具备下列条件 ?与管道有关的土建工程已检验合格,满足安装要
乙二醇装置不锈钢管道开车前脱脂清洗相关
文辑推荐
知识推荐
百科推荐


职位:城乡规划顾问
擅长专业:土建 安装 装饰 市政 园林


