




 板材对接单面焊双面成形焊接中成形缺陷研究
板材对接单面焊双面成形焊接中成形缺陷研究 板材对接单面焊双面成形焊接中成形缺陷研究
单面焊双面成形焊技术是指在焊件坡口的正面进行施焊,而焊接后坡口的正面和反面都形成焊缝,均匀美观、成形良好且表面和内在质量均符合要求的焊接工艺。相对于双面焊,单面焊双面成形工艺改善了焊接条件,极大地提高了焊接的效率。本文主要对板材对接单面焊双面成形焊接工艺中成形缺陷的现象、原因进行分析,并提出保障焊接质量与成形的对策。
固定管板单面焊双面成形焊接技术 固定管板单面焊双面成形焊接技术
固定管板焊接在生产中经常采用,可分为骑座式和插入式2种类型,由于焊接时要求根部焊透,保证背面成形,正面焊脚对称,因而生产中以骑座式管板焊接较多,且焊接难度较大。如果按照工件空间位置的不同可把这类焊件分为垂直固定平焊、水平固定仰焊和45°固定焊等形式。这里主要介绍水平固定的管板焊接。这类工件焊接时,往往由于板厚与管壁厚相差较大,焊接时管的孔壁容易烧穿;同时由于是角焊缝,焊接时比对接焊缝需要的热量
编辑推荐下载
小径低碳钢管对接垂直固定气焊
格式:pdf
大小:25KB
页数:4P
 4.8
4.8
小径低碳钢管对接垂直固定气焊 摘要:小径钢管的垂直固定气焊在生产中经常遇到,气焊时为横焊缝,横向 焊接的操作较难掌握,因此掌握好焊接操作要领和制定的合理的焊接工艺,可以 有效的提高焊接质量。文中主要讲述了小径钢管对接垂直固定气焊操作要领及焊 接缺陷防止措施。 关键词:垂直固定;横焊缝;质量 前言 气焊具有设备简单、操作方便、成本低、适应性强等优点,因此被广泛应用 于工业生产中。在各种焊接位置的操作中,小径钢管横焊时焊嘴角度难以掌握, 容易出现焊接缺陷,一旦出现缺陷,会削减焊缝的有效强度,降低焊缝的质量。 通过在工作实践中不断摸索,总结了一些焊接方面操作要领和注意事项,希望对 提高焊缝质量有所帮助。 1.焊前准备 1.1试件材质与尺寸 采用q235无缝钢管2件,其规格为φ60mm×4mm×100mm。坡口形式及尺 寸如图1所示 图1试件的坡口形式及尺寸 1.2焊接
管道焊接中手工钨极氩弧焊(TIG)单面焊双面成形技术
格式:pdf
大小:101KB
页数:2P
3
管道焊接中手工钨极氩弧焊(tig)单面焊双面成形技术——压力管道手工电弧焊接中焊道背面易出现缺陷,且管道中的焊渣无法及时清理干净,用手工 tig焊的方法成功的解决了这一问题。
小径管垂直固定对接TIG焊单面焊双面成形技能训练热门文档
手工电弧焊板对接仰焊单面焊双面成形焊接指导书
格式:pdf
大小:71KB
页数:4P
4.6
smaw-feii-4g-12-fef3j焊接指导书 焊评报告编号:hpk-ⅱ-smaw-4g 焊接方法:手工电弧焊接头形式:板对接接头焊接位置:仰焊 试件材质:q345r(16mnr)试件规格:300×100×12mm 焊条型号:e5015焊条规格(mm):φ3.2φ2.5 电流种类及极性:直流正接法(打底焊)直流反接法(填充、盖面焊) 1.坡口形式:v形坡口60°±5°钝边:0mm 2.焊前准备: 将试件坡口进行修磨确保在坡口两侧20㎜处无水、油、锈等杂质,露出金属光泽。焊 条使用前需烘干,加温350℃,保温2小时。 3.组对示意图:预留反变形:3°-4°装配间隙:3.2-4.0mm错边量:≤1mm 点固位置:试板焊缝两端点固焊长度:10mm 4.主要焊接参数: 焊道分布焊接层次焊接电流/a
自动氩弧焊单面焊双面成形技术与工装
格式:pdf
大小:164KB
页数:3P
3
自动氩弧焊单面焊双面成形技术与工装——自动钨极氩弧焊技术,应把工件的壁面、工件接头、夹具的铜垫平面、铜垫沟槽的中心线 和电弧极端作为基准点、基准线和基准面进行规则的协调,使其准确的各居其位,使焊缝自始至终在一种不变的焊透成形状态,采用恒定...
低合金钢板对接立焊单面焊双面成形工艺研究 低合金钢板对接立焊单面焊双面成形工艺研究
格式:pdf
大小:520KB
页数:4P
4.6
阐述了16mnr低合金钢板一板对接立焊单面焊双面成形的打底焊、填充焊、盖面焊的工艺过程及操作要领.重点讨论了提高单面焊双面成形打底焊质量的措施;强调了焊条伸入坡口的相对深度对打底焊、填充焊和盖面焊焊缝高度的重要影响.
纯铝中厚板双丝单面焊双面成形工艺 纯铝中厚板双丝单面焊双面成形工艺
格式:pdf
大小:516KB
页数:3P
4.6
针对厚度为12mm的纯铝板材,采用自动双丝焊技术进行焊接工艺试验。试验结果表明:采用自动双丝焊技术焊接12mm厚纯铝板可一次性成形,单面焊双面成形。焊接过程稳定、焊缝成形好,焊接接头具有优良的焊接质量和力学性能。
焊条电弧焊单面焊双面成形经验总结 焊条电弧焊单面焊双面成形经验总结
格式:pdf
大小:106KB
页数:1P
4.5
焊条电弧焊单面焊双面成形技术在非标准结构件和小直径容器等的焊接安装过程中具有重要的应用价值。如果在焊接过程中不能够处理好材料、设备、工艺及操作等因素,会造成焊缝结果达不到预期的质量等后果,导致被加工设备出现安全隐患。在焊接过程中应该重点注意以下三点:一是打底层施焊应力求焊缝金属饱满且缺陷尽可能少。二是填充层施焊时,要充分利用电弧自身吹力清除打底层焊缝表面缺陷,并根据焊件厚度确定施焊道数,保证合适的焊缝高度,有利盖面层焊接。三是盖面层焊缝应力求美观。另外,在对被加工金属件进行焊接之前,需要首先确认电焊机的稳定性和引弧性是否处于最优状态,保证电焊机的工艺参数能够灵活的调节。在电源的选择方面也应该以直流电源为主,降低断弧率。
小径管垂直固定对接TIG焊单面焊双面成形技能训练精华文档
单面焊双面成型的工艺
格式:pdf
大小:29KB
页数:14P
4.5
1 南通航运职业技术学院 船舶与海洋工程系 毕业论文 单面焊双面成型的工艺 姓名:洪小兵 学号:425051246 班级:船体5052 专业:船舶工程技术 指导老师:李艳 时间:2010.6.20 2 目录 摘要.....................................................................................................................................................3 绪论.........................................................................................................................
关于钢板对接单面焊双面成型的探讨 关于钢板对接单面焊双面成型的探讨
格式:pdf
大小:139KB
页数:未知
4.5
经过对我公司职业技能鉴定的初、中级实际操作技能及我公司排头兵选拔赛实际操作技能单面焊双面成型考试一些试板和焊工的操作过程进行的分析,谈一下关于钢板对接单面焊双面成型的一些想法。
铝合金熔化极脉冲氩弧焊单面焊双面成形的研究 铝合金熔化极脉冲氩弧焊单面焊双面成形的研究
格式:pdf
大小:583KB
页数:未知
4.7
本文通过对铝合金电弧焊实现单面焊双面成形所必须条件的分析,说明欲实现铝合金单面焊双面成形,应在工件整个厚度熔透的前提下尽可能限制合力p和提高表面张力f表。同时,通过焊接试验对影响熔化极脉冲氨弧焊电流的各敏感参数(包括脉冲电流波形、平均电弧电压和平均电弧电流、焊接速度、脉冲宽度比、脉冲频率、维弧电流及焊丝直径)对铝合金单面焊双面成形的熔透能力、电弧力和熔池下液面宽度的影响的分析研究,最终选择最佳的焊接参数进行试验,结果证明,熔化极脉冲氩弧焊工艺是解决铝合金单面焊双面成形的较好途径。当工件厚度在3~6mm范围内不开坡口用这种工艺可以较满意地实现单面焊双面成形。
钢管对接焊缝水平固定单面焊双面成型焊接操作技术 钢管对接焊缝水平固定单面焊双面成型焊接操作技术
格式:pdf
大小:209KB
页数:2P
4.5
主要介绍了钢管对接焊缝水平位置固定单面焊双面成型的焊接特点;钢管接头坡口形式以及组对要求;不同管径接头定位焊接时的不同技术措施要求,接头中不同层焊缝的操作技术要点及工艺措施。
CO2气体保护焊单面焊双面成形技木
格式:pdf
大小:220KB
页数:4P
3
co2气体保护焊单面焊双面成形技木——锅炉及压力容器等重要结构的焊接,要求接头完全连接。有的结构由于尺寸和形状的限制,不适于甚至无法双面施焊,只能在容器单侧进行焊接。因此研究coz气体保护焊单面焊双面成形技术,并与手工电弧焊进行全面比较是将coz气体...
小径管垂直固定对接TIG焊单面焊双面成形技能训练最新文档
手工电弧焊单面焊双面成形技术
格式:pdf
大小:15KB
页数:6P
4.6
手工电弧焊单面焊双面成形技术 单面焊双面成形操作技术是采用普通焊条,以特殊的操作方法, 在坡口的正面进行焊接,焊后保证坡口正反两面都能得到双面成形焊 缝的一种操作方法。它是一项在压力管道和锅炉压力容器焊接中,焊 工必须掌握的操作技术,其方法主要有断弧焊法和连弧焊法。 基本操作 1.引弧应在焊缝中,要做到一“引”便“着”,一“落”便“准”。 由于电缆及焊钳对手腕存在一个重力矩,焊工手持焊钳不易稳定,因 此引弧时焊工要蹲稳,手臂要用力持钳,手腕微微用力做点划动作。 另外,焊工心情要放松,紧张则僵硬,僵硬则动作机械而抖动大, 极易产生“粘住”和“拉熄”现象。练习时,从摩擦法开始,逐渐缩 短摩擦距离及焊条头与工作面的距离。轻落轻起,克服惯性,快慢适 中,使焊钳运动轨迹逐渐达到近似垂直的效果。 2.要懂得焊条在空间三个方面均有运动,向熔池方向递 进要与熔化速度相一
对接仰位水平固定板焊条电弧单面焊工艺 对接仰位水平固定板焊条电弧单面焊工艺
格式:pdf
大小:85KB
页数:2P
4.7
板状试件水平固定仰位手工电弧单面焊接,操作难度较大,焊接时由于液态金属和熔渣受重力的作用,容易下坠,从而使正面焊缝形成焊瘤、夹渣,背面焊缝形成凹陷、未焊透等缺陷。本文就其打底层的焊接方法、焊接工艺参数、操作要领和注意事项做一系统的阐述。

TA2的钨极氩弧焊单面焊双面成形焊接工艺研究
格式:pdf
大小:187KB
页数:3P
3
ta2的钨极氩弧焊单面焊双面成形焊接工艺研究——以厚度为6mm的ta2板的焊接为例,研究了工业纯钛板单面焊、双面成形的焊接工艺。该工艺采用手工钨极氩弧焊打底、自动氩弧焊焊接,有效地控制了焊接接头缺陷的产生。此工艺方法合理,获得了良好的焊缝组织和焊接接...
12mm钢板开坡口的平对接焊单面焊双面成型
格式:pdf
大小:129KB
页数:5P
4.6
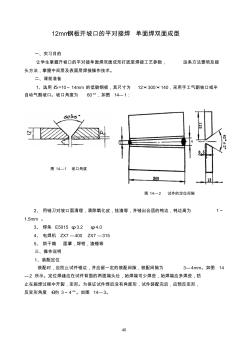
40 12mm钢板开坡口的平对接焊单面焊双面成型 一、实习目的 让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数,运条方法要领及接 头方法,掌握中间层及表面层焊接操作技术。 二、课前准备 1、选用δ=10~14mm的低碳钢板,其尺寸为12×300×140,采用手工气割坡口或半 自动气割坡口。坡口角度为60°,如图14—1: 图14—1坡口角度 图14—2试件的定位间隙 2、用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为1~ 1.5mm。 3、焊条e5015φ3.2φ4.0 4、电焊机zx7—400zx7—315 5、烘干箱面罩,焊钳,渣锤等 三、操作说明 1、装配定位 装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为3—4mm。如图14 —2所示。定位焊缝应在试件背面的两面端头处,始焊端可少
手工电弧焊单面焊接双面成形操作技术
格式:pdf
大小:1.5MB
页数:6P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

焊条电弧焊单面焊双面成形技术的操作要领与技巧
格式:pdf
大小:13KB
页数:6P
4.6
焊条电弧焊单面焊双面成形技术的操作要领与技巧 单面焊双面成形技术是焊条电弧焊难度较大的一种操作技术,同时又是各类技能考试,技 术比武,特别是锅炉、压力容器和压力管道焊工必须熟练掌握的基本技能。尽快地掌握单 面焊双面成形技术的操作要领和技巧,不仅是每个技能考试,技术比武和锅炉、压力容器 取证焊工十分关心的问题,也是各地培训中心(站)焊工教练必须要讲解和示范的主要内 容。经过多年来的摸索和实践,在吸取和借鉴全国各地焊工培训的经验基础上,总结出了 一套适用于焊条电弧焊单面焊双面成形技术的操作要领与技巧,多次在锅炉、压力容器和 压力管道的焊工取证培训中应用,收到了很好的效果,对尽快掌握单面焊双面成形技术会 有所帮助。 要掌握好焊条电弧焊单面焊双面成形操作技术,一定要熟练掌握“五种要领”,还应学会“六 种技巧”。五种要领(以下简称“五要领”),是指五种操作基本要领,其具体内容是
浅析焊条电弧焊单面焊双面成形技术的操作要领 浅析焊条电弧焊单面焊双面成形技术的操作要领
格式:pdf
大小:341KB
页数:1P
4.4
焊条电弧焊是是指用手工操作焊条进行焊接的电弧焊方法,是目前生产中应用最多、最普遍的一种金属焊接方法。其中,焊条电弧焊单面焊双面成形技术是难度较大的一种操作技术,也是焊条电弧焊技术人员必须掌握的操作技术,主要应用于压力管道和锅炉压力容器制造以及各种安装操作中。本文从两个方面详细介绍了焊条电弧焊单面焊双面成形技术的操作要领,帮助焊条电弧焊焊工更好的掌握技术的要领,焊出优质、合格的焊缝。
焊条电弧焊单面焊双面成形技术的操作要领与技巧 焊条电弧焊单面焊双面成形技术的操作要领与技巧
格式:pdf
大小:127KB
页数:1P
4.6
单面焊双面成形技术是焊紊电弧焊难度较大的一种操作技术,但是在具体的操作过程中也有操作的要领和技巧,在要领方面要注意“看”、“听”、“准”、“短”、“控”五个方面,在操作技巧上要从点固、起头、运条、收弧、接头和收尾六个方面下功夫。

手工焊条电弧焊单面焊双面成形新工艺
格式:pdf
大小:28KB
页数:3P
4.7
手工焊条电弧焊单面焊双面成形新工艺 山东沂水县大成职业技术学校王庆祥 [摘要]本文着重介绍了板状试件单面焊双面成形新型焊接工艺、焊接规范、施焊要点以及必要 的试验数据等。 [关键词]手工焊条电弧焊;单面焊双面成形;新型焊接工艺 在原来手工焊条电弧焊单面焊双面成形基础上,本文对焊接工艺进行了改进,着重介绍了新型焊接 工艺的板状试件立焊位置操作方法,更适合于焊接技能大比武时采用和工作生产中运用。 1工艺特点 把以往传统的碱性焊条连弧多层焊,通过新型工艺的改进,采用大电流灭弧焊两层焊接完成,即打 底层和盖面层,运用这种工艺的好处在于它能很好地控制熔池的尺寸及温度,不容易出现焊瘤、咬 边等缺陷。操作时技巧很关键,不能像传统工艺那样把熔池铁水往背面压,强制成形,要改为让铁 水自动淌到背面,焊条做水平摆动运条。焊工可以依据熔孔的大小来控制焊接速度和摆动,易保证
小径管垂直固定对接TIG焊单面焊双面成形技能训练相关
文辑推荐
知识推荐
百科推荐


职位:BIM开发工程师
擅长专业:土建 安装 装饰 市政 园林


