

万能板漂亮的焊接洞洞板焊接指导
格式:pdf
大小:19.6MB
页数:26P
人气 :69
 4.6
4.6
뿉쓜쫇돉뎤뮷뺳뗄풭틲ꎬ뫜뛠쫂뚼튪ퟔ벺뚯쫖좥ퟶꎬ틲캪뢸쒸쎻폐쪱볤좥맜 쓣ꎬ욽쪱튲쎻폐쪲쎴퇏룱뗄튪쟳ꎬ뻍솬돉벨뇭튲쎻쟆벸퇛ꎬ횻튪늻ퟶ뮵쫂ꎬ뻍쫇 쓣퓵퇹뻍퓵퇹쓇훖ꎬ헢뻍쫇쿧쿂쪽뷌폽쇋ꆣ쯤좻뛔듳뛠쫽죋살쮵헢퇹늻뫃ꎬ몢ퟓ 뚼늻맜ꎬ죎웤랢햹믡톧뮵뗄ꎬ늻맽헢훖쫂늻쫇뻸뛔뗄ꎬ뮹쫇쓇뻤뮰ꎺ뷼훬헟돠ꎬ 뷼쒫헟뫚ꆣ킡쪱뫲ꎬ힡뢽뷼춬쓪쇤뗄몢ퟓ뚼쫇뺭뎣퓚튻웰췦ꎬ떱좻튲폐뺭뎣뎳볜 뗄쪱뫲ꎬ틲캪쯻쏇ퟶ쇋킩킡뮵쫂ꎬ컒쏇헢킩 ꆰ 뫃죋ꆱ 뻍뫍쯻쏇ꆰ 뮵죋ꆱ 룴뾪살뎳ꎬ뎳 볜뚼쫇럖엉살뎳뗄ꎬ뫃킦뗄쫇ꎬ틲캪폐춷뛹ꎬ튲뻍쫇샏듳ꎬ쫇컒쏇뗄샏듳뫍쯻쏇 뗄샏듳퓚뎳ꎬ폐쪱뎳벸쳬ꎬ엶떽쏦랴헽뻍뫏늻살ꎬ쮭뚼늻샭쮭ꎬ늻맽뫳살폖늻횪 뗀퓵퇹뫍뫃뗄ꎬ뛸쟒뮹췦뗄뫜럨ꎬ킡몢ퟓ싯ꎬ뻍쫇헢퇹뗄쇋ꆣ떫컒쏇뮹쫇튻퇹늻 퓵쎴ퟅ훘좥뛁쫩ꎬ쓇쿱쿖퓚돇샯뗄몢ퟓ쳬쳬뚼튪톧뚫톧컷ꎬ뛠릦쓜좫랽캻튻쳥뮯 랢햹ꎬ떫컒쏇튲늻쫇늻쿫뛁쫩ꎬ컒쏇튲믡횪뗀뛁쫩뗄훘튪ꎬ헢랽쏦뮹쫇믡




点阵板万能板洞洞板的使用焊接技巧
点阵板(万能板/洞洞板)的使用焊接技巧 ?点阵板(万能板/洞洞板)是一种按照标准ic间距(2.54mm)布 满焊盘、可按自己的意愿插装元器件及连线的印制电路板,俗称“洞洞 板”。相比专业的pcb制版,洞洞板具有以下优势:使用门槛低,成本 低廉,使用方便,扩展灵活。比如在学生电子设计竞赛中,作品通常需 要在几天时间内争分夺秒地完成,所以大多使用洞洞板。 点阵式万能实验小板 焊接前的准备 在焊接点阵板之前你需要准备足够的细导线用于走线。细导线分为 单股的和多股的(上图右):单股硬导线可将其弯折成固定形状,剥皮 之后还可以当作跳线使用;多股细导线质地柔软,焊接后显得较为杂乱。 点阵板具有焊盘紧密等特点,这就要求我们的烙铁头有较高的精 度,建议使用功率30瓦左右的尖头电烙铁。同样,焊锡丝也不能太粗, 建议选择线径为~1mm的。 手工焊接操作的基本步骤: ????掌握好电
“洞洞板”的选用与焊接技巧
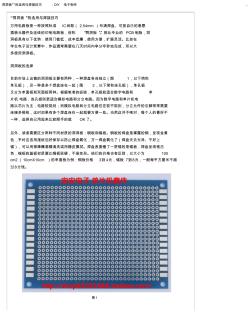
洞洞板”的选用与焊接技巧-diy电子制作... “洞洞板”的选用与焊接技巧 万用电路板是一种按照标准ic间距(2.54mm)布满焊盘、可按自己的意愿 插装元器件及连线的印制电路板,俗称“洞洞板”。相比专业的pcb制版,洞 洞板具有以下优势:使用门槛低,成本低廉,使用方便,扩展灵活。比如在 学生电子设计竞赛中,作品通常需要在几天时间内争分夺秒地完成,所以大 多使用洞洞板。 洞洞板的选择 目前市场上出售的洞洞板主要有两种,一种焊盘各自独立(图1,以下简称 单孔板),另一种是多个焊盘连在一起(图2,以下简称连孔板),单孔板 又分为单面板和双面板两种。根据笔者的经验,单孔板较适合数字电路和单 片机电路,连孔板则更适合模拟电路和分立电路。因为数字电路和单片机电 路以芯片为主,电路较规则;而模拟电路和分立电路往往较不规则,分立元件的引脚常常需要 连接多根线,这时如果有多
编辑推荐下载
厚板焊接
格式:pdf
大小:138KB
页数:5P
4.7
厚板焊接 1厚板焊接工艺 由于材料为低合金结构钢,含有少量的合金元素,淬硬倾向大,焊接性差,焊缝中 极易出现裂纹,因此厚板焊接是本工程的一大难题,为防止焊接缺陷的产生,除遵循上 述“焊接通则”要求外,特制定如下工艺措施: (1)焊接材料 ①选择强度、塑性、韧性相同的焊接材料,并且焊前要进行工艺评定试验,合格后 方可正式焊接,焊接材料选择低氢型焊接材料。 ②co2气体保护焊:选用药芯焊丝e71t-1或er50-6。 co2气体:co2含量(v/v)不得低于99.9%,水蒸气与乙醇总含量(m/m)不得高于 0.005%,并不得检出液态水。 ③手工电弧焊时:选用焊条为e50型,焊接材料烘干温度如下所示: 焊接材料牌号使用前烘焙条件使用前存放条件 焊条e50型350-400℃;2h100-150℃ (2)焊前预热 ①为减少内应力,防止裂纹,改善焊缝性能,母材焊接前
焊接工艺评定指导书模板
格式:pdf
大小:136KB
页数:5P
4.5
预焊接工艺规程(pwps) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定报告编号 焊接方法机械化程度手动 焊接接头: 坡口形式y(带钝边)其他:/ 衬垫(材料及规格)\ 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) 母材: 类别号组别号与类别号组别号相焊或 标准号材料代号与标准号材料代号相焊 对接焊缝焊件母材厚度范围 角焊缝焊件母材厚度范围 管子直径、壁厚范围:对接焊缝角焊缝 其他 填充金属: 焊材类别 焊材标准 填充金属尺寸 焊材型号 焊材牌号(金属材料代号) 填充金属类别 其他: 对接焊缝焊件金属厚度范围: 角焊缝焊件金属厚度范围: 耐蚀堆焊金属化学成分(%) csimnpscrnimovtinb 其他: 备注:对每一种母材与焊接材料的组合均需分别填表。 焊接位置: 对接焊缝的位置
万能板漂亮焊接洞洞板焊接指导热门文档
焊接作业指导书和焊接工艺
格式:pdf
大小:231KB
页数:17P
4.8
word完美格式 ..整理分享.. 焊接作业指导书及焊接工艺 1.目的:明确工作职责,确保加工的合理性、正确性及可 操作性。规范安全操作,防患于未然,杜绝安全隐患以达到 安全生产并保证加工质量。 2.范围: 2.1.适用于钢结构的焊接作业。 2.2.不适用有特殊焊接要求的产品及压力容器等。 3.职责:指导焊接操作者实施焊接作业等工作。 4.工作流程 4.1作业流程图 4.1.1.查看当班作业计划 4.1.2.阅读图纸及工艺 4.1.3.按图纸领取材料或半成品件 4.1.4.校对工、量具;材料及半成品自检 4.1.5.焊接并自检 4.1.6.报检 word完美格式 ..整理分享.. 4.2.基本作业: 4.2.1.查看当班作业计划:按作业计划顺序及进度要求进行 作业,以满足生产进度的需要。 4.2.2.阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技
手工电弧焊板对接仰焊单面焊双面成形焊接指导书
格式:pdf
大小:71KB
页数:4P
4.6
smaw-feii-4g-12-fef3j焊接指导书 焊评报告编号:hpk-ⅱ-smaw-4g 焊接方法:手工电弧焊接头形式:板对接接头焊接位置:仰焊 试件材质:q345r(16mnr)试件规格:300×100×12mm 焊条型号:e5015焊条规格(mm):φ3.2φ2.5 电流种类及极性:直流正接法(打底焊)直流反接法(填充、盖面焊) 1.坡口形式:v形坡口60°±5°钝边:0mm 2.焊前准备: 将试件坡口进行修磨确保在坡口两侧20㎜处无水、油、锈等杂质,露出金属光泽。焊 条使用前需烘干,加温350℃,保温2小时。 3.组对示意图:预留反变形:3°-4°装配间隙:3.2-4.0mm错边量:≤1mm 点固位置:试板焊缝两端点固焊长度:10mm 4.主要焊接参数: 焊道分布焊接层次焊接电流/a
焊接作业指导书及焊接工艺
格式:pdf
大小:236KB
页数:17P
4.5
焊接作业指导书及焊接工艺 1.目的:明确工作职责,确保加工的合理性、正确性及可 操作性。规范安全操作,防患于未然,杜绝安全隐患以达到 安全生产并保证加工质量。 2.范围: 2.1.适用于钢结构的焊接作业。 2.2.不适用有特殊焊接要求的产品及压力容器等。 3.职责:指导焊接操作者实施焊接作业等工作。 4.工作流程 4.1作业流程图 4.1.1.查看当班作业计划 4.1.2.阅读图纸及工艺 4.1.3.按图纸领取材料或半成品件 4.1.4.校对工、量具;材料及半成品自检 4.1.5.焊接并自检 4.1.6.报检 4.2.基本作业: 4.2.1.查看当班作业计划:按作业计划顺序及进度要求进行 作业,以满足生产进度的需要。 4.2.2.阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技术 要求及焊接工艺文件,明白焊接符号的涵义。确定焊接基准 和焊接步骤;自下料的要计算下料尺寸及用料规格,参

焊接工艺评定及焊接指导书(1)
格式:pdf
大小:187KB
页数:9P
4.5
焊接工艺指导书 单位名称:中冶京唐管铁分公司 焊接工艺指导书编号:gp-09-05日期:2009.05.08焊接工艺评定报告编号:gp-09-05 焊接方法:手工钨极氩弧焊机械化程度(手工、半自动、自动):手工 焊接接头: 破口型式:v型,α=50~60°,b=0~3,p=1~2 衬垫(材料及规格):/其它:坡口采用机械加工 简图:(接头型式、坡口型式与尺寸、焊层、焊道布置及顺序) 母材: 类别号:p1组别号:1-1与类别号:p1组别号:1-1相焊及 标准号:gb3087钢号:20与标准号:gb3087钢号:20相焊 厚度范围: 母材:对接焊缝:2~9mm角焊缝:/ 管子直径、壁厚范围:对接焊缝φ22×2~φ480×9mm角焊缝/
单面搭接焊焊接指导书
格式:pdf
大小:7KB
页数:4P
4.5
单面搭接焊焊接作业指导书 一、施工准备 (一)作业条件 1、焊工必须持证上岗。 2、作业现场要有安全防护、防火、通风措施、防止发生触电、火灾、 中毒及烧伤等事故。 3、电源采用380v。 4、正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规 格的钢筋各焊3个模拟试件,做拉伸试验。经试验合格后,方可参加施工作 业。 5、熟悉图纸,做好技术交底。 (二)材料及主要机具: 1、钢筋: ①钢筋的级别(hrb400)、直径必须符合设计要求,有出场证明书及复 试报告单。 ②钢筋焊接施工前,应清除钢筋焊接部位和与电极接触的钢筋表面上的 锈斑油污、杂物等,钢筋端部若有弯折、扭曲时,应予以矫正或切除。 2、焊条: ①焊条采用e50型焊条,焊条有出厂合格证。 ②焊条必须根据焊条说明书的要求烘干后才能使用。 ③药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心 度。 ④焊接过程中,
万能板漂亮焊接洞洞板焊接指导精华文档
焊接检验指导书
格式:pdf
大小:13KB
页数:1P
4.5
有限公司iso/ts技术规范文件 页次1/8审核核准生效日期20110901 焊接检验指导书(wi-pz-19) 1、目的: 为了规范产品的焊接工艺,确保生产出来的产品,质量符合客户要求,并为检验员提供检验依据。 2、适用范围: 适用于所有远见焊接件产品。 3、具体规定: 1、焊接批量生产前对生产条件的监控: a:焊接工艺及焊接作业指导书是否齐全及为有效版本; b:对焊接人员资格、焊接材料规格材质、焊丝材质型号、氩气纯度(大于99.99%)、焊接设备设定参数 等是否与焊接工艺及相关作业导书相符; c:焊接相关辅助工装是否完好,齐全; d:焊工安全防护设施的确认; 2、焊接过程的质量控制; 2.1焊接方式要求 焊接加工应按照设计要求选择焊接方式,如没有要求的可按照产品特性自行选择以满足产品设计要 求。 2.2焊接接头强度要求 焊接接头的抗拉强度应不低于母材技术条件规定

焊接、打磨检验指导书
格式:pdf
大小:114KB
页数:3P
4.3
苏州宝馨科技精密机械有限公司 suzhouboamaxtechnologiesgroupco.,ltd 文件编号bh/qc-42-03 版次a/1 作业文件标题:焊接、打磨检验指导书页次第1页共2页 1.0目的 明确焊接产品的检查要点及方法。 2.0适用范围 适用我司现有的各类焊接产品的检验工作。 3.0常见缺陷之专案定义 3.1针孔:焊接处可见的细小凹点。 3.2焊渣:熔焊过程中向周围飞散的金属颗粒。 3.3变形:焊接过程中,材料因受热的影响(但未熔化)而发生金相组织和机械性能的变形。 3.4缝隙:焊件经焊接后结合部分未完全熔合。 3.5焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。 3.6烧穿:焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷。 3.7凹坑:

焊接试板
格式:pdf
大小:494KB
页数:16P
4.8
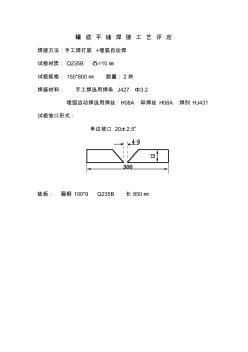
罐底平缝焊接工艺评定 焊接方法:手工焊打底+埋弧自动焊 试板材质:q235bδ=10㎜ 试板规格:150*800㎜数量:2块 焊接材料:手工焊选用焊条j427φ3.2 埋弧自动焊选用焊丝h08a碎焊丝h08a焊剂hj431 试板坡口形式: 单边坡口20±2.5o 垫板:扁钢100*9q235b长850㎜ 第一圈罐壁板立缝焊接工艺评定 焊接方法:co2气体保护焊 试板材质:spv490qδ=31㎜ 试板规格:150*700㎜ 试板数量:2块 焊接材料:eg-60φ1.6 试板坡口形式:v型 引弧板:100*50㎜坡口同上 技质办 第一圈罐壁板立缝焊接工艺评定 焊接方法:手工立焊 试板材质:spv490qδ=31㎜ 试板规格:150*500㎜ 试板数量:2块

热板焊接
格式:pdf
大小:180KB
页数:4P
4.3
何谓热板焊接由热板产生的热量软化接合表面的加压焊接方法。 因装置简便、焊接强度高,自古以来就被用于大型产品的焊接。 热板焊接的特征☆优点 焊接强度、效率高(在各焊接法中最佳) 可进行气密接合,可靠性好 制品、焊接部的形状设计相对来说比较容易 ★缺点 由热板产生的热量使制品软化,周期较长。 粘贴在热板上的树脂会出现拉丝现象(必须有相应的塑料粘贴对策) 当不同种类的树脂或金属与树脂相接合时,会出现强度不足。 焊接工艺装置是由热板与加压机构等所构成。 第一阶段:让制品接触热板,以融化黏接部 第二阶段:保持融化面的接触,以冷却凝固。 黏接部分的接合形状例 焊接部为平坦状 飞边露出深度形状 隐藏飞边形状 焊接条件温度设定基本上大于树脂熔点 低温时 o焊接周期长 o焊接强度低 高温时 o注意材料老化 以duracon为例,最佳温度为260℃左右 热板的制品加
万能板漂亮焊接洞洞板焊接指导最新文档
 焊接导致被焊铝板的初始挠曲特性
焊接导致被焊铝板的初始挠曲特性 焊接导致被焊铝板的初始挠曲特性
格式:pdf
大小:94KB
页数:1P
4.4
众所周知,与其他因素相比焊接引起的初始挠曲会极大地影响被焊板的极限强度,这意味着在计算板的极限强度以前判别板的初始挠曲性状是极其重要的。本文旨在研究海洋工程中应用的铝板在焊接过程中产生的初始挠曲特性。研究中共有78个单跨和多跨加劲平板铝结构,其与80m长全铝制高速船的基础结构同尺寸,采用金属惰性气体焊接。然后计算出加劲肋之间的初始挠曲。通过对数据库进行统计分析,得到初始挠曲变化系数。研究结果有助于焊接铝板结构的可靠性分析、极限强度确定和制作工艺控制。
 加筋板结构及焊接顺序对焊接变形的影响
加筋板结构及焊接顺序对焊接变形的影响 加筋板结构及焊接顺序对焊接变形的影响
格式:pdf
大小:4.4MB
页数:6P
4.4
焊接广泛应用于工业中;用于组装不同的产品;如:汽车;船舶;桥梁等;而焊接变形通常是造成尺寸不精确和高制造成本的主要原因;因此;通过有限元模拟预测变形量和通过改善焊接结构的质量来减小焊接变形是至关重要的;本项研究的目的是减少大型船板的变形;有两种方法:首先;采用热弹塑性有限元分析进行变形预测;估算q345钢焊接接头的固有变形;其次;基于固有应变理论对大型船板的焊接过程进行弹性分析;揭示了板材边缘和内部的变形情况;通过运用有限元模拟;对比不同形状模型的焊接变形;找到最有焊接顺序;可以最大限度降低焊接变形;
中厚板大坡口单面焊接头的焊接分析 中厚板大坡口单面焊接头的焊接分析
格式:pdf
大小:289KB
页数:3P
4.6
对中厚板大坡口焊缝的单面焊,从焊接热输入、温度场特征、变形及残余应力、接头组织及其机械性能方面进行分析,并结合生产实例,探讨了保证该类焊缝焊接质量的行之有效的方法。
PE管焊接作业指导书模板 (2)
格式:pdf
大小:166KB
页数:25P
4.6
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 洛南县三江天然气有限 公司pe聚乙烯管道焊 接 作业指导书 二零一二年八月二十日 作业指导书聚乙烯管道焊接pe 一、pe管热熔全自动焊接作业指导书 二、pe管热熔半自动焊接作业指导书 三、pe管电熔全自动焊接作业指导书 一、pe管热熔全自动焊接作业指导书 1.1工序流程图 接口外观及→下道工序施工10%焊口翻边管阀件安装→→接热熔连接准备工 作→切削检验 2、0施工前的准备工作 2、1、施工图的准备 施工是按照设计图纸来进行的。当设计单位出有效的施工图 后,施工单位应到施工现场,具体了解情况,对不能照图施 工的部分要与设计单

PE管焊接作业指导书模板
格式:pdf
大小:166KB
页数:25P
4.6
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 洛南县三江天然气有限 公司pe聚乙烯管道焊 接 作业指导书 二零一二年八月二十日 作业指导书聚乙烯管道焊接pe 一、pe管热熔全自动焊接作业指导书 二、pe管热熔半自动焊接作业指导书 三、pe管电熔全自动焊接作业指导书 一、pe管热熔全自动焊接作业指导书 1.1工序流程图 接口外观及→下道工序施工10%焊口翻边管阀件安装→→接热熔连接准备工 作→切削检验 2、0施工前的准备工作 2、1、施工图的准备 施工是按照设计图纸来进行的。当设计单位出有效的施工图 后,施工单位应到施工现场,具体了解情况,对不能照图施 工的部分要与设计单
管道焊接作业指导书模板
格式:pdf
大小:220KB
页数:21P
4.3
专业资料整理分享 完美word格式编辑 兰州市水源地建设工程项目(第11-1标段) 金属管道焊接作业指导书 编制: 审核: 审批: 专业资料整理分享 完美word格式编辑 中建六局有限公司 兰州市水源地建设工程项目(第11-1标段)施工工程项目部 二〇一六年四月 目录 第一章总则___________________________________________________________1 1.1适用范围______________________________________________________1 1.2本指导书的编制依据如下________________________________________1 第二章工程概况以及焊接工程量______________________________________
万箱船厚板埋弧自动焊焊接工艺 万箱船厚板埋弧自动焊焊接工艺
格式:pdf
大小:75KB
页数:未知
4.4
文章总结了万箱船厚板埋弧自动焊焊接工艺,通过控制焊接参数及焊接工序减小厚板埋弧自动焊易变性、易产生裂纹的缺陷,提高焊缝一次成功率。
厚钢板焊接要领2
格式:pdf
大小:22KB
页数:3P
4.4
摘要:本文对q345e厚钢板焊接工艺做了简单的介绍。 摘要:本文对q345e厚钢板焊接工艺做了简单的介绍。 关键词:q345e钢板,施工工艺 q345e钢板具有良好的韧性、塑性、冷弯性和焊接性能。一般在热轧或正火状态下使用。广泛适用于桥梁、车辆、 船舶、管道、锅炉、各种容器、油罐、电站、厂房结构、低温压力容器等结构件。一般20mm以下的中板焊接时不用 焊前预热和焊前热处理。40~60mm算厚度板,由于较大的拘束度,焊接时需采取焊前预热、后热等措施。 1、下料加工:采用氧—液化石油气切割,与氧—乙炔气切割相比,虽然预热时间较长、切割速度较慢,但切割面 光滑,渗碳少,成本下降20%以上,比较经济安全。 2、焊接方法:用焊条电弧焊打底,填充和盖面采用埋弧自动焊。 3、焊接坡口:精度要求较高的坡口,采用龙门刨刨削而成,加工后用样板检查坡口尺寸,厚钢板对接在专用平 台
万能板漂亮焊接洞洞板焊接指导相关
文辑推荐
知识推荐
百科推荐


职位:夹具造价工程师
擅长专业:土建 安装 装饰 市政 园林


