




 大型高铬铸铁挖泥泵叶轮的铸造生产实践
大型高铬铸铁挖泥泵叶轮的铸造生产实践 大型高铬铸铁挖泥泵叶轮的铸造生产实践
挖泥船的叶轮是水泵过流部分的核心部件,是铸造生产的难点。铬系白口铸铁目前是国内外耐磨铸铁的主流[1],疏浚泵叶轮的选用材质为抗磨白口铸铁cr26,它是一种典型的具有良好耐磨性的高铬铸铁,但由于它脆性较强,通常只用于生产形状简
编辑推荐下载
大型高铬铸铁挖泥泵叶轮铸造工艺研究 大型高铬铸铁挖泥泵叶轮铸造工艺研究
格式:pdf
大小:2.0MB
页数:2P
 4.6
4.6
高铬铸铁具有良好的耐磨性,但由于其高脆性,通常只用于生产形状简单,体积较小的铸件,为了用高铬铸铁生产挖泥泵叶轮,进行了相应的工艺试验。通过合理的设计铸造工艺,利用计算机凝固模拟技术,同时严格控制现场生产过程,可成功地生产出形状复杂,质量较大的高铬铸铁叶轮。其工艺可供同行参考。
砂砾泵泵体铸造生产工艺研究
格式:pdf
大小:105KB
页数:1P
4.6
砂砾泵主要用于由于颗粒太大以致于一般渣浆泵不能输送的强磨蚀性物料的连续输送。适用于挖泥、吸砂砾、疏浚河道、采矿及金属冶炼爆渣输送等。由于输送物料的腐蚀性,所以一般过流部件多采用耐磨钢和抗磨白口铸铁等。其中泵体是砂砾泵的主要零件,也是最大的耐磨类铸件。我们公司采用抗磨高铬铸铁材质,由于铸件较厚,形状复杂,容易产生缩孔、缩松、裂纹等铸造缺陷。所以合理的铸造工艺尤为重
挖泥泵泵体类铸件铸造生产工艺分析热门文档
大型高铬铸铁挖泥泵叶轮铸件的研制 大型高铬铸铁挖泥泵叶轮铸件的研制
格式:pdf
大小:935KB
页数:3P
4.7
高铬铸铁具有良好的耐磨性,但脆性较严重,通常只用于生产形状简单,尺寸较小的铸件。通过设计合理的铸造工艺,利用计算机凝固模拟技术,同时严格控制生产过程,成功地生产出了形状复杂的大型高铬铸铁叶轮。
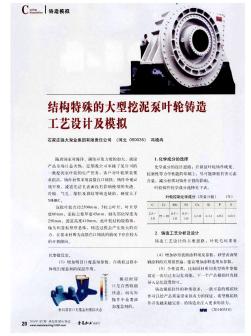
结构特殊的大型挖泥泵叶轮铸造工艺设计及模拟
格式:pdf
大小:1.0MB
页数:3P
4.4
随着国家对海洋、湖泊开发力度的加大,疏浚产品市场日益火热,近期我公司承接了某公司的一批挖泥泵叶轮的生产任务,客户对叶轮质量要求很高,铸件材质采用高铬白口铸铁,铸件外观必须平整,流道光洁且表面没有影响使用的夹渣、冷隔、气孔、缩松及裂纹等铸造缺陷,硬度大于50hrc。该批叶轮直径2500mm,5枚主叶片,叶片厚度60mm,盖板主要厚度45mm,轴头部位厚度为
单级双吸整体式铸钢泵体铸件的铸造工艺设计
格式:pdf
大小:893KB
页数:4P
4.6
单级双吸整体式蜗壳泵体结构复杂,给铸造工艺的设计及后续的生产带来很大难度。本文通过对泵体结构进行铸造工艺性分析并结合以往的生产经验,提出了切实可行的铸造工艺方案并进行了生产验证,对此类泵体的铸造工艺设计起到借鉴参考作用。
大型水泵用泵体的铸造工艺
格式:pdf
大小:766KB
页数:3P
4.7
本文针对一种大型水泵新产品中泵体的铸造工艺难点,对铸件生产过程中的关键工艺技术进行了分析,详细地介绍了这种大型水泵新产品中泵体的铸造工艺,包括模具设计、浇注位置、冒口等。用上述铸造工艺方法成功生产了长为2650mm,重量约3.7t的水泵新产品中的泵体铸件,经检验,铸件的化学成分、性能和质量均满足设计要求,并已成功应用。
液压阀(泵)体类铸件铸造工艺的分析和改进
格式:pdf
大小:374KB
页数:3P
4.3
液压阀(泵)体类铸件按常规主要考虑保证重要加工面的内在质量和便于下芯,导致铸造工艺不合理,引起错箱、缩孔缩松、气孔等缺陷。通过改变浇注位置、改进浇冒系统等措施,采用更为合理的铸造工艺,较好地解决了这些问题,铸件质量提高,合格率稳定地保持在95%左右。
挖泥泵泵体类铸件铸造生产工艺分析精华文档


泵阀类铸件覆砂铁型铸造工艺及生产线
格式:pdf
大小:1.4MB
页数:4P
4.6
介绍了采用覆砂铁型铸造工艺生产泵阀类铸件的优点,详细阐述了采用覆砂铁型铸造工艺生产泵阀铸件的工艺设计方案:采用开放式浇注系统,浇口比为σf直:σf横:σf内=1:1.03:1.93,一型4件造型,2个内浇道两端同时进铁液,在横浇道处设置冒口,铸件型腔覆砂层厚度为8mm,浇注系统覆砂层厚度为12mm。利用数值模拟软件对铸件充型和凝固过程进行模拟分析,从而优化工艺设计,提高产品质量。通过对生产线的合理布置与设计,实现了泵阀类铸件的覆砂铁型铸造机械化生产,降低了劳动强度,提高了生产效率。
大型自航耙吸挖泥船泥泵安装工艺
格式:pdf
大小:222KB
页数:3P
4.3
文中介绍了大型自航耙吸挖泥船的泥泵安装工艺,通过实际安装过程验证了该安装工艺的精确度,可为在国内建造自航耙吸挖泥船的泥泵安装提供可借鉴的安装工艺。
挖泥泵泵体类铸件铸造生产工艺分析最新文档
绞吸式挖泥船泥泵运行参数配置分析
格式:pdf
大小:259KB
页数:4P
4.4
结合算例分析了泥泵额定功率对其额定转速确定的影响,分析了泥泵运行在其驱动设备的恒扭矩区间比较合适的原因,指出按降低柴油机功率来配置泥泵额定转速并不能达到保护柴油机的作用,而是使水下泥泵负荷降低,应该按照泥泵的负荷特性来设计和配置其驱动设备。通过分析指出在额定功率确定的前提下,泥泵选取较高转速适应较长的排距。文中的分析与结论可供选配泥泵驱动装置和确定泥泵额定运行参数时参考。
基于数值模拟的泵体铸造工艺选择性研究
格式:pdf
大小:3.0MB
页数:5P
4.4
根据泵体的产品结构特点,设计出合适的浇注系统。为了更好的节省成本并试制样件,利用procast模拟软件对柴油机用的高压共轨喷油泵铸铝件的铸造生产过程进行cae研究。通过对该泵体两种铸造工艺模拟的结果,分析了可能产生铸造缺陷的位置及其类型,选择出最适于该泵体的铸造工艺。最终采用低压铸造工艺,根据模拟结果修改模具参数,增加水冷装置,最终得到合格的泵体铸件,并投入生产。

大型钛合金泵体的特种砂型铸造工艺研究
格式:pdf
大小:1.1MB
页数:5P
4.4
目的以大型钛合金泵体为研究对象,研究特种砂型铸造工艺。方法采用铝制模具,以铝矾土混合物为填料进行造型,氧化钇料浆为面层涂料,经高温烧结后制备成大型钛合金泵体铸造用特种砂型铸型,在真空自耗凝壳炉中进行熔炼浇注,并对铸件外观、冶金质量、成分性能及尺寸进行检验测试。结果用该铸造工艺研制的大型钛合金泵体铸件成型完整,铸件表面光洁度可达到6.3μm;铸件的化学成分和力学性能可以满足astmb367中c3的指标要求;经热等静压后铸件内部质量达到了asme1320中7级;荧光检测结果满足asmeb16.34中的标准,铸件尺寸精度可到达ct9级的要求。结论铸件检测结果表明,该特种砂型铸造工艺可以实现大型钛合金铸件的制造。
球铁泵体铸造工艺的计算机辅助优化
格式:pdf
大小:2.4MB
页数:7P
4.6
简要介绍了泵体铸件的结构、技术要求以及原铸造工艺;利用数值模拟软件对泵件初始铸造工艺进行充型和凝固过程模拟分析,并通过生产验证所预测铸造缺陷的情况,进而对铸造工艺进行优化,最终使铸件的缩孔、缩松缺陷得以消除,废品率由原来的35%降低到10%以下。
真空熔模铸造锡青铜泵体的工艺研究
格式:pdf
大小:1.1MB
页数:4P
4.4
以弥散强化锡青铜为原料,熔模造型,采用真空浇注制备了具有高尺寸精度、耐高水压的泵体铸件。研究结果表明,采用雨淋式浇注系统制备的泵体其入水口端面夹砂严重,焊补以后进行5mpa水压测试,泵体入水口端面与花盘处发生了冒汗现象,金相分析可知花盘与端面处产生了缩松。将内浇口数量减少为4个,尺寸增大,以便于浇注后对泵体入水口端面进行补缩以及夹杂的上浮,采用盆底浇口直径仅为10mm的石墨浇口杯使得金属液流稳定,防止冲砂,并在花盘模壳处添加冷铁阻止该处缩松的产生。最终制得的铸件基本无缺陷,水压测试合格,能应用于耐高水压的领域。
不锈钢泵盖类铸件的铸造工艺 不锈钢泵盖类铸件的铸造工艺
格式:pdf
大小:206KB
页数:未知
4.5
我厂生产的系列耐腐蚀泵的泵盖结构基本相似,外型尺寸为φ150~φ400mm,质量为30~100kg。其尺寸精度要求高,而且泵盖要与泵体一起做水压试验,其结构如图1所示。材质大多是不锈钢,如zg1cr18ni12mo2ti,其化学成分和性能要求见下表。

柴油机喷油泵泵体低压铸造工艺与模具设计
格式:pdf
大小:820KB
页数:4P
4.6
根据耐压铝合金喷油泵泵体的产品结构和技术要求,设计金属型低压铸造工艺方案,确定其低压铸造工艺参数:浇注温度为(700±20)℃,充型速度为0.5m/s,充型压力为0.15mpa,结晶压力为2.6mpa,保压时间为80s。设计的低压铸造模具,经生产实践,操作方便,安全可靠,成型铸件品质良好。

泵体的设计(ug)
格式:pdf
大小:7.1MB
页数:56P
4.7
泵体 齿轮泵箱体的设计和绘制 一.利用基本曲线中的命令绘制曲线 进入模型空间,调出相应的要应用的命令 1绘制中心线 选择“首选项”,再选择“对象”命令,系统弹出“对象首选项”对话 框,把“工作图层”设置为1,在“类型”的下拉列表中选择“默认”,“颜色” 设置为“红色”,“线性”设置为“点画线”,单击确定。 单击“曲线”工具条选择“基本曲线”,在“基本曲线”中单击“直线”,点方 式选择“点构造器”。 (1)在xc.yc.zc的相应位置输入坐标(0,-10,0),点击“确定”,再输入坐 标(0,110,0),点击两次“确定”。 (2)输入坐标(-100,58,0),单击“确定”,输入坐标(45,58,0),单击两次“确 定”。 (3)输入坐标(-42,10,0),单击“确定”,输入坐标(-42,110,0),单击两次“确 定”,结束命令。 结果如下图所示:
挖泥泵泵体类铸件铸造生产工艺分析相关
文辑推荐
知识推荐
百科推荐


职位:安全评价师助理
擅长专业:土建 安装 装饰 市政 园林


