

无缝弯头常用尺寸表
格式:pdf
大小:11KB
页数:10P
人气 :73
 4.3
4.3
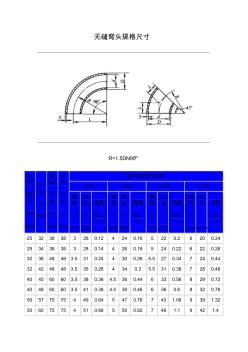
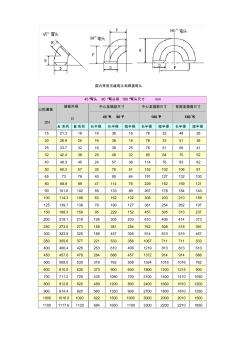
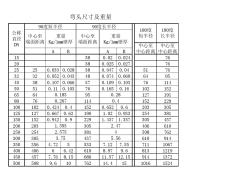
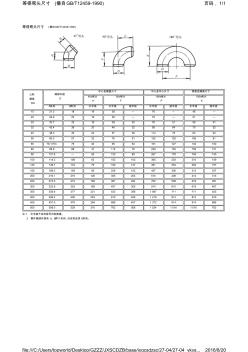
无缝弯头规格尺寸 R=° 称 外 弯 曲 结 构 管子表号管子表号 G30 G 60 G100 G140 通 径 DN 径 D /mm 半 径 R 长 度 L 壁 厚 S 内 径 d 重量 /(kg/ 壁 厚 S 内 径 d 重量 /(kg/ 壁 厚 S 内 径 d 重量 /(kg/ 壁 厚 S 内 径 d 重量 /(kg/ /mm /mm /mm /mm /mm 个) /mm /mm 个) /mm /mm 个) /mm /mm 个) 25 32 38 38 3 26 4 24 5 22 6 20 25 34 38 38 3 28 4 26 5 24 6 22 32 38 48 48 31 4 30 27 7 24 32 42 48 48 35 4 34 31 7 28 40 45 60 60 38 36 6 33 8 29 40 48 60 60 41 39 6 36 8 32 50 5



无缝弯头常用尺寸表 (2)
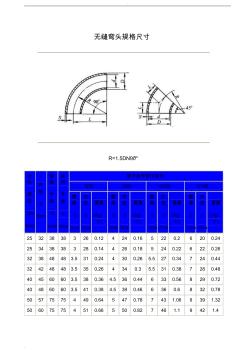
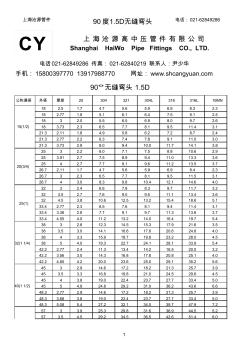
无缝弯头规格尺寸 r=1.5dn90° 公 称外 弯 曲 结 构 管子表号管子表号 g30g60g100g140 通 径 dn 径 d /mm 半 径 r 长 度 l 壁 厚 s 内 径 d 重量 /(kg/ 壁 厚 s 内 径 d 重量 /(kg/ 壁 厚 s 内 径 d 重量 /(kg/ 壁 厚 s 内 径 d 重量 /(kg/ /mm/mm/mm/mm/mm 个) /mm/mm 个) /mm/mm 个) /mm/mm 个) 253238383260.124240.165220.26200.24 253438383280.144260.185240.226220.26 323848483.5310.244300.265.5270.347240.44 324248483
无缝弯头常用尺寸表
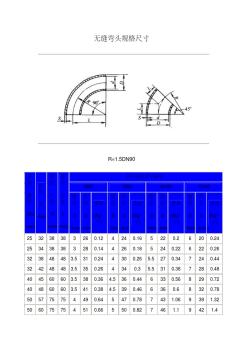
. . 无缝弯头规格尺寸 r=1.5dn90° 公 称外 弯 曲 结 构 管子表号管子表号 g30g60g100g140 通 径 dn 径 d /mm 半 径 r 长 度 l 壁 厚 s 内 径 d 重量 /(kg/ 壁 厚 s 内 径 d 重量 /(kg/ 壁 厚 s 内 径 d 重量 /(kg/ 壁 厚 s 内 径 d 重量 /(kg/ /mm/mm/mm/mm/mm 个) /mm/mm 个) /mm/mm 个) /mm/mm 个) 253238383260.124240.165220.26200.24 253438383280.144260.185240.226220.26 323848483.5310.244300.265.5270.347240.44 32424
编辑推荐下载

无缝弯头常用尺寸表热门文档
无缝弯头知识总结
格式:pdf
大小:528KB
页数:4P
4.5
无缝弯头的有点 无缝弯头优点,无缝弯头的制作工艺首先焊接一个横截面为多边形的多棱环壳或两端封闭 的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆, 最终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90弯头或6个60无缝弯头或 其它规格的无缝弯头,该工艺适用于制造无缝弯头中径与无缝弯头内径比大于1.5的任何规 格大型弯头,是目前制造大型碳钢弯头的理想方法。 无缝弯头制作工艺的优点主要表现在以下几个方面: 1、无缝弯头适用于石油、天然气、化工、水电、建筑和锅炉等行业的管路系。 2、不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄 的碳钢弯头 3、由于上述二条原因,可以缩短制造周期,生产成本大大降低。因不需要任何专用设备, 尤其适合于现场加工大型碳钢弯头。 4、坯料为平板或可展曲面,因而下料简单,精度容易
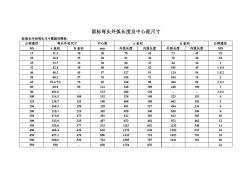
国内常用无缝弯头和焊接弯头
格式:pdf
大小:52KB
页数:1P
4.4
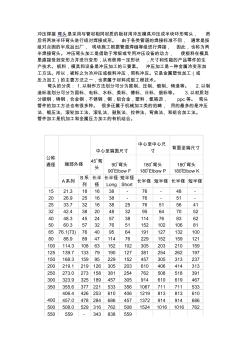
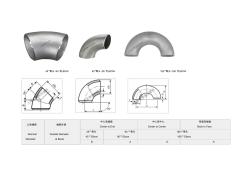
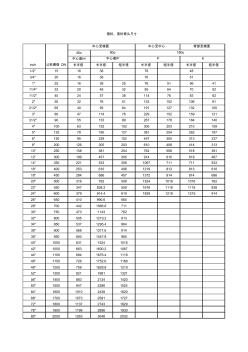
国内常用无缝弯头和焊接弯头 45°弯头90°弯头和180°弯头尺寸mm 公称通径 dn 端部外径 d 中心至端部尺寸中心至端部尺寸背面至端面尺寸 45°h90°f180°p180°k a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.31816381676324828 2026.92516381876325136 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 657376409564191127132100 8088.9894711476229152

如何分辨无缝弯头
格式:pdf
大小:8KB
页数:1P
4.6
焊接弯头看外表如何看出纯无缝 作为来说,焊接弯头的外表都是要进行处理的,但是我们如何进行对焊接弯头的外表能 够看才户是否是不是纯无缝呢? 许多焊接弯头的外表都是有波纹的,作为焊接弯头的外表有波纹来说,焊接弯头的外表 波纹是有着许多好看的,当我们所进行采取纯无缝焊接弯头的时候,那么焊接弯头的外表有 鱼鳞般的波纹,那么我们就可以确定焊接弯头是纯无缝的。 作为纯无缝焊接弯头来说,纯无缝的焊接弯头的外表是有波纹的,因为他的原材料就有波纹, 所以来说,焊接弯头的原材料波纹是不能改变的,但是我们要知道,他索采取的管材也就是 旧的管材,对于这种现象来说,我们不得不承认他索采取的是纯无缝焊接弯头。 现象来源:http://www.***.***/http://www.***.***/
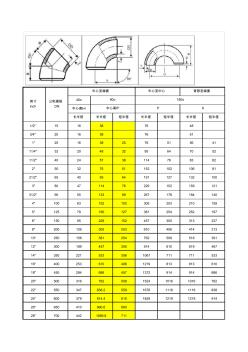
最新90°无缝弯头
格式:pdf
大小:275KB
页数:9P
4.7
上海沧源管件90度1.5d无缝弯头电话:021-62849286 公称通径外径厚度20304321304l316316l16mn 182.51.74.75.65.96.98.32.3 182.771.85.16.16.47.59.12.5 1832.05.56.56.98.09.72.6 183.732.36.57.78.19.511.43.1 21.32.111.84.95.86.27.28.72.4 21.32.772.26.37.47.89.111.03.0 21.33.732.98.09.410.011.714.13.8 2532.26.07.17.58.810.62.9 253.912.77.58.99.411.0

如何解决推制无缝弯头的缺陷
格式:pdf
大小:11KB
页数:1P
4.7
如何解决推制无缝弯头的缺陷 施工过程中,我们发现推制弯头管件到货的质量主要存在以下几个方面的问题 一、管件的壁厚不均 推制弯头管件壁厚不均主要发生在管件变形最大的部位.如弯头背部的壁厚薄于其他部位; 管口与管件体的壁厚不等。国家有关标准中规定.对于此类问题的检查,用一般的卡尺等测 量工具往往难以发现,此时只有使用超声测厚仪才可测出。 二、硬度超标 推制弯头硬度超标问题的产生,主要是由于成形后的热处理工艺问题其解决的方法是用正 确的热处理工艺再进行一次热处理. 三、材料及加工过程中所产生的缺陷 推制弯头对装置的安全危害最大.检查起来又比较麻烦。产生缺陷的因素比较多也比较复杂, 它既有材料本身的缺陷又有加工制造工艺问题以及热处理工艺的不正确所造成的缺陷
无缝弯头常用尺寸表精华文档
弯头的尺寸
格式:pdf
大小:44KB
页数:3P
4.6
冲压焊接弯头是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然 后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按 组对点固的半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两 半焊接弯头。冲压弯头加工是借助于常规或专用冲压设备的动力,使板料在模具 里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生 产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加 工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或 压力加工)的主要方法之一,也隶属于材料成型工程技术。 弯头的分类:1.以制作方法划分可分为推制、压制、锻制、铸造等。2.以制 造标准划分可分为国标、电标、水标、美标、德标、日标、俄标等。3.以材质划 分碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,ppc等。弯
弯头结构尺寸
格式:pdf
大小:56KB
页数:1P
4.3
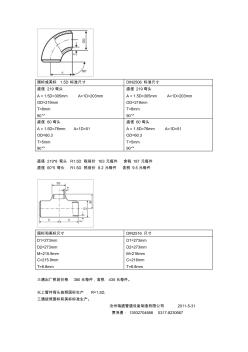
国标或美标1.5d标准尺寸din2506标准尺寸 直径219弯头 a=1.5d=305mma=1d=203mm od=219mm t=8mm 90° 直径219弯头 a=1.5d=305mma=1d=203mm od=219mm t=8mm 90° 直径60弯头 a=1.5d=76mma=1d=51 od=60.3 t=5mm 90° 直径60弯头 a=1.5d=76mma=1d=51 od=60.3 t=5mm 90° 直径219*8弯头r1.5d税前价163元每件含税187元每件 直径60*5弯头r1.5d税前价8.2元每件含税9.5元每件 国标和美标尺寸din2516尺寸 d1=273mm d2=273mm m=215.9mm c=215.9mm t=8.8mm d1=2
弯头尺寸表
格式:pdf
大小:275KB
页数:3P
4.6
45°弯头/45°elbow90°弯头/90°elbow180°弯头/180°elbow 公称通径 nominal diameter 端部外径 outsidediameter atbevel 中心至端面 centertoend 中心至中心 centertocenter 背面至端面 backtoface 45°弯头 45°elbow 90°弯头 90°elbow 180°弯头 180°elbow baok dnnps a系列 seriesa b系列 seriesb 长半径 long radius 长半径 long radius 短半径 short radius 长半径 long radius 短半径 short radius 长半径(a系列) long radius
弯头尺寸表
格式:pdf
大小:21KB
页数:1P
4.7
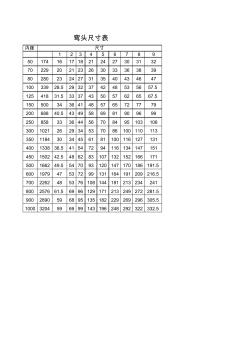
内径 123456789 50174161718212427303132 70229202123263033363839 80280232427313540434647 10033928.52932374248535657.5 12541831.53337435057626567.5 150500343641485765727779 20068840.54349586981909699 25085833364456708495103106 3001021262934537086100110113 35011843034456181100116127131 400133836
无缝弯头常用尺寸表最新文档

美标弯头无缝钢管中外尺寸对照表
格式:pdf
大小:48KB
页数:2P
4.8
nominalexternal diameterdiameter inin inches millimet ers mmkg/mmmkg/mmmkg/mmm 1/8"10.29--1.240.2811.733712.41 1/4"13.72--1.650.4992.240.6443.02 3/8"17.15--1.650.642.310.8583.2 1/2"21.341.650.8142.111.0162.771.263.73 3/4"26.671.651.0342.111.2982.871.683.91 1"33.41.651.3122.772.1253.3382.54.55 11/4"42.161.651.6742.772.7323.563.384.85
无缝弯头的制造方法以及制造工艺介绍
格式:pdf
大小:395KB
页数:14P
4.5
无缝弯头的制造方法以及制造工艺介绍 弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例最大,约为80%。通常,对不同材料 或壁厚的弯头选择不同的成形工艺。目前,制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。无缝弯头管件因其 制造工艺不同,又分为热轧无缝弯头管件和冷拔无缝弯头管件两种。冷拔管又分为圆形管和异形管两种。 轧制无缝弯头管件的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为一米的坯料,并经传送带送到熔炉 内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯 出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔 扩径量大,可穿多种管件。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头 高速旋转入钢胚打孔,形成管件
等直径弯头尺寸标准
格式:pdf
大小:70KB
页数:1P
4.7
等径弯头尺寸(摘自gb/t12459-1990) 注:1.尽可能不采用括号内的数值。 2.管件端部外径有a、b两个系列,应优称选用a系列。 公称 通径 dn 端部外径 d 中心至端面尺寸中心至中心尺寸背面至端面尺寸 45o弯头 h 90o弯头 f 180o弯头 p 180o弯头 k a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.3181638—76—48— 2026.9251638—76—51— 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 6576.1(73)76409564
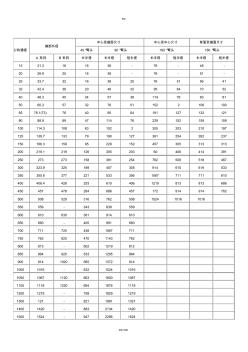
国标、美标弯头尺寸
格式:pdf
大小:34KB
页数:1P
4.8
45o 中心高h 长半径长半径短半径长半径短半径长半径短半径 1/2"1516387648 3/4"2016387651 1"2516382576515641 11/4"3220483295647052 11/2"40245738114768362 2"5032765115210210681 21/2"65409564191127132100 3"804711476229152159121 31/2"905513389267178184140 4"10063152102305203210159 5"12579190127381254262197 6"15095229152457305313237 8"
弯头尺寸带图
格式:pdf
大小:114KB
页数:2P
4.5
45o 中心高h 长半径长半径短半径长半径短半径长半径短半径 1/2"1516387648 3/4"2016387651 1"2516382576515641 11/4"3220483295647052 11/2"40245738114768362 2"5032765115210210681 21/2"65409564191127132100 3"804711476229152159121 31/2"905513389267178184140 4"10063152102305203210159 5"12579190127381254262197 6"15095229152457305313237 8"


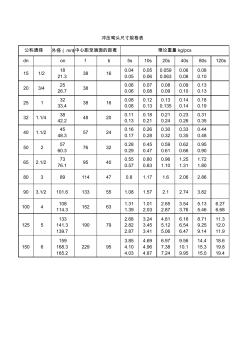
冲压弯头尺寸规格表
格式:pdf
大小:25KB
页数:1P
4.5
外径(mm) dnonfb5s10s20s40s80s120s 151/21821.33816 0.04 0.05 0.05 0.06 0.059 0.063 0.06 0.08 0.08 0.10 203/42526.738 0.06 0.06 0.07 0.08 0.08 0.09 0.09 0.10 0.13 0.13 2513233.43816 0.08 0.08 0.12 0.13 0.13 0.135 0.14 0.14 0.18 0.19 321.1/43842.24820 0.11 0.13 0.18 0.21 0.21 0.24 0.23 0.26 0.31 0.35 401.1/24548.35724 0.16 0.17 0.26 0.28 0.30 0.32 0.33 0.35 0.44 0.48 502
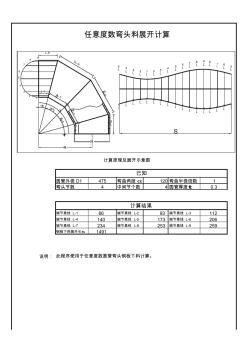
90度弯头下料放样尺寸表
格式:pdf
大小:68KB
页数:1P
4.3
圆管外径d1475弯曲角度α120弯曲半径倍数1 弯头节数4中间节个数4圆管厚度t0.3 端节素线l-186端节素线l-293端节素线l-3112 端节素线l-4140端节素线l-5173端节素线l-6206 端节素线l-7234端节素线l-8253端节素线l-9259 钢板下料展开长s1491 说明: 计算原理及展开示意图 已知 计算结果 此程序使用于任意度数圆管弯头钢板下料计算。 任意度数弯头料展开计算 r s l- 1 l- 2 l- 3 l- 8 l- 7l- 6 l- 5 l- 8 l- 9l -5 l- 6 l- 7 l- 4 l- 5l- 4 l- 3 l- 2 l- 2 l- 3l- 4l- 5 l- 4l -7 l- 6 l- 5l -9 l- 8 d1 α α α α α l- 1 l-1
弯头规格尺寸表 (3)
格式:pdf
大小:137KB
页数:5P
4.3
精品 感谢下载载 公称通径 端部外径 中心至端面尺寸中心至中心尺寸背面至端面尺寸 45°弯头90°弯头180°弯头180°弯头 a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.3181638-76-48- 2026.9251638-76-51- 2533.73216382576515641 3242.43820483295647052 4048.345245738114768381 5060.3573276511522106100 6576.1(73)76409564191127132121 8088.9894711476229152159159 100114.3108631
无缝弯头常用尺寸表相关
文辑推荐
知识推荐
百科推荐


职位:二级建造师
擅长专业:土建 安装 装饰 市政 园林


