

无缝钢管及其螺旋缝钢管项目施工工艺规范
格式:pdf
大小:121KB
页数:22P
人气 :95
 4.8
4.8
// 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后, 首先根据设备及管件位置进行排管, 并在现场 将每根钢管的具体长度丈量好, 标注具体尺寸和排列位置, 以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、 修口、对口 修口集中在管道出厂前加工完成, 为保证焊接质量, 焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2 焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合



无缝钢管及螺旋缝钢管
十四、无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每根钢管 的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时对号入座,采用吊 车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。 (一)修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全面检查、 修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接头尺寸的要求,个 别钢管需在现场做坡口处理时,采用气焊切割,清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向焊缝错开 位置→第一次管道找直→调整对口间隙尺寸→对口找平→管道拉线找直→点焊 (二)焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每层施 焊的引熄弧点须错开。 1、管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙,应符 合规范规定
无缝钢管及螺旋缝钢管施工工艺
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管得具体长度丈量好,标注具体尺寸与排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层得保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接 头尺寸得要求,个别钢管需在现场做坡口处理时,采用气焊切割,清 除熔渣后再用砂轮打磨平整. 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完, 每层施焊得引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面得坡口角度、钝边、
编辑推荐下载
无缝钢管及螺旋缝钢管施工工艺 (2)
格式:pdf
大小:26KB
页数:18P
4.4
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每根 钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时对号入座, 采用吊车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全面检查、 修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接头尺寸的要求, 个别钢管需在现场做坡口处理时,采用气焊切割,清除熔渣后再用砂轮打磨 平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向焊缝 错开位置→第一次管道找直→调整对口间隙尺寸→对口找平→管道拉线找 直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每 层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙, 应符合规范规定;不得
无缝钢管及螺旋缝钢管施工工艺{zx}
格式:pdf
大小:27KB
页数:19P
4.7
zj 1/19 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,第一步根据设备及管件位置进行排管,并在现 场将每根钢管的具体长度走出好,标注具体尺寸和排列位置,以便于 接口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。. 对口制作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊. 焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 ()管节焊接前应先修口、清渣、管端端面的坡口角
无缝钢管及其螺旋缝钢管项目施工工艺规范热门文档
无缝钢管及螺旋缝钢管施工工艺讲解
格式:pdf
大小:29KB
页数:22P
4.4
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定
噶米无缝钢管及螺旋缝钢管施工工艺
格式:pdf
大小:29KB
页数:23P
4.6
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定;
无缝钢管及螺旋缝钢管施工工艺 (2)
格式:pdf
大小:29KB
页数:22P
4.6
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间 隙,应符合规范规定
无缝钢管及螺旋缝钢管施工工艺讲解
格式:pdf
大小:28KB
页数:21P
4.5
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每 根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时 对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装,以管 道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向 焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平→ 管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完, 每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规

无缝钢管及螺旋缝钢管施工工艺
格式:pdf
大小:26KB
页数:18P
4.7
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每根 钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时对号入座, 采用吊车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全面检查、 修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接头尺寸的要求, 个别钢管需在现场做坡口处理时,采用气焊切割,清除熔渣后再用砂轮打磨 平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向焊缝 错开位置→第一次管道找直→调整对口间隙尺寸→对口找平→管道拉线找 直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每 层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙, 应符合规范规定;不得
无缝钢管及其螺旋缝钢管项目施工工艺规范精华文档
无缝钢管及螺旋缝钢管施工工艺教材
格式:pdf
大小:29KB
页数:22P
4.4
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定
无缝钢管及螺旋缝钢管施工工艺设计
格式:pdf
大小:122KB
页数:22P
4.4
范文范例学习指导 word完美格式 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平→ 管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的
无缝钢管与螺旋缝钢管施工工艺 (2)
格式:pdf
大小:29KB
页数:22P
4.4
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定

无缝钢管与螺旋缝钢管施工工艺
格式:pdf
大小:93KB
页数:16P
4.4
-- --- 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管, 并在现场将每根钢管的具体长度丈量好,标注具体尺寸和排 列位置,以便于接口时对号入座,采用吊车下管,下管过程 中采用尼龙吊带进行吊装,以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前 均进行全面检查、修正,使管子端面、坡口角度、钝边、圆 度等,均符合对口接头尺寸的要求,个别钢管需在现场做坡 口处理时,采用气焊切割,清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调 整钢管纵向焊缝错开位置→第一次管道找直→调整对口间 隙尺寸→对口找平→管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝 均一次焊完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角 度、钝边、间隙,应符合
无缝钢管与螺旋缝钢管的施工工艺设计
格式:pdf
大小:121KB
页数:22P
4.6
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定
无缝钢管及其螺旋缝钢管项目施工工艺规范最新文档
无缝钢管和螺旋缝钢管施工工艺设计
格式:pdf
大小:122KB
页数:22P
4.5
范文范例指导参考 word版整理 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端
无缝钢管与螺旋缝钢管施工工艺标准
格式:pdf
大小:125KB
页数:22P
4.8
...... 专业word可编辑. 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现 场将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便 于接口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行 吊装,以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行 全面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合 对口接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊 切割,清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管 纵向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找 平→管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次 焊完,每层施焊的引熄弧点须错
无缝钢管与螺旋缝钢管施工工艺设计
格式:pdf
大小:121KB
页数:22P
4.7
无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平→ 管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定
无缝钢管及螺旋缝钢管施工标准工艺样本
格式:pdf
大小:120KB
页数:22P
4.5
无缝钢管及螺旋缝钢管施工标准工 艺 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的
无缝钢管及螺旋缝钢管管道安装
格式:pdf
大小:85KB
页数:3P
4.5
展示设计www.***.***3d模型下载www.***.***励志名言www.***.*** 1修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进 行全面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合 对口接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切 割,清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 2.01管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定;不得在对口间隙夹焊帮条或用加热法缩小间 隙施焊。 2.02对口时应使内壁齐平,采用长300m
![无缝钢管和螺旋缝钢管施工工艺标准[详]](https://files.zjtcn.com/group1/M00/4D/66/CgoBZ2AgKQyAb0yvAAA38RmgfMI217.jpg)
无缝钢管和螺旋缝钢管施工工艺标准[详]
格式:pdf
大小:122KB
页数:22P
4.7
word格式文档 专业整理 无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后,首先根据设备及管件位置进行排管,并在现场 将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接 口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装, 以管道保温层的保护。 1、修口、对口 修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全 面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口 接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割, 清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 (1)管节焊接前应先修口、清渣、管端端面的坡口角度

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
螺旋无缝钢管产品说明书
格式:pdf
大小:21KB
页数:5P
4.4
说明书 用推制方法生产的螺旋无缝钢管产品 技术领域 本实用新型涉及的产品是螺旋无缝钢管,具体说是一种用中频加热、扩径 推制方法生产的螺旋无缝钢管。 技术背景 螺旋无缝钢管是种特殊的异型钢管,目前,我国还没有这种产品。石油、 化工领域广泛应用的单螺杆泵,其外壳是圆管,注胶后形成螺旋内孔,胶层厚 度不均;螺杆为实心圆钢或厚壁管子加工而成,费时费料。为了产品的更新换 代,有关各企业都在进行研究开发:有用铸造成型的,但管子短、管壁不均、 需要多节套管连接成一体,不但笨重,而且不能批量生产;有用厚壁管子加工 成内螺旋,但没有成功。 实用新型内容 本实用新型的目的是针对上述问题,采用扩径推制变形原理,生产出泵企 急需的等壁厚螺旋无缝钢管。 生产螺旋无缝钢管的技术方案是: 用小直径的无缝钢管做管坯,应用扩径推制变形,生产出新颖独特的、壁 厚均匀的螺旋无缝钢管。生产这种钢管的具体过程是:根据螺旋管断面
3、无缝钢管
格式:pdf
大小:118KB
页数:6P
4.6
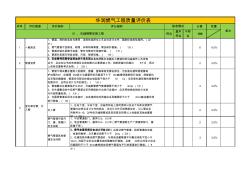
序号评价维度评价指标评分细则分值权重 符合 基本 符合 不符 合 100 1一般规定66.0% 2焊接资质22.0% 44.0% 引入管 1、在地下室、半地下室、设备层和地上密闭房间以及地下车库安装燃气 管道时应符合设计文件的规定;当设计文件无明确规定时,引入管应采 用钢号为10、20号的无缝钢管或具有同等及同等以上性能的其他金属管 材;(2分) 22.0% 燃气管道与室外 门、窗、排烟口 安全间距 1、中压管道距门、窗洞口≥0.5米 2、低压管道距门、窗洞口≥0.3米(燃气管道距生产厂房建筑物门、窗 距离不限) 3、距热水器排烟口≥0.5米(2分) 22.0% 燃气管道其他管 道安全间距 1燃气管道与相邻管道水平敷设时,应保证燃气管道、相邻管道的安装 、检查和维修,交叉敷设间距不小于2cm。(2分) 2、在建筑物外敷设燃气管道时,与其他金属管道平

无缝钢管大全
格式:pdf
大小:31KB
页数:3P
4.7
无缝钢管理论重量表 [来源:www.***.***][作者:中国钢管网][日期:09-04-21][热度:10124]文字大小:大中小 单位:kg/m 壁 厚外 径 33.544.555.56 322.1462.4602.7623.0523.3293.5943.847 382.5892.9783.3543.7184.0694.4084.735 422.8853.3233.7494.1624.5624.9515.327 453.1073.5824.0444.4954.9325.3585.771 503.4774.0144.5385.0495.5496.0366.511 543.7734.3594.9325.4936.0426.5787.103 57
无缝钢管及其螺旋缝钢管项目施工工艺规范相关
文辑推荐
知识推荐
百科推荐

职位:项目管理一级建造师
擅长专业:土建 安装 装饰 市政 园林


