

铜门制作工艺流程
格式:pdf
大小:13KB
页数:2P
人气 :54
 4.6
4.6
重庆富瑞铜精典装饰工程有限公司 铜门制作工艺流程 一、排料、剪折板 根据订单计算铜板、线条、铜花、角铁、方管、 油漆木材、五金配件、外协件、 包装材料等。 1) 门框、门套、门头、门扇铜板剪切 ->冲孔、打缺口 ->折弯 2) 门扇内骨架铜板剪切 ->冲孔、打缺口 ->折弯 3) 门框、门套、门头内骨架铁管下料 二、内部钢结构焊接 1) 门扇骨架组装焊接 ->填门芯材料 ->加焊锁、铰链等加强板 ->打磨处理 2) 门框、门套、门头铁管骨架组装焊接 ->打磨处理 三、铜板氧化着色及防氧化处理 铜板、料型、花件及线条等做打磨处理 ->上色 ->喷漆 ->进烤箱 四、门扇组装 1) 门扇骨架订木板 ->四边铜边料组装 ->线条及其它铜板装饰组装 ->花件组装 2) 门套、门头骨架订木板 ->门套、门头、铜板、线条组装、花件组装 五、五金件装配 1) 五金件开孔 ->打固定螺丝孔、攻丝 2) 五



铜门着色工艺流程及铜门着色问题
铜门着色工艺流程及铜门着色问题 很多人不明白铜门,是怎样着色的,现在就让上海高爵门窗的技术人员来告诉大 家铜门着色工艺流程及铜门着色问题。 经过着色的铜门,由于更具有美感,且其使用、观赏价值比较高,因而受到人们 的普遍欢迎。着色铜除有美丽的外观,作为装饰外,还可以提高铜的耐磨性和耐 蚀性,因此,着色技术开发了表面处理又一新领域。 一 1、处理工艺:除油除锈除氧化皮——水洗——酸洗抛光——水洗——中和 ——水洗——着色处理——水洗——干燥及其它后处理 2、酸洗抛光推荐使用铜材酸洗抛光液进行处理。目的是使黄铜表面具有光 泽。 3、本品为工作液,将工件浸泡于本品中,2分钟左右黄铜表面即变成黑青 色,根据实验结果。浸泡时间为20-25分钟时,表面变色质量最好,可获得较 好的防锈性能。工件可重复浸泡,增加变色层厚度,可获得满意效果。 4、如想达到古铜色,经上述步骤处理后,可用砂纸摩

编辑推荐下载


铜门制作工艺流程热门文档



彩图玻璃的制作工艺流程
格式:pdf
大小:193KB
页数:1P
4.3
清洁玻璃先用双飞粉将玻璃表面擦干净同时又去除了玻璃表面的水分湿气,然后用干净、干燥的布将玻璃表面抹净,保证玻璃表面无尘干燥,以免造成涂层脱离现


钢管桩制作工艺流程
格式:pdf
大小:1.0MB
页数:3P
4.7
文档 螺旋钢管制作工艺 螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双 面埋弧焊工艺焊接而成的螺旋缝钢管. 一、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检 验(以q345b为例q—钢的屈服强度的“屈”字汉语拼音的首位字母; 345—屈服强度数值,单位mpa;b—质量等级为b级。)。 1q345b化学成分c:≤0.20%,si≤0.50%,mn:≤1.70%,p≤0.035%, s:≤0.035%,nb≤0.07%,v:≤0.15%,ti≤0.20%,cr≤0.30%,ni:≤0.50%, cu:≤0.30%,n:≤0.012%,mo:≤0.10% 2q345b力学性能屈服强度:≤16mm:≤345,16-40mm:≤335,40-63mm: ≤325,63—80mm:≤315,80—100m:≤305,100—150mm:≤285,

风管制作工艺流程 (2)
格式:pdf
大小:15KB
页数:1P
4.7
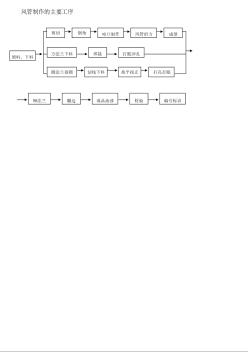
风管制作的主要工序 领料、下料 剪切倒角咬口制作 方法兰下料焊接打眼冲孔 风管折方成型 铆法兰翻边成品油漆检验编号标识 圆法兰卷圆划线下找平找打孔打眼
铜门制作工艺流程精华文档
风管制作工艺流程
格式:pdf
大小:37KB
页数:4P
4.6
施工工艺 1.6.1金属风管制作 1.6.1.1工艺流程 (1)咬口连接工艺流程: 1.6.1.2操作工艺要点 (1)风管尺寸的核定。根据设计要求、图纸会审纪要,结合现场实测数据绘制 风管加工草图,并标明系统风量、风压测定孔的位置。 (2)风管展开。依照风管施工图(或放样图)把风管的表面形状按实际的大小 铺在板料上;展开方法有三种即平行线展开法、放射线展开法和三角线展开法。 (3)板材剪切前必须进行下料复核,复核无误后按划线形状进行剪切。 (4)板材下料后在压口之前,必须用倒角机或剪刀进行倒角。倒角形状如图 1.6.1.2-1。 (5)板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角 组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬口 (图1.6.1.2-2)。 咬口宽度和留量根据板材厚度而定,应符合表1.6.1.2-1的要求。咬口留量


螺栓球加工制作工艺流程
格式:pdf
大小:282KB
页数:8P
4.8
江苏鑫鹏建设科技有限公司 材料检验 毛坯下料 料块加热 锻造成型 热处理 毛坯球检验 基准面切削 基准孔加工 螺孔平面切削 螺孔加工 编号、标识 螺栓球喷涂及发货 过程监测 检测平面度 网架螺栓球加工制作工艺流程 一、螺栓球加工制作工艺流程图 江苏鑫鹏建设科技有限公司 45#圆钢 锻前加热坯料 锻后进行预处理 基准面 铣床加工 数控钻床 加工 1.毛坯下料 2.锻造成型 3.基准面加工 5.螺孔平面切削 4.基准孔加工 6.螺孔加工 刻画螺孔 加工线 优质丝攻加 工螺栓孔 江苏鑫鹏建设科技有限公司 二、螺栓球加工工艺 a球坯锻造 根据球径大小,选择不同直径的圆钢下料,料块加热,热锻成型,并回火消除内应力。 节点螺栓球选用优质碳素结构钢(gb/t699-99)规定的45号钢。 b螺孔加工 1)加工基准孔:把球坯夹持在车床卡盘上,按照不同球直径、基准面与球中心线的尺寸关系等 要求,在机床
玻璃制作工艺流程
格式:pdf
大小:13KB
页数:3P
4.4
材质 玻璃器皿多用钠钙硅酸盐玻璃做成。无色透明的器皿,玻璃中的含铁量一般低于 0.02%。在玻璃原料中加入着色剂,可制得有色玻璃;加入乳浊剂,制得乳浊玻璃 (见玻璃制造)。 制造琢磨车刻的高级艺术器皿如高脚杯、香水瓶、果盆等多采用钾铅硅酸盐玻璃, 又称铅晶质玻璃。这种玻璃含pbo,具有高折射率和色散,磨刻棱面时格外光亮, 高比重,敲击时发清脆声响。 含pbo30%以上的为全铅晶质玻璃,含pbo24~30%为中铅晶质玻璃,含pbo18% 以下为低铅晶质玻璃。 另外还有含bao的钡晶质玻璃。 煮食器皿如咖啡壶等制品采用耐热硼硅酸盐玻璃,其热膨胀系数低,耐温度急变 性强。 成型 将按玻璃成分配合的粉料和熟料投入坩埚窑或池窑(见玻璃熔窑)中熔制,熔 化后,澄清成均匀无气泡、无结石、无条纹的玻璃液,再冷却至适应相应成型方 法要求的粘度范围,进行各种
窗帘的制作工艺流程 (2)
格式:pdf
大小:7KB
页数:3P
4.5
24/3下载文档可编辑 窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要根据花纹距离来定。 二、窗帘的打法: 我们按所需要的尺寸把布料下好后,先打上面的布带,如果布长度够
铜门制作工艺流程最新文档
钛金字制作工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
钛金字制作工艺流程 由于可以持续多年不变色,且光彩夺目,因此钛金字在户外广告制作、广 告展示制作中非常受欢迎,是一种实用的广告字,是以钛金板为材料,通过切 割、包边、抛光等工艺制作而成。 钛金字特点 1、优良的耐候性,对自然环境适应性很强,即使长时间在日光照射、风吹 雨淋也不会使其性能发生改变,抗老化性能好,在室外也能安心使用。 2、加工性能良好,既适合机械加工又易热成型,表面可以喷漆、丝印或真 空镀膜。 3、无毒,即使与人长期接触也无害,还有燃烧时产生的气体不产生有毒气 体。 钛金字制作要点 一)字样:把顾主所需的字体放大到需要的尺寸,由于是一些名人字体准 确性要大。 二)选材:根据字的大小要求选择适当厚度的铜材. 三)下料:把字稿直接贴在钛金字板上,也可把字稿摹在钛金板上,字稿 四周适应地留出余量,否则字变细,变瘦,然后用电剪子剪成平字 四)槽鼓:首先退火变软。用木或铁榔头在铁钻或

钢筋制作工艺流程
格式:pdf
大小:62KB
页数:4P
4.5
1 预制场地验收 钢筋规格数量计算 钢筋进料 钢筋验收 钢筋绑扎、安装 钢筋加工检验 钢筋绑扎、安装检验 进入下一道工序 钢筋下料、加工 施工工艺设计 不合格 不合格 不合格 钢筋检查、试验、报验 电缆槽、遮板钢筋制作工艺流程 合格 合格 钢筋常用的分类钢筋种类很多,通常按化学成分、生产工艺、轧制外形、供应形式、直径 大小,以及在结构中的用途进行分类: (一)按轧制外形分 (1)光面钢筋:i级钢筋(q235钢钢筋)均轧制为光面圆形截面,供应形式有盘圆,直径不大 于10mm,长度为6m~12m。 2 (2)带肋钢筋:有螺旋形、人字形和月牙形三种,一般ⅱ、ⅲ级钢筋轧制成人字形,ⅳ级钢筋 轧制成螺旋形及月牙形。 (3)钢线(分低碳钢丝和碳素钢丝两种)及钢绞线。 (4)冷轧扭钢筋:经冷轧并冷扭成型。 (二)按直径大小分 钢丝(直径3~5mm)、细钢筋(直径6~10

钢筋笼制作工艺流程
格式:pdf
大小:15KB
页数:2P
4.5
荿钻孔桩钢筋笼加工工艺流程及要求 芈1、钢筋笼加工工艺流程图 肄 膁 膄 芄 衿 螈钻孔灌注桩钢筋笼加工工艺流程图 蚇2、钻孔灌注桩钢筋笼加工要求: 蒄(1)钢筋加工 羃①钢筋加工前应清除油污、浮皮、铁锈。除锈可采用机械除锈、喷砂方法除锈和取人工用钢丝刷或砂轮除锈 等方法进行。 蒀②钢筋应平直、无局部弯折,对弯曲的钢筋应调直后使用。调直可采用冷拉或调直机调直,冷拉法多用于箍 筋的调直,采用冷拉法调直时应匀速慢拉,ⅰ级钢筋冷拉率不得大于2%,ⅱ级、冷拉率不得大于1%。主筋端部 弯折无法调直,采用无齿锯切割。 蒆③钢筋加工前,技术人员应根据设计图纸要求对每根桩钢筋进行配料,下达配料单。加工人员在下料前认真 核对钢筋规格、级别及加工数量,无误后按配料单下料。下料时,应采用无齿锯或钢筋切断机进行切割,严禁使 用电、气焊切割。在钢筋切断前,先在钢筋上用石笔按配料单标注下料长度将切断位置做明

钢结构制作工艺流程1
格式:pdf
大小:62KB
页数:4P
4.5
钢结构加工制造工艺流程 深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 杆件装焊 分段装焊 矫正 节点板加工 除防锈漆 检验 编号打包 发运 补漆 深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 父亲的格局决定家庭的方向 翼板 建模u型组装 原材料 数控切割 清磨 检查 连接板 隔板气保焊接 探伤、矫正 ut探伤 纵缝焊接 本体 入库验收 部件检验 数控制孔 数控切割 清磨 检查 腹板 铣削 预拼装 数控切割 曲面加工 样板检查 隔板 直条切割 清磨 隔板组装 检查 ut探伤 电渣焊接 尺寸检查 焊接 直条切割 电焊衬条 口型组装 尺寸检查 矫正 总装 探伤、矫正 牛腿加工 杆件装焊 分段装焊 矫正 节点
风管制作工艺流程
格式:pdf
大小:60KB
页数:4P
4.6
施工工艺 1.6.1金属风管制作 1.6.1.1工艺流程 (1)咬口连接工艺流程: 1.6.1.2操作工艺要点 (1)风管尺寸的核定。根据设计要求、图纸会审纪要,结合现场实测数据绘制 风管加工草图,并标明系统风量、风压测定孔的位置。 (2)风管展开。依照风管施工图(或放样图)把风管的表面形状按实际的大小 铺在板料上;展开方法有三种即平行线展开法、放射线展开法和三角线展开法。 (3)板材剪切前必须进行下料复核,复核无误后按划线形状进行剪切。 (4)板材下料后在压口之前,必须用倒角机或剪刀进行倒角。倒角形状如图 1.6.1.2-1。 (5)板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角 组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬 口(图1.6.1.2-2)。 咬口宽度和留量根据板材厚度而定,应符合表1.6.1.2-1的要求。咬口留量的
铝合金标牌制作工艺流程
格式:pdf
大小:19KB
页数:1P
4.5
专注标识标牌行业15年 铝合金标牌制作工艺流程 1.机加成型。采用机加工成型后喷漆,使其安装尺寸统一规范且可批量生 产。仪器喷漆面板的加工对尺寸要求较严格,需要有经验的钳、铣工, 有条件的可采用数控钻床。 2.除油。标识为了使铝板表面对印刷涂料有一定的亲合性,要把板材表面 的油污除去,一般封装油污可先用细软锯末揩除,再用有机溶剂去油; 机加工中的油污则可用有机溶剂或碱性溶液化学除油。 3.抛光。板材表面有划痕,应先刮抹一层腻子,使其平滑,并依客户的要 求选择是机械抛光、化学抛光,还是电化学抛光。 4.喷底漆。由于铝合金材料与面漆、印刷油墨的结合性较差,在铝合金面板 喷面漆之前需要喷一层约0.01mm厚的环氧锌黄底漆。 5.喷面漆。根据客户的要求,喷涂相应颜色的氨基漆或丙烯酸色漆。对浅 颜色漆尤其是白色漆,其干燥温度和干燥时间应严格掌握,否则白色漆 泛黄。 6.丝网印刷。
板房制作工艺流程
格式:pdf
大小:12KB
页数:5P
4.3
______________________________________________________________________________________________________________ 精品资料 板房制作工艺流程 一、主体框架 (一)底座部分 1、将工字钢按照要求进行画线、下料、切割,与钢管组对成撬座,进行焊接、 除锈、磷化、刷涂防腐漆。 2、槽钢、方钢、角钢按图纸要求进行画线下料、切割、组对成营房座架校对后 进行焊接。 3、将营房底架与撬座进行组对、校正,同时采用角钢以斜支撑的方式进行加固。 4、用槽钢、角钢及钢板剪切后的钢条进行组对,制作成踏梯、校对、焊接后与 底座进行联接。 5、2mm钢板剪切、折弯、压型后铺到营房座底部并与其进行断续焊接。 6、整体焊接,经检验合格后进行打磨、磷化、除锈后进行喷涂防锈底漆。 (二)、屋架部分 1、将方管按要求

钢结构制作工艺流程图
格式:pdf
大小:14KB
页数:1P
4.7
深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 杆件装焊 分段装焊 矫正 节点板加工 除防锈漆 检验 编号打包 发运 补漆
彩砖彩瓦制作工艺流程
格式:pdf
大小:16KB
页数:2P
4.5
彩砖彩瓦的制作工艺流程 彩砖彩瓦的制作工艺其实很简单,整个过程只需2—3个人即可完成彩砖彩瓦的制作。 彩砖彩瓦的制作需要以下几种原料: 一、颜料剂(包括氧化铁红、氧化铁黄、酞青绿g) 二、彩砖彩瓦塑料模具、搅拌机、洋灰、水泥 三、小型铁锨一个,震动平台、抹子一个 制作流程:面层制作——底层制作——模内保养——出模保养 彩砖彩瓦的制作过程就是这么简单易学,而且彩砖彩瓦内厚外宽的设计能使彩砖彩瓦更 好的出模。这样就大大的减少了成品的脱模时间,提高了工作效率! 彩砖生产工艺与配比 面 层: 底层: 水 泥:100斤 水泥:100斤 铁 红:8-9斤 沙子:200斤 光亮剂:5 斤石 屑:400斤 细沙:200斤 颜料可根据用户的需求多加或少加 生产流程: 1、首先将面层配比水泥100斤、铁红8-9斤、细沙200斤、放入搅拌机至比较 均匀、将光亮剂
铜门制作工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:地铁安全监理工程师
擅长专业:土建 安装 装饰 市政 园林


