

钛金字制作工艺流程
格式:pdf
大小:6KB
页数:2P
人气 :67
 4.6
4.6
钛金字制作工艺流程 由于可以持续多年不变色,且光彩夺目,因此钛金字在户外广告制作、广 告展示制作中非常受欢迎,是一种实用的广告字,是以钛金板为材料,通过切 割、包边、抛光等工艺制作而成。 钛金字特点 1、优良的耐候性,对自然环境适应性很强,即使长时间在日光照射、风吹 雨淋也不会使其性能发生改变,抗老化性能好,在室外也能安心使用。 2、加工性能良好,既适合机械加工又易热成型,表面可以喷漆、丝印或真 空镀膜。 3、无毒,即使与人长期接触也无害,还有燃烧时产生的气体不产生有毒气 体。 钛金字制作要点 一)字样:把顾主所需的字体放大到需要的尺寸,由于是一些名人字体准 确性要大。 二)选材:根据字的大小要求选择适当厚度的铜材 . 三)下料:把字稿直接贴在钛金字板上,也可把字稿摹在钛金板上,字稿 四周适应地留出余量,否则字变细,变瘦,然后用电剪子剪成平字 四)槽鼓:首先退火变软。用木或铁榔头在铁钻或



钛金字制作工艺流程(20201023123045)
钛金字制作方法 钛金字经加工后表面有黄金色光泽,主要用于高级装饰上。其特点: 强度高,耐磨性好,不锈蚀,有豪华感,有民族感。 (1)材料:钛金板,或镀锌板,或不锈钢板 (2)工具:电剪子、铁皮剪、铁榔头、钢板1块,焊锡、烙铁、 锉刀、抛光机、电烤箱、清漆。 (3)操作工艺顺序:字样—选材—下料—槽鼓—焊接—抛光— 电镀—喷膜—安装 (4)操作工作要点: 字样:把顾主所需的字体放大到需要的尺寸,由于是一些名人字 体准确性要大。 选材:根据字的大小要求选择适当厚度的铜材. 下料: 把字稿直接贴在钛金板上,也可把字稿摹在钛金板上,字稿四周 适应地留出余量,否则字变细,变瘦,然后用电剪子剪成平字。 槽鼓: 首先退火变软。用木或铁榔头在铁钻或铁板上敲起鼓来。敲鼓是 关键,只能在笔划中间敲,一遍一遍往过高敲,使自己起鼓,随打随 与字样核对,敲打的力度要求光(面),平(双口),匀

钛金(不锈钢)标牌制作工艺流程
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司名稱標牌 等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些,但做 的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘烤後 不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜
编辑推荐下载
铝合金标牌制作工艺流程
格式:pdf
大小:19KB
页数:1P
4.5
专注标识标牌行业15年 铝合金标牌制作工艺流程 1.机加成型。采用机加工成型后喷漆,使其安装尺寸统一规范且可批量生 产。仪器喷漆面板的加工对尺寸要求较严格,需要有经验的钳、铣工, 有条件的可采用数控钻床。 2.除油。标识为了使铝板表面对印刷涂料有一定的亲合性,要把板材表面 的油污除去,一般封装油污可先用细软锯末揩除,再用有机溶剂去油; 机加工中的油污则可用有机溶剂或碱性溶液化学除油。 3.抛光。板材表面有划痕,应先刮抹一层腻子,使其平滑,并依客户的要 求选择是机械抛光、化学抛光,还是电化学抛光。 4.喷底漆。由于铝合金材料与面漆、印刷油墨的结合性较差,在铝合金面板 喷面漆之前需要喷一层约0.01mm厚的环氧锌黄底漆。 5.喷面漆。根据客户的要求,喷涂相应颜色的氨基漆或丙烯酸色漆。对浅 颜色漆尤其是白色漆,其干燥温度和干燥时间应严格掌握,否则白色漆 泛黄。 6.丝网印刷。
金属软管制作工艺流程
格式:pdf
大小:1.3MB
页数:5P
4.8
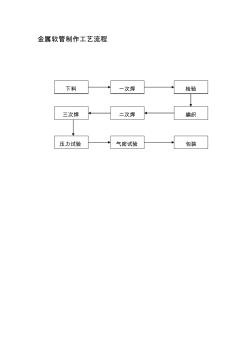
金属软管制作工艺流程 下料一次焊检验 二次焊编织 压力试验气密试验 三次焊 包装 金属软管检验和试验管理办法 金属软管原料检验项目: 1.金属网套:丝径、锭数、根数、断丝数量。方法:目测。 2.波纹管材质、波高、波距、板厚、纵焊缝无损检测。方法:测量。 3.法兰:压力等级。 4.联接接头形式:材质、螺纹。 若合同每规格数量为10支以上,则为全检,超过10支以上为抽检,按压力 等级分为低压75%抽检,中压80%抽检,高压90%抽检。 若合同每规格数量为10台以下,则为全检,超过10台以上为抽检,按压力 等级分为低压75%抽检,中压80%抽检,高压90%抽检。 检验要求: 1.外表是否光滑,有无裂纹、缺角现象 2.尺寸是否符号合所需标准或图纸要求 3.经检验是否达到合格。 验证方法: 1.检测有目测试方法(包括外表光洁度) 2.用卷尺、游标卡尺等进行
钛金字制作工艺流程热门文档
金属软管制作工艺流程 (2)
格式:pdf
大小:1.3MB
页数:5P
4.6
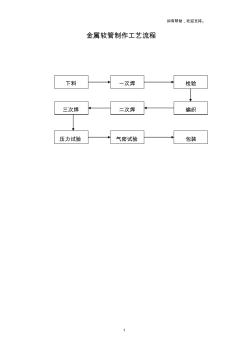
如有帮助,欢迎支持。 1 金属软管制作工艺流程 下料一次焊检验 二次焊编织 压力试验气密试验 三次焊 包装 如有帮助,欢迎支持。 2 金属软管检验和试验管理办法 金属软管原料检验项目: 1.金属网套:丝径、锭数、根数、断丝数量。方法:目测。 2.波纹管材质、波高、波距、板厚、纵焊缝无损检测。方法:测量。 3.法兰:压力等级。 4.联接接头形式:材质、螺纹。 若合同每规格数量为10支以上,则为全检,超过10支以上为抽检,按压力 等级分为低压75%抽检,中压80%抽检,高压90%抽检。 若合同每规格数量为10台以下,则为全检,超过10台以上为抽检,按压力 等级分为低压75%抽检,中压80%抽检,高压90%抽检。 检验要求: 1.外表是否光滑,有无裂纹、缺角现象 2.尺寸是否符号合所需标准或图纸要求 3.经检验是否达到合格。 验证方法: 1.检测有目测试方

](https://files.zjtcn.com/group1/M00/6B/42/CgoBZ2A6XHyAW34yAAAhvsCTgVc366.jpg)
钛金字制作、安装委托合同书1[1](精)
格式:pdf
大小:13KB
页数:2P
4.7
钛金字制作、安装合同书 甲方: 乙方: 依据《中华人民共和国合同法》和有关法规的规定,现就钛金字制作、安装事 项,双方协商达成如下协议: 一、制作内容 制作、安装钛金字(包工包料,大小为米(内容为,用三角铁固定。 安装位置 二、制作安装费用: 制作、安装费用每平方元,总共为:人民币(大写元整(¥元。 三、付款方式: 制作前甲方应向乙方支付元做为预付款,安装完成,并经甲方验收后,甲方向乙 方支付剩余费用,即人民币元整。 四、乙方制作、安装的时间,交付方式: 1、乙方制作、安装的工期为天,如遇不可抗力因素(如雨、4级以上大风等工 期顺延。 2、乙方须在规定时间交付工程,并接受甲方验收。 五、质保期 1、质保期限为年。不可抗拒力自然灾害(如八级以上大风等不在质保范围以 内。 五、双方的权利义务: 1、安
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:11KB
页数:2P
4.6
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司 名稱標牌等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些, 但做的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘 烤後不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜貼平整、牢固的附著,需要加熱貼好膜的板材
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
一、材料准备 ????先说说规格及板材选用: ????a、普通科室牌规格(常用的)是120mm*300mm或110mm*300mm ????b、其他规格有300*400mm,400*600mm,500mm*800mm,以及客户需要的特殊规格。 ????????(这些规格多做成圆弧凸起型,四边厚25mm,常用于作息时间或公司名称等) ????c、材料:~厚镜面钛金板或拉丝不锈钢板。板材厚点,成本要高些,但做的产品挺括、 美观; ??????????????但也不宜太厚,??太厚的成本太高。 ????根据自己需要,去板材加工店(有剪板机的),将需要的板材裁切好。 二、用电脑将标牌图形档编排好,然後用机将标牌的版式,用不乾胶刻出来。 ????注意,不乾胶要选用品质好的,这样粘贴在钛金(不锈钢)板上才牢固,并且烘烤後 不易脱胶。
钛金字制作工艺流程精华文档

LED发光字,灯串制作工艺及流程
格式:pdf
大小:4.0MB
页数:24P
4.5
led发光字制作流程 目录 一、led灯串产品介绍及比较 1、led灯串产品的概述 2、led产品的应用范围 3、led防水灯串的描述及特点 4、led产品性能参数 5、led照明与普通霓虹灯照明运营成本比较 6、户外广告载体性能比较 二.led发光字相关材料介绍 1、发光字字体材料及加工方法 2、发光字线材 3、发光字控制单元 4、发光字变电箱 三、发光字前期设计 1、绘画字体并排孔 2、制作效果图 3、绘制施工图 四、发光字制作和组装 1、led灯串安装插式及配线 2、控制单元的组装 五、发光字现场施工 1、招牌的安装 2、电力系统的安装 六、完成发光字案例 一、led灯串产品介绍 1、led灯串产品的概述 led灯串产品,是采用先进的led半导体芯片作为发光组件,通过科
简述不锈钢字和钛金字的区别
格式:pdf
大小:636KB
页数:3P
4.8
简述不锈钢字和钛金字的区别 发布日期:2016-03-2609:26:03总浏览:126 如今广告字在市面上种类繁多,其中钛金字和不锈钢字也是非常常见的,那 么美诺心在这里给大家辨别两者的区别和各自的特点吧。 一、什么是钛金字? 钛金字大体分两种,一种是由各种不同的金属字制作成型后,再通过镀钛, 烘烤等工艺,加工形成的不同颜色的钛金广告字。另一种则是用钛金板直接敲打 制作而成的钛金广告字。常规的颜色有金黄色、白色、黑色等。 二、钛金字的特点: 1、钛金字有金属质感,具有庄重,高档的感觉; 2、钛金字有较强的立体感; 3、钛金字耐候性好,在户外持续多年不变色,而且光彩夺目。 三、钛金字的应用范围: 钛金字现在已经广泛应用在各行各业,所以在未来的市场中钛金字将会取代 铜字成为市场上金属广告字的主打产品。 二、什么是不锈钢字? 不锈钢字是一种采用不锈钢为主要材质,通过切割、打磨、



彩图玻璃的制作工艺流程
格式:pdf
大小:193KB
页数:1P
4.3
清洁玻璃先用双飞粉将玻璃表面擦干净同时又去除了玻璃表面的水分湿气,然后用干净、干燥的布将玻璃表面抹净,保证玻璃表面无尘干燥,以免造成涂层脱离现

钛金字制作工艺流程最新文档

钢管桩制作工艺流程
格式:pdf
大小:1.0MB
页数:3P
4.7
文档 螺旋钢管制作工艺 螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双 面埋弧焊工艺焊接而成的螺旋缝钢管. 一、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检 验(以q345b为例q—钢的屈服强度的“屈”字汉语拼音的首位字母; 345—屈服强度数值,单位mpa;b—质量等级为b级。)。 1q345b化学成分c:≤0.20%,si≤0.50%,mn:≤1.70%,p≤0.035%, s:≤0.035%,nb≤0.07%,v:≤0.15%,ti≤0.20%,cr≤0.30%,ni:≤0.50%, cu:≤0.30%,n:≤0.012%,mo:≤0.10% 2q345b力学性能屈服强度:≤16mm:≤345,16-40mm:≤335,40-63mm: ≤325,63—80mm:≤315,80—100m:≤305,100—150mm:≤285,

风管制作工艺流程 (2)
格式:pdf
大小:15KB
页数:1P
4.7
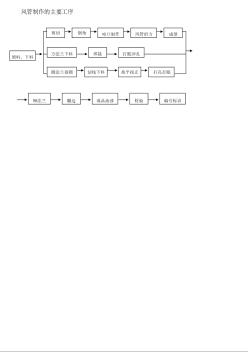
风管制作的主要工序 领料、下料 剪切倒角咬口制作 方法兰下料焊接打眼冲孔 风管折方成型 铆法兰翻边成品油漆检验编号标识 圆法兰卷圆划线下找平找打孔打眼
风管制作工艺流程
格式:pdf
大小:37KB
页数:4P
4.6
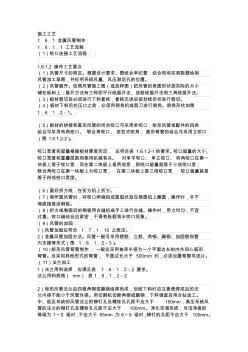
施工工艺 1.6.1金属风管制作 1.6.1.1工艺流程 (1)咬口连接工艺流程: 1.6.1.2操作工艺要点 (1)风管尺寸的核定。根据设计要求、图纸会审纪要,结合现场实测数据绘制 风管加工草图,并标明系统风量、风压测定孔的位置。 (2)风管展开。依照风管施工图(或放样图)把风管的表面形状按实际的大小 铺在板料上;展开方法有三种即平行线展开法、放射线展开法和三角线展开法。 (3)板材剪切前必须进行下料复核,复核无误后按划线形状进行剪切。 (4)板材下料后在压口之前,必须用倒角机或剪刀进行倒角。倒角形状如图 1.6.1.2-1。 (5)板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角 组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬口 (图1.6.1.2-2)。 咬口宽度和留量根据板材厚度而定,应符合表1.6.1.2-1的要求。咬口留量


铜门制作工艺流程
格式:pdf
大小:13KB
页数:2P
4.6
重庆富瑞铜精典装饰工程有限公司 铜门制作工艺流程 一、排料、剪折板 根据订单计算铜板、线条、铜花、角铁、方管、油漆木材、五金配件、外协件、包装材料等。 1)门框、门套、门头、门扇铜板剪切->冲孔、打缺口->折弯 2)门扇内骨架铜板剪切->冲孔、打缺口->折弯 3)门框、门套、门头内骨架铁管下料 二、内部钢结构焊接 1)门扇骨架组装焊接->填门芯材料->加焊锁、铰链等加强板->打磨处理 2)门框、门套、门头铁管骨架组装焊接->打磨处理 三、铜板氧化着色及防氧化处理 铜板、料型、花件及线条等做打磨处理->上色->喷漆->进烤箱 四、门扇组装 1)门扇骨架订木板->四边铜边料组装->线条及其它铜板装饰组装->花件组装 2)门套、门头骨架订木板->门套、门头、铜板、线条组装、花件组装 五、五金件装配 1)五金件开孔->打固定螺丝孔、攻丝 2)五

螺栓球加工制作工艺流程
格式:pdf
大小:282KB
页数:8P
4.8
江苏鑫鹏建设科技有限公司 材料检验 毛坯下料 料块加热 锻造成型 热处理 毛坯球检验 基准面切削 基准孔加工 螺孔平面切削 螺孔加工 编号、标识 螺栓球喷涂及发货 过程监测 检测平面度 网架螺栓球加工制作工艺流程 一、螺栓球加工制作工艺流程图 江苏鑫鹏建设科技有限公司 45#圆钢 锻前加热坯料 锻后进行预处理 基准面 铣床加工 数控钻床 加工 1.毛坯下料 2.锻造成型 3.基准面加工 5.螺孔平面切削 4.基准孔加工 6.螺孔加工 刻画螺孔 加工线 优质丝攻加 工螺栓孔 江苏鑫鹏建设科技有限公司 二、螺栓球加工工艺 a球坯锻造 根据球径大小,选择不同直径的圆钢下料,料块加热,热锻成型,并回火消除内应力。 节点螺栓球选用优质碳素结构钢(gb/t699-99)规定的45号钢。 b螺孔加工 1)加工基准孔:把球坯夹持在车床卡盘上,按照不同球直径、基准面与球中心线的尺寸关系等 要求,在机床
玻璃制作工艺流程
格式:pdf
大小:13KB
页数:3P
4.4
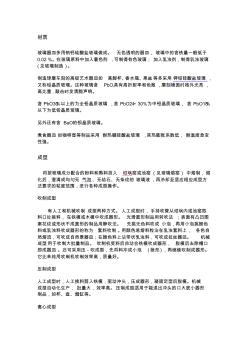
材质 玻璃器皿多用钠钙硅酸盐玻璃做成。无色透明的器皿,玻璃中的含铁量一般低于 0.02%。在玻璃原料中加入着色剂,可制得有色玻璃;加入乳浊剂,制得乳浊玻璃 (见玻璃制造)。 制造琢磨车刻的高级艺术器皿如高脚杯、香水瓶、果盆等多采用钾铅硅酸盐玻璃, 又称铅晶质玻璃。这种玻璃含pbo,具有高折射率和色散,磨刻棱面时格外光亮, 高比重,敲击时发清脆声响。 含pbo30%以上的为全铅晶质玻璃,含pbo24~30%为中铅晶质玻璃,含pbo18% 以下为低铅晶质玻璃。 另外还有含bao的钡晶质玻璃。 煮食器皿如咖啡壶等制品采用耐热硼硅酸盐玻璃,其热膨胀系数低,耐温度急变 性强。 成型 将按玻璃成分配合的粉料和熟料投入坩埚窑或池窑(见玻璃熔窑)中熔制,熔 化后,澄清成均匀无气泡、无结石、无条纹的玻璃液,再冷却至适应相应成型方 法要求的粘度范围,进行各种
窗帘的制作工艺流程 (2)
格式:pdf
大小:7KB
页数:3P
4.5
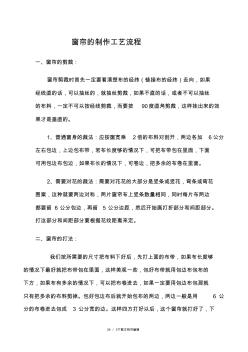
24/3下载文档可编辑 窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要根据花纹距离来定。 二、窗帘的打法: 我们按所需要的尺寸把布料下好后,先打上面的布带,如果布长度够

钢筋制作工艺流程
格式:pdf
大小:62KB
页数:4P
4.5
1 预制场地验收 钢筋规格数量计算 钢筋进料 钢筋验收 钢筋绑扎、安装 钢筋加工检验 钢筋绑扎、安装检验 进入下一道工序 钢筋下料、加工 施工工艺设计 不合格 不合格 不合格 钢筋检查、试验、报验 电缆槽、遮板钢筋制作工艺流程 合格 合格 钢筋常用的分类钢筋种类很多,通常按化学成分、生产工艺、轧制外形、供应形式、直径 大小,以及在结构中的用途进行分类: (一)按轧制外形分 (1)光面钢筋:i级钢筋(q235钢钢筋)均轧制为光面圆形截面,供应形式有盘圆,直径不大 于10mm,长度为6m~12m。 2 (2)带肋钢筋:有螺旋形、人字形和月牙形三种,一般ⅱ、ⅲ级钢筋轧制成人字形,ⅳ级钢筋 轧制成螺旋形及月牙形。 (3)钢线(分低碳钢丝和碳素钢丝两种)及钢绞线。 (4)冷轧扭钢筋:经冷轧并冷扭成型。 (二)按直径大小分 钢丝(直径3~5mm)、细钢筋(直径6~10
钛金字制作工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:建筑智能化设计工程师
擅长专业:土建 安装 装饰 市政 园林


