

唐钢3号连铸火焰切割机技术改造
格式:pdf
大小:105KB
页数:2P
人气 :77
 4.5
4.5
对唐钢二炼钢厂3号连铸车间使用的火焰切割机切割完成率与定尺率偏低问题进行了分析,并对火焰切割机的改造进行了说明。这些措施的采用最终满足了产品的技术要求。



连铸方坯火焰切割机适应性改造
冷钢stel-tek型2#3#连铸坯切割机采用的是火焰切割机。原切割机零部件易坏,难于维修、操作,不能有效地应对铸坯跑偏以及在生产中难于更换切割枪等。为此采取了一些措施,对切割机进行了适应性改造。结果表明,改造后的系统运行稳定,故障率低。
编辑推荐下载
数控火焰切割机操作规程
格式:pdf
大小:16KB
页数:2P
4.3
数控火焰切割机操作规程 1.操作人员必须按照规定经专门的安全技术培训,取得特种作业操作 资格证书,方能独立上岗操作。 2.操作人员必须严格遵守一般焊工、手工气焊(割)工安全操作规程 和有关橡胶软管、氧气瓶、各种工业切割气瓶的安全使用规则和焊(割) 炬安全操作规程。 3.工作前必须穿戴好劳动防护用品,操作时必须戴好防护眼镜。 4.通电开机前应检查机器周围附近、道轨两侧是否有杂物,10米以内 不准有易燃物品。所用的气源、水源、电源是否处于正常的工作状态。 检查与机床相关的接地有无松动,各个电缆接头插座是否完好无损。检 查气瓶与橡胶软管的接头、阀门及紧固件均应紧固牢靠,不准有松动、 破损和漏气现象。 5.机床开动后身体和四肢不准接触机器运动部位,以免发生伤害,维 护保养设备时应断电停车进行。 6.禁止使用带有油污的工具、手套等接触氧气瓶及其附件、阀门、橡 胶胶管。禁止用易产生火花的工

数控火焰切割机设计论文
格式:pdf
大小:309KB
页数:15P
4.4
中文摘要 i 摘要 本课题所设计的数控火焰切割机是一种小型切割设备,它可以很方便的对 金属材料进行直线或曲线切割,可广泛应用于机械、建筑、化工、航天等行业。 首先,本文通过对火焰切割技术及数控火焰切割机的国内外研究现状的分 析,对火焰切割机的总体结构进行了设计,整体采用龙门式结构,纵向、横向 和垂直三个方向进给运动均选用步进电动机带动滚珠丝杠传动的开环控制系 统。由于火焰切割机切割工件时无切削力,所以纵向进给运动采用电机直接驱 动工作台运动来完成。其次,利用三维设计软件solidworks完成了火焰切割机 各零件的三维实体造型,并根据各零部件之间的定位关系,完成了总体装配, 验证了设计的合理性。最后,为了加工制造的方便还绘制了切割机的所有零部 件和装配体的工程图。 关键词:数控火焰切割机,龙门式,结构设计,solidworks abstract ii abstra
唐钢3号连铸火焰切割机技术改造热门文档
 花岗岩火焰切割机 年利丰厚
花岗岩火焰切割机 年利丰厚 花岗岩火焰切割机 年利丰厚
格式:pdf
大小:239KB
页数:1P
4.7
莱州市王振同所处的村庄遍地是石材,石材加工业相当发达,甚至国外一些公司也在这里投资办厂。他利用自己精通机械制造和维修的技术,参考国外先进的矿山开采加工接术和设备,试制成功花岗岩火焰切割加工机。该机以柴油作燃料,压缩空气作助燃剂,经过喷雾、加热燃烧后由枪嘴形成高温,喷出火焰,热力在岩石表面迅速使岩石破碎,形成石屑,在猛风作用下把石屑层层吹走,
数控火焰切割机技术升级改造
格式:pdf
大小:123KB
页数:2P
4.4
目前使用设备的切割下料能力(火焰切割),要每年300台以上的抽油机下料任务,必须对下料工序的设备进行技术改造,否则无法满足抽油机产能增大的需求.经过设备技术改造后,主要解决以下问题:提高设备运行效率,满足产品产量增加的需要;提高设备加工精度,满足产品质量要求,减小加工余量,提高下一道工序的加工效率;操作简单快捷,减少操作工的劳动强度;节约设备运行成本,减少环境污染.
数控方矩管火焰切割机切割头设计分析 数控方矩管火焰切割机切割头设计分析
格式:pdf
大小:198KB
页数:2P
4.5
研发了一种数控方矩管火焰切割机设备,不仅能实现方矩管切割,同时还可以满足方矩管端部坡口的加工要求。文中介绍了该型火焰切割机的整体结构、切割头运动轨迹的控制方法以及切割头跟踪装置的具体结构形式。
数控钢管管端相贯线火焰切割机的研制 数控钢管管端相贯线火焰切割机的研制
格式:pdf
大小:431KB
页数:4P
4.4
对普通车床c616a进行了机械装置和数控系统的改造,成功研制了教学型数控钢管管端相贯线火焰切割机。详细介绍了其机械结构和数控系统的软硬件部分,机械部分主要由钢管回转装置、轴向进给装置和割炬运动装置组成。文中的研究为企业和高校闲置设备的改造再利用提供了参考。
7数控火焰切割机安全操作规程
格式:pdf
大小:5KB
页数:2P
4.5
数控火焰切割机安全操作规程 1范围 1.1本标准规定了数控火焰切割机安全操作要求。 1.2本标准适用于哈飞机电设备制造公司有数控火焰切割机作业的 工段。 2操作要求 2.1操作人员必须按照规定经专门的安全技术培训,取得特种作业操作 资格证书,方能独立上岗操作。 2.2操作人员必须严格遵守一般焊工、手工气焊(割)工安全操作规程 和有关橡胶软管、氧气瓶、各种工业切割气瓶的安全使用规则和焊 (割)炬安全操作规程。 2.3工作前必须穿戴好劳动防护用品,操作时必须戴好防护眼镜。 2.4开机前操作人员要把切割机附近有碍安全操作的物料清理干净,10 米以内不准有易燃物品,所用的气源、电源处于正常的工作状态。 检查与机床相关的接地有无松动,各个电缆接头插座是否完好无损。 检查气瓶与橡胶软管的接头、阀门及紧固件均应紧固牢靠,不准有 松动破损和漏气现象。 2.5
唐钢3号连铸火焰切割机技术改造精华文档
数控等离子、火焰切割机安全操作规程
格式:pdf
大小:6KB
页数:2P
4.8
数控等离子、火焰切割机安全操作规程 一.目的 本规程用于指导操作者正确操作和使用数控等离子、火焰切割机。 二.适用范围 本规程适用于指导本公司数控等离子、火焰切割机的操作。 三.操作规程 1、操作人员必须按照规定经专门的安全技术培训,取得特种作业操 作资格证书,方能独力上岗操作。 2、操作人员必须严格遵守一般焊工,手工气焊(割)工安全操作规 程和有关橡胶软管、氧气瓶、各种工业切割气瓶的安全使用规则和 焊炬安全操作规则。 3、工作前必须穿戴好劳动防护用品,操作时必须戴好防护眼镜,佩 戴防尘口罩。 4、通电开机前应检查机器周围附近,导轨附近是否有杂物或障碍物, 10米以内不准有易燃物品。所用的气源、水源、电源是否处于正常 的工作状态。检查与机床相关的接地有无松动,各个电缆接头插座 是否完好无损。检查气瓶与橡胶软管的接头,阀门及紧固件均应紧 固牢靠,不准有松动、破损和漏气现象,
数控等离子火焰切割机安全操作规程
格式:pdf
大小:7KB
页数:1P
4.3
数控等离子/火焰切割机安全操作规程 1操作人员必须按照规定经专门的安全技术培训,取得特种作业操作资格证书, 方能独立上岗操作。 2操作人员在上机使用前必须仔细阅读机床使用说明书、系统操作手册及空气等 离子切割机使用说明书,并严格遵守一般焊工、手工气焊(割)工安全操作规程 和有关橡胶软管、氧气瓶、各种工业切割气瓶的安全使用规则和焊炬安全操作规 则。 3工作前必须穿戴好劳动防护用品,操作时必须戴好防护眼镜。 4通电开机前应检查机器周围附近,导轨两侧是否有杂物,10米以内不准有易 燃物品(包括有易燃易爆气体产生的气皿管线),所用的气源、水源、电源是否 处于正常的工作状态。检查与机床相关的接地有无松动,各个电缆接头插座是否 完好无损。检查气瓶与橡胶软管的接头,阀门及紧固件均应紧固牢靠,不准有松 动、破损和漏气现象,检查导轨齿条和床身。检查消耗品及割炬防撞碰装置。 5
弯头冲压单片坡口仿形火焰切割机的研制 弯头冲压单片坡口仿形火焰切割机的研制
格式:pdf
大小:431KB
页数:3P
4.5
弯头冲压单片坡口仿形切割机主要用于弯头冲压单片对焊前的坡口仿形火焰切割。其原理在于仿形轮与割枪之间位置关系固定,弹簧仿形跟踪机构中的弹簧预压缩后使得仿形轮在沿弯头管壁运动的过程中,始终保持与管壁紧密接触,从而确保割枪端部与管壁之间的距离不变,即使冲压后的弯头单片内外圆弧不等半径,也能在弯头单片上割出与平台上表面等高的平整坡口。该机结构简单,制造成本低,大大提高了坡口切割质量和效率。
数控火焰切割机的日常使用及保养注意事项
格式:pdf
大小:9KB
页数:1P
4.7
数控火焰切割机的日常使用及保养注意事项 一、操作数控火焰切割机前工作 (1)检查各气路、阀门、是否有无泄漏,气体安全装置是否有效。 (2)检查所提供气体入口压力是否符合规定要求。 二、操作数控火焰切割机工作中 (1)调整被切割的钢板,尽量与轨道保持平行。 (2)根据板厚和材质,选择适当割嘴。使割嘴与钢板垂直。 (3)根据不同板厚和材质、重新设定机器中的切割速度和预热时间,设定预热氧、切割氧 合理压力。 (4)在点火后,不得接触火焰区域。操作人员应该尽量采取飞溅小的切割方法,保护割嘴。 (5)检查加热火焰,以及切割氧射流,如发现割嘴有损坏,应及时更换、清理。清理割嘴 应用专用工具清理。 (6)切割过程中发生回火,应及时切断电源,停机并关掉气体阀门,回火阀片若被烧化, 应停止使用,等厂家或专业人员进行更换。 (7)数控火焰操作工操作切割机时,要时刻注意设备运行状况,如发现有异常情况,应下
数控等离子、火焰切割机安全操作规程
格式:pdf
大小:5KB
页数:2P
4.3
1 数控等离子、火焰切割机安全操作规程 1、操作人员必须按照规定经专门的安全技术培训,取得特种作业操 作资格证书,方能独力上岗操作。 2、工作前必须穿戴好劳动防护用品,操作时必须戴好防护眼镜,佩 戴防尘口罩。 3、通电开机前应检查机器周围附近,导轨附近是否有杂物或障碍物, 10米以内不准有易燃物品。所用的气源、水源、电源是否处于正常 的工作状态。检查与机床相关的接地有无松动,各个电缆接头插座是 否完好无损。检查气瓶与橡胶软管的接头,阀门及紧固件均应紧固牢 靠,不准有松动、破损和漏气现象,检查导轨齿条和床身。检查割炬 防撞碰装置。 4、机床开动后身体和四肢不准接触机器运动部位,以免发生伤害, 维护保养设备时应断电停车进行。 5、禁止使用带有油污的工具,手套等接触氧气瓶及其附件、阀门、 橡胶胶管。禁止使用易产生火花的工具开启氧气瓶或乙炔气阀门。 6、操作人员不能随意离开工作岗位,随时
唐钢3号连铸火焰切割机技术改造最新文档

连铸机钢坯火焰切割系统节能技术改造
格式:pdf
大小:1.1MB
页数:1P
4.5
介绍了我公司连铸机钢坯火焰切割断火技术改造的技术性与经济性特点,实践证明氢氧焰完全可以实现断火切割,并且经济效益显著.
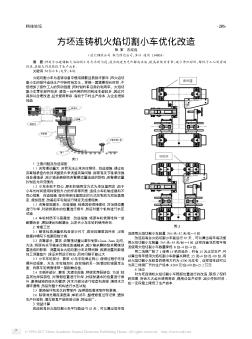
方坯连铸机火焰切割小车优化改造
格式:pdf
大小:230KB
页数:1P
4.7
针对方坯连铸机火焰切割小车存在的问题,提出改进意见和解决办法,提高其使用寿命,减少停机时间,降低了工人的劳动强度,在很大程度降低了生产成本。

方坯连铸机火焰切割系统改造
格式:pdf
大小:1.0MB
页数:3P
4.5
分析了转炉厂方坯连铸机火焰切割装置丙烷气消耗高的原因,通过优化丙烷站布局、实施应用副枪点火技术改造,使丙烷气吨钢成本大幅下降。
数控火焰切割机操作安全技术交底
格式:pdf
大小:30KB
页数:2P
4.6
数控火焰切割机操作安全技术交底 施工单位名称单位工程名称 施工部位施工内容 安 全 、 职 业 健 康 、 环 境 保 护 交 底 内 容 交底内容: 1.作业人员必须是经过电、气焊专业培训和考试合格,取得特种作 业操作证的电气焊工,并持证上岗。(在有效期内) 2.作业人员必须经过安全教育考核合格后才能上岗作业。 3.施工现场禁止吸烟,严禁酒后作业,严禁追逐打闹,禁止窜岗, 严格遵守各项安全操作规程和劳动纪律。 一、工作前 (1)检查各气路、阀门,是否有无泄漏,气体安全装置是否有效。 (2)检查所提供气体入口压力是否符合规定要求。 (3)检查所提供电源电压是否符合规定要求。 二、工作中 1。调整被切割的钢板、尽量与轨道保持平行。 2。根据板厚和材质,选择适当割嘴。使割嘴与钢板垂直。 3.根据不同板厚和材质、重新设定机器中的切割速度和预热时间, 设定预热氧、切割氧合理的压力。 4.
 合金钢连铸线火焰切割机改造
合金钢连铸线火焰切割机改造 合金钢连铸线火焰切割机改造
格式:pdf
大小:96KB
页数:未知
4.8
莱钢合金钢连铸线火焰切割机在生产过程经常出现铸坯切斜、长短尺、断面粘渣等缺陷,结合现场实际对火焰切割机进行了一系列改造,保障了生产的顺行.
一种火焰切割机定尺测量系统的精度控制方法 一种火焰切割机定尺测量系统的精度控制方法
格式:pdf
大小:254KB
页数:未知
4.5
本文针对某钢厂火焰切割机切割的铸坯长度与计划切割的铸坯长度存在较大误差的故障,详细分析了切割机定尺测量系统不准产生的原因,针对故障原因设计一种定尺测量系统精度的控制方法,并进行了理论数据的计算校验,采用该控制方法后该钢厂从根本上消除了火焰切割机定尺测量系统精度不高的故障。
圆柱面大直径孔火焰切割机及其凸轮轮廓设计 圆柱面大直径孔火焰切割机及其凸轮轮廓设计
格式:pdf
大小:222KB
页数:未知
4.6
在圆柱壳体上切割大直径偏心圆孔和变角度坡口一直是机械加工中的一个难题。因此,研究一种结构简单、价格低廉、精度及自动化程度都比较高,可以完成直径大于1.2m的相贯线曲线切割的火焰切割机具有十分重要的意义。在研究国内外类似设备及技术的基础上,提出一种新的圆柱面大直径孔火焰切割机的设计方案。利用作图法完成了切割机垂直升降机构中的凸轮轮廓的设计,为圆柱面大直径孔火焰切割机凸轮轮廓设计提出了参考。
浅谈数控火焰切割机料架的设计 浅谈数控火焰切割机料架的设计
格式:pdf
大小:134KB
页数:未知
4.4
数控火焰切割机是机械制造行业的主要加工设备之一,它结合了传统火焰切割和数控自动化的特点,具有中厚度碳钢切割能力,切割成本低,效率较传统切割方式有很大的提高。但工件变形大,精度较切削加工低,由于预热和穿孔时间较长,切割速度比等离子切割低。因此主要适用于中厚度碳钢板材的切割,不同的厂家对数控火焰切割机设计思路大同小异,但都有一个共同点:对数控火焰切割机主要辅件料架不够重视,实际工作中合理的料架设计对切割的质量和安全有很大的影响,小型数控火焰切割机的料架多种多样,本文主要论述导轨中距5m以上龙门式数控火焰切割机料架的设计问题。
唐钢3号连铸火焰切割机技术改造相关
文辑推荐
知识推荐
百科推荐


职位:建筑模型师
擅长专业:土建 安装 装饰 市政 园林


