

使用E5015/E5515焊条焊接铸铁泵壳及铸件
格式:pdf
大小:165KB
页数:2P
人气 :56
 3
3
使用E5015/E5515焊条焊接铸铁泵壳及铸件——使用E5015/E5515焊条焊接铸铁泵壳及铸件




J507(E5015)焊条的简介及注意事项
j507焊条 简介及一些注意事项 j507(e5015)是低氢钠型焊条,它是一种碱性焊条,可以焊接结构钢材中典型的 q235、q245r、q345r等钢材,其抗拉强度相对于e4315(j427)普通焊条大得多, 所以一般焊接受力较大或受动载荷的钢结构。 j507焊条直径从2.5mm到6.0mm不等,可以进行全位置焊接,焊接时选用直流 焊机,极性为反接。当然如果在野外只有交流焊机的情况下也可以用交流焊机, 但是电流需要开得大些。 j507焊接后的焊缝成型较酸性焊条难看,如果在钢结构盖面时可以用酸性焊条。 熔敷金属化学成分(%) j507成分cmnsicrmnps抗拉强度 含量百分数≤0.120.8-1.4≤0.07≤0.040≤0.035490mpa 参考电流 焊条直径mm2.53.24.06.0 选用电流a70-9090-130
 浅谈E5015焊条焊补ZG230-450铸钢件铸造缺陷操作要领
浅谈E5015焊条焊补ZG230-450铸钢件铸造缺陷操作要领 浅谈E5015焊条焊补ZG230-450铸钢件铸造缺陷操作要领
针对铁路客车生产各类转向架中涉及到了大量的铸钢件,材质多为zg230-450,屈服强度是230mpa,抗拉强度450mpa。而这些铸钢件的铸造质量往往不能满足产品一次加工成型的要求,部分铸钢件内部存在铸造缺陷,都是在已经组合成整体转向架或是转向架整体加工时才暴露缺陷这一事实。为了弥补原材料铸造缺陷,节省工期,避免转向架整体报废造成巨大经济损失,根据缺陷实际情况和遵照铸钢件铸造缺陷补焊操作规程,使用e5015焊条修补此类缺陷,确保焊接质量,补焊后可达到正常使用要求。
编辑推荐下载


E4303焊条、E5016焊条、E55焊条有什么区别
格式:pdf
大小:10KB
页数:1P
4.5
e4303焊条、e5016焊条、e55焊条有什么区别 hrb400与hrb335、hrb400与hrb400之间焊接采用哪种焊条? 答:e4303就是j422焊条,屈服强度大于330mpa,抗拉强度大于420mpa。 e5016就是j506焊条,屈服强度大于400mpa,抗拉强度大于490mpa。 e55是指屈服强度大于440mpa,抗拉强度大于550mpa。有j556、j557焊条等。 hrb335是指其屈服强度大于335,抗拉强度大于455。 hrb400是指其屈服强度大于400,抗拉强度大于570。 根据强度较低原则,建议你第一个选j506焊条。 第二个选e55级别的焊条,可以选择j557。
使用E5015/E5515焊条焊接铸铁泵壳及铸件热门文档
低氢型焊条在铸铁焊接中的应用 低氢型焊条在铸铁焊接中的应用
格式:pdf
大小:119KB
页数:未知
4.6
本文对轮胎式挖掘机在施工中刹车轮毂在受到外力作用下断裂后的焊补为例,介绍铸铁在焊接过程如何使用低氢型(以506焊条为例)及采取相关配合措施,以达到减少焊接裂纹、夹渣、气孔等铸铁件焊接缺陷的目的。
普通焊条焊接较厚铸铁件 普通焊条焊接较厚铸铁件
格式:pdf
大小:55KB
页数:2P
4.5
铸铁的焊接主要应用在铸铁铸造缺陷的补焊、铸铁件损坏以后的补焊。通过改进铸铁件的焊接工艺,介绍了一种用普通焊条焊接较厚铸铁件的方法。
用结构钢焊条焊接铸铁的研究 用结构钢焊条焊接铸铁的研究
格式:pdf
大小:472KB
页数:2P
4.7
通过用结构钢焊条补焊铸铁,总结了一套既能满足工件使用性能要求,又可以满足焊接条件要求的技术方案,还降低了生产成本。
全位置带立向下焊接的高钛型焊条E6013的研制
格式:pdf
大小:162KB
页数:3P
3
全位置带立向下焊接的高钛型焊条e6013的研制——通过大量试验,研制出全位置带立向下焊的高钛型药皮的e6013焊条,采用了具有典型短渣特性的高氧化钛渣系,该焊条具有优异的焊接工艺性能,全位置及立向下焊操作性能优良。焊接薄板具有变形小、效率高、节约焊条等...
E5515-G型焊条烘焙温度对扩散氢含量及相关性能的影响
格式:pdf
大小:208KB
页数:3P
3
e5515-g型焊条烘焙温度对扩散氢含量及相关性能的影响——通过改变烘焙温度,研究了e5515一g型焊条烘焙温度对扩散氢含量及相关性能的影响结果表明,在350~450℃范围内提高该焊条的烘焙温度,将显著降低其熔敷金属的扩散氢含量,同时对熔敷金属力学性能、焊接...
使用E5015/E5515焊条焊接铸铁泵壳及铸件精华文档
E4303焊条
格式:pdf
大小:20KB
页数:2P
4.5
e4303焊条 简介j422焊条是普通叫法,对应国际标准牌号e4303。它是一种酸性焊条,药 皮钛钙型,j表示结构钢焊条,42是42kg/mm2焊缝金属的抗拉强度,熔金抗拉强度 不低于420mpa。 编辑本段用途 主要用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,一般用于焊 接钢结构和普通碳钢管道的焊接。 规格 e4303焊条直径从到不等,可以进行全位置焊接,交直流两用。具有优良的焊接 工艺性能和力学性能,电弧稳定,飞溅少,脱渣容易,焊缝成型美观。 熔敷金属成份 e4303成分cmnsipscrcuni 质量含量百分数 《《《《 山东光源特种耐磨焊条厂 型号e4303材质碳钢 焊芯 直径 (mm)品牌金桥 类型碳钢焊条 药皮性 质 碱性焊条 直径(mm)长度350-400(mm) 焊接 电流 60-90(a) 电流
Q345B-Fr建筑耐火钢用E5015NiMo焊条的研制
格式:pdf
大小:270KB
页数:5P
3
q345b-fr建筑耐火钢用e5015nimo焊条的研制——介绍了一种具有耐火性能的建筑结构钢q345b—fr用手工焊条,该焊条的熔敷金属具有良好的综合力学性能和抗高温强度,在600oc保温2h条件下,高温强度下降不小于常温强度的2/3,焊条具有优良的焊接工艺性能和操作性...
新型铸铁冷焊焊条及其焊接技术要求
格式:pdf
大小:228KB
页数:3P
3
新型铸铁冷焊焊条及其焊接技术要求——新型铸铁冷焊焊条,是以结506、507焊条及结426、427焊条为基材改性而成。采用特殊的焊接工艺,如不钻止裂孔、合理的焊接顺序、捶击母材而不捶击焊缝等。可快速焊接(修复)白1:7、灰1:7、可锻、球墨铸铁机件。焊接质量与其...
新型铸铁冷焊法焊条及其焊接工艺
格式:pdf
大小:269KB
页数:4P
3
新型铸铁冷焊法焊条及其焊接工艺——一种由结构钢焊条简单改性而成、且具有较好抗裂等性能的新型铸铁冷焊焊条,配套采用相应独特的焊接工艺,可快速焊.嫩修复)的白口、灰口、可锻、球墨铸铁机件,其焊接质量能达到或超过目前的铸铁冷焊法焊条。与其它铸铁焊条...

J422焊条与E50焊条的区别
格式:pdf
大小:69KB
页数:7P
4.7
j422焊条与e50焊条的区别 j422的强度為420mpa,牌号是e4303。 e50**强度在500mpa,常见的有e5015,5016等,相当于j506,j507 j是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、 电源种类等。 e是焊条型号。e是表示焊条,后面的数字一般是4位数,分别表示12强度,34 焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊 接电源等等,其分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如 焊条型号e4303对应的牌号是j422 常用的焊条有哪些牌号或是型号? 母材是q235的,用e4303(j422)焊条,母材是q345的,用e5016(j506) 焊条。 hrb335钢筋焊接时,是否可以采用
使用E5015/E5515焊条焊接铸铁泵壳及铸件最新文档

J422焊条与E50焊条的区别
格式:pdf
大小:78KB
页数:8P
4.5
j422焊条与e50焊条的区别 j422的强度为420mpa,牌号是e4303。 e50**强度在500mpa,常见的有e5015,5016等,相当于j506,j507 j是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、 电源种类等。 e是焊条型号。e是表示焊条,后面的数字一般是4位数,分别表示12强度,34 焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊 接电源等等,其分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如 焊条型号e4303对应的牌号是j422 常用的焊条有哪些牌号或是型号 母材是q235的,用e4303(j422)焊条,母材是q
高效电焊条E5024及E5028使用性能的综合探讨 高效电焊条E5024及E5028使用性能的综合探讨
格式:pdf
大小:140KB
页数:未知
4.3
本文对e5024及e5028高效电焊条的使用性能、工艺性能及机械性能作了分析说明,着重地从理论上阐述了使用高效焊条在保证焊缝金属的机械性能的基础上不但可以起到节约原材料、提高焊接效率、改善焊接工艺和焊接环境的作用,而且还可以大量地节约能源、降低焊接成本和提高经济效益,是理想的高效焊接材料之一。
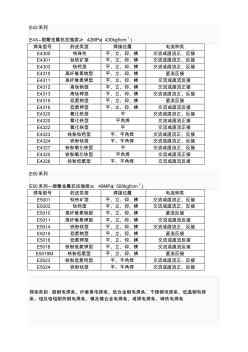
E43系列焊条
格式:pdf
大小:47KB
页数:2P
4.3
e43系列 e43—熔敷金属抗拉强度≥42mpa(430kgf/cm2) 焊条型号药皮类型焊接位置电流种类 e4300特殊性平、立、仰、横交流或直流正、反接 e4301钛铁矿型平、立、仰、横交流或直流正、反接 e4303钛钙型平、立、仰、横交流或直流正、反接 e4310高纤维素钠型平、立、仰、横直流反接 e4311高纤维素钾型平、立、仰、横交流或直流反接 e4312高钛钠型平、立、仰、横交流或直流正接 e4313高钛钾型平、立、仰、横交流或直流正、反接 e4315低氢钠型平、立、仰、横直流反接 e4316低氢钾型平、立、仰、横交流或直流反接 e4320氧化铁型平交流或直流正、反接 e4320氧化铁型平角焊交流或直流正接 e4322氧化铁型平交流或直流正接 e4323铁粉钛钙型平、平角焊交流或直流正、反接
利用普通电焊条焊接铸铁件 利用普通电焊条焊接铸铁件
格式:pdf
大小:61KB
页数:1P
4.7
众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.
低碳钢焊条焊接铸铁工艺探讨
格式:pdf
大小:92KB
页数:2P
3
低碳钢焊条焊接铸铁工艺探讨——通过多次磨削焊口,改变碳元素的过渡层含量,消除白口倾向,加上合理的焊接工艺,使得低碳钢焊条焊接铸铁获得成功。
微合金化铸铁同质焊条焊接工艺 微合金化铸铁同质焊条焊接工艺
格式:pdf
大小:724KB
页数:5P
4.8
应用微合金化铸铁同质焊条,采用小电流打底、大电流连续焊工艺,研究了预热温度与焊缝组织及性能之间的相关性。结果表明,微合金化铸铁焊条石墨化能力强,焊缝白口倾向小;小电流打底、大电流连续焊工艺可有效地减小熔深,在很大程度上抑制了熔合区白口的产生。微合金化铸铁焊条可实现常温焊接。预热温度小于200℃即可获得组织和性能与母材一致的同质焊缝。随着焊件预热温度的升高,焊缝中的石墨形态由细小的点状逐渐向菊花状、片状过渡,铁素体含量增多,焊缝硬度减小。焊件预热至200℃所获得的焊缝组织由珠光体、铁素体和细片状石墨及菊花状石墨组成,熔合区则由珠光体、少量碎块状铁素体及过冷石墨片组成,接头力学性能良好。
利用普通电焊条焊接铸铁件 利用普通电焊条焊接铸铁件
格式:pdf
大小:61KB
页数:1P
4.4
众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.
使用E5015/E5515焊条焊接铸铁泵壳及铸件相关
文辑推荐
知识推荐
百科推荐


职位:弱电预算员
擅长专业:土建 安装 装饰 市政 园林


