

HHT三头盘丝平面螺纹内圆磨床电气调速系统改造
格式:pdf
大小:269KB
页数:4P
人气 :65
 4.7
4.7
介绍HHT三头盘丝平面螺纹内圆磨床工作原理,针对磨削平面螺纹出现的质量问题,改造机床电气调速系统,重点阐述PLC编程和实现方法。




普通内圆磨床的数控改造
在机械行业中,现阶段已经大量应用了各类数控机床,极大地降低了工人的劳动强度。由于自动化程度较高,使一人双机至多机操作成为可能,极大地提高了生产效率。但相当多的机械制造企业,还有为数不少早期购入的通用设备。该类设备的特点是通用性好,适应各类产品的一般加工,但普遍

编辑推荐下载
 嵌入式内圆磨床数控系统人机界面设计与实现
嵌入式内圆磨床数控系统人机界面设计与实现 嵌入式内圆磨床数控系统人机界面设计与实现
格式:pdf
大小:477KB
页数:3P
4.3
针对内圆磨床的加工工艺,提出了一种基于工业级触摸屏作为人机交互装置的数控系统构成方案。文章对人机界面作了整体分析,并在此基础上对各个模块的开发设计作了详细介绍。整个界面友好交互方便、控制灵活,符合内圆磨床的功能需求。
瓦轴集团设备制造有限公司M250A内圆磨床数控化改造简介
格式:pdf
大小:53KB
页数:2P
4.8
为加速企业老设备改造工作,进一步提 高轴承产品加工水平,瓦轴集团设备制造有 限公司于1996年与日本东洋公司台作,采用 toyomatic1000技术对m250a型内圆 磨床进行了单轴数控化改造,并取得了成功。 一 、原m25oa型内圆磨床概 况: m250a型内圆磨床是我国某企业设计 制造的一种内圆磨床,可磨削直径150~ 250mm的圆拄孔及锥度不大的圆锥孔,该机 床主要适用于单件小批生产。随着设备使用 年限延长,经过多次大修理以后.设备精度下 降,不能满足加工产品质量要求。主要表现在 以下几个方面: 1、系统刚性不足,且存在振源; 2、液压系统不稳定,润滑不洁净,油、水 流合造成导轨面污染,磨损加剧;
三头盘丝平面螺纹内圆磨床电气调速系统改造热门文档
多线螺纹磨床加工圆锥管螺纹丝锥 多线螺纹磨床加工圆锥管螺纹丝锥
格式:pdf
大小:177KB
页数:2P
4.7
众所周知,圆锥管螺纹丝锥通常采用单线螺纹磨床加工,其螺纹部分锥度的形成,一般用锥度靠模板,通过铲磨机构使砂轮按一定的规律退刀磨削。本文主要论述如何利用多线螺纹磨床加工圆锥管螺纹丝锥。以加工npt丝锥为例:首先在外圆磨床上加工出正
简述螺纹磨床砂轮修整器的改造
格式:pdf
大小:263KB
页数:4P
4.4
砂轮修整器是螺纹磨床中关键部件之一,其结构直接影响了螺纹磨床的整体刚性和加工质量以及使用寿命。文章简述了y7520w万能螺纹磨床砂轮修整器的改造方法,介绍了滚柱导轨副的装配和调整,以及砂轮磨具的装配和调整。砂轮修整器改造效果良好,不仅缩短了维修工作时间,而且提高了生产效率。
基于西门子802D数控系统的螺纹磨床改造 基于西门子802D数控系统的螺纹磨床改造
格式:pdf
大小:368KB
页数:2P
4.7
介绍了某螺纹磨床数控改造的总体方案,对控制系统及附件改造进行了详细描述。经数控改造后的螺纹磨床,其传动链的误差可由控制系统自动补偿,并可对工件磨削过程中产生的热伸长实现分段补偿;磨削的滚珠丝杆达到p4级(gb/t17587-1998)精度标准要求,很好地满足了日常生产加工需要。

直齿花键磨床数控电气系统改造及工艺
格式:pdf
大小:1.6MB
页数:4P
4.3
采用西门子840c数控系统与611d伺服驱动系统及1ft6交流伺服电动机,实现了数控直齿花键磨床的技术改造。介绍了机床整体技术改造方案、工艺设计、性能参数和结构特点。通过设计、安装、调试,使该机床无论在高精度、高控制功能及高可靠性等各项指标均达到了较高的设计要求,满足了直齿型花键轴、花键拉刀等工件加工工艺的技术要求。
三头盘丝平面螺纹内圆磨床电气调速系统改造精华文档
应用西门子循环编制三头锥螺纹程序 应用西门子循环编制三头锥螺纹程序
格式:pdf
大小:227KB
页数:2P
4.8
通过实例,调用西门子系统的毛坯切削循环(lcyc95)和螺纹切削循环(lcyc97),说明手工编制三头锥螺纹加工程序的简单方法。
用晶闸管技术改造Y7520螺纹磨床(续) 用晶闸管技术改造Y7520螺纹磨床(续)
格式:pdf
大小:387KB
页数:未知
4.6
7.电抗器根据试验结果,电抗器铁芯如图9所示,线圈用高强漆包线,线径1.20mm、圈数430匝,不留气隙,两个串联。8.其他为了防止稳医电源偏离额定电压±15v而断电,以致引起运算放大器输出偏离规定值,从而引起电动机飞车事故,所以增设稳压电源保护继电器8j(24v、700ω微型继电器)。8j的常开触头串联于工件旋转接触器cz、cn的控制电路19号线路中,当稳压电源发生故障时,8j释放,从而使cz或cn失电,切断电动机主电路。电动机磁场失电保护继电器jl的常开触头,由原在2c线圈的起动电路中改为接于自锁电路中(图10)。
用晶闸管技术改造Y7520螺纹磨床 用晶闸管技术改造Y7520螺纹磨床
格式:pdf
大小:521KB
页数:未知
4.4
我厂工具车间使用的y7520w螺纹磨床自1965年安装投产以来,工件主轴转速一直不稳(尤其是低速),致使加工件达不到精度要求;同时,加工时产生的油雾又使扩大机的换向器污染严重,事故频繁。为此,对该机床的电气部分进行了改造,并于1983年11月投产,使用至今,效果较为满意。现简要介绍如下,供同行们参考。一、原电气系统该机床主运动的电气控制系统原为电子管调节器——扩大机——电动机系统。
长潭水库水电厂调速系统改造
格式:pdf
大小:28KB
页数:2P
4.8
长潭水库水电厂于1965年动工修建,2000—2004年报废更新改造,现水电厂总装机容量1.18万kw,其中1、2号机组为单机容量5000kw的轴流转桨式机组,1号和2号调速器装置分别为bwst—80和wst—80。随着运行年数的增加,调速器暴露出来的问题越来越严重,影响设备的安全运行。(1)2台调速器至今运行已近15a左右,目前该型号产品市场早已停产,机械和电器配件已经没有。因该型号落后太多,厂家懂该型号维修的人员已经极少,如出现零件损坏已无法修复。(2)最近几年来,故障次数逐渐增多,调速器机械控制部分陆续出现多次的电液转换器故障,造成机组无法运行;而调速器电气部分存在着超调现象,造成机组负荷摆动,影响安全运行。
三头盘丝平面螺纹内圆磨床电气调速系统改造最新文档
水电站机组调速系统改造 水电站机组调速系统改造
格式:pdf
大小:231KB
页数:2P
4.7
1设备概况小山水电站位于第二松花江干流上,总装机容量为2×80mw,机组型式为三导悬式,1号机组采用kzt-100型块式直连型机械调速器,主要由电液转换器、平衡杆、引导阀、机械反馈等部分组成。自1997年12月份机组投产发电以来,调速系统运行相对比较稳定,但也逐渐暴露出来一些影响机组安全稳定运行的问题。
长潭水库水电厂调速系统改造
格式:pdf
大小:75KB
页数:2P
4.6
1概述长潭水库水电厂于1965年动工修建,2000—2004年报废更新改造,现水电厂总装机容量1.18万kw,其中1、2号机组为单机容量5000kw的轴流转桨式机组,1号和2号调速器装置分别为bwst—80和wst—80。
螺纹套丝丝头制作长度标牌
格式:pdf
大小:21KB
页数:1P
4.6
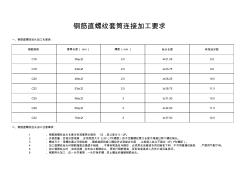
钢筋规格套筒长度(mm)螺距(mm)丝头长度有效丝牙数 c1638±22.5≥21.258.5 c1843±22.5≥23.759.5 c2048±22.5≥26.2510.5 c2253±22.5≥28.7511.5 c2558±23≥31.5010.5 c2865±23≥34.5011.5 c3270±23≥37.5012.5 二、钢筋直螺纹丝头加工注意事项: 钢筋直螺纹套筒连接加工要求 一、钢筋直螺纹丝头加工长度表: 1、钢筋直螺纹丝头长度为标准套筒长度的1/2,其公差为0→2p。 2、外观质量:目测牙型饱满,牙顶宽度大于0.3p(p为螺距)的不完整螺纹累计长度不得超过两个螺纹周长。
橡胶挤出设备直流调速系统改造
格式:pdf
大小:220KB
页数:3P
4.6
为解决某橡胶挤出设备直流驱动故障,进行了一次调速系统改造。介绍了直流调速工作原理及系统电路组成,并着重阐述为解决故障实施的方案。系统改造后性能稳定、操作方便,为类似设备的升级改造提供了借鉴。
在钻床上用大型丝锥攻螺纹 在钻床上用大型丝锥攻螺纹
格式:pdf
大小:119KB
页数:未知
4.8
在日常生产加工中,我们用丝锥攻内螺纹的方法仅限用于小于m42内螺纹的成形,而大于m42的内螺纹,因螺纹螺距大,攻制时丝锥承受的切削力较大,常出现操作力矩不够致无法切削,或力矩过大致螺牙崩碎,甚至折断丝锥的情况。如我厂型号为专200j547y320nb阀门的阀体,材料是耐热钢10mowvnb,热处理后硬度为160~190hbw,抗拉强度为550~612mpa,需攻螺纹m56×5.5-6h共

C200H可编程控制器在改造进口螺纹磨床上的应用
格式:pdf
大小:213KB
页数:2P
4.6
gus-320pc高精度螺纹磨床是我厂在20世纪80年代末引进的设备,其特点是加工精度高,适用范围广,效率高。但由于机床所采用的ps2000可编程控制器集成度低,系统庞大,可靠性差,致使机床一直无法正常运行。为此,我们采用日本欧姆龙c200h可编程控制器对机床电气系统进行了改造。
三头盘丝平面螺纹内圆磨床电气调速系统改造相关
文辑推荐
知识推荐
百科推荐

职位:暖通制冷空调设计师
擅长专业:土建 安装 装饰 市政 园林


