

塑料压力管道热熔对接焊用加热板及其控制系统
格式:pdf
大小:813KB
页数:6P
人气 :65
 4.5
4.5
在塑料压力管道热熔对接焊中 ,加热板的性能直接关系到焊接质量的好坏 ,从而影响到管网系统的运行效果、使用安全性和使用寿命。因此对加热板的设计要求、温度检测及控制技术等进行了详细的阐述。试验表明 ,该加热板表面温度均匀、恒定 ,且温度连续可调 ,以适应不同材质塑料管道焊接的需要



 塑料压力管道热熔对接自动焊机的控制系统
塑料压力管道热熔对接自动焊机的控制系统 塑料压力管道热熔对接自动焊机的控制系统
塑料压力管道热熔对接焊的工艺参数随管道尺寸和环境条件的不同而不同,同时还受人为因素的影响。因此利用液压系统来完成焊接的四个阶段及提供各阶段所需的不同压力;利用80c196单片机控制焊接温度、时间及液压缸的动作,以及根据管道参数和环境条件自动选择和校正焊接参数,消除人为因素的影响,提高焊接质量
塑料压力管道热熔对接焊机的研制与开发 塑料压力管道热熔对接焊机的研制与开发
研制了基于80c196单片机控制的塑料压力管道热熔对接焊机。介绍热熔对接焊机的基本组成部分以及各部分的主要功能,分析高密度聚乙烯管道热熔对接焊接头的拉伸性能、冲击性能和抗开裂性能,并与母材和国外焊机焊接的接头性能进行了比较。
编辑推荐下载
塑料管道热熔对接焊机的研制 塑料管道热熔对接焊机的研制
格式:pdf
大小:881KB
页数:5P
4.7
阐述了热塑性塑料的物理性能,分析了塑料焊接中温度、压力、时间等参数对熔接质量的影响,介绍了对接焊机的基本构成及工作原理。重点探讨了塑料对接焊机液压系统集成化设计和用pid实施温度控制,保证塑料管道的焊接质量。
矿山细颗粒固体输送用塑料管道热熔对接焊工艺分析 矿山细颗粒固体输送用塑料管道热熔对接焊工艺分析
格式:pdf
大小:180KB
页数:3P
4.8
介绍了矿山细颗粒固体输送用塑料管道热熔对接焊的基本过程与参数,热熔对接焊的控制方式,加热方式;焊接接头的基本要求;分析了热熔对接焊焊接接头的性能及焊接压力、焊接速度、温度、时间、熔环的缺口效应、热成形、储存条件、环境条件等影响热熔对接焊接头性能的因素。
塑料压力管道热熔对接焊用加热板及其控制系统热门文档

HDPE管道热熔对接
格式:pdf
大小:16KB
页数:1P
4.6
(3)在整个过程中必须保持熔接件的正确几何中心位置,以防歪曲、扭斜等 缺陷。 (4)在较低的环境温度下施工时,视具体情况确定加热时间,并尽量缩短转 换时间。 (5)环境温度低于+5℃时,必须采取一定的措施,以确保焊接质量。 (6)每次加热前,均需要清洁剂和无纤维的纸(或丝绸布)擦洗加热部件。 质量要求: (1)准备对接管材在切割时,侧压力应先大(快速切除管口毛面)后小(慢 慢修平管口),切割机应垂直于操作平台,保持切割机切割过程中稳定,切割完 成后应将残屑从管口内清除干净,不留毛刺,使管口切割面平整、光洁。 (2)严格控制管道平整度,严禁进行明火烘弯,确保hdpe管道工程施工质量 。 (3)热熔机使用过程中温度必须达到规定温度方可用于热熔对接施工,严禁 未达到规定温度即进行热熔。热熔时要严格控制时间,针对管径型号,准确掌握 热熔机持续熔化时间,
塑料管道热熔对接焊可编程序控制系统的研制 塑料管道热熔对接焊可编程序控制系统的研制
格式:pdf
大小:295KB
页数:4P
4.6
介绍了c60p型可编程序控制器对塑料管道热熔对接焊工艺程序的控制以及对焊机检测电路、保护电路的控制,包括塑料管道热熔对接焊工艺流程逻辑图、plc的硬件接口及软件编程等。该plc系统结构简单、操作及修改程序容易、可靠性强、控制精度高。
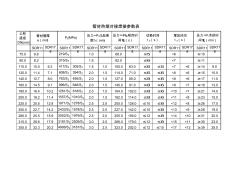
管材热熔对接焊接参数表
格式:pdf
大小:23KB
页数:1P
4.6
公称 直径 dn(mm) sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 75.06.8219/s21.068.0≤5<6≥10 90.08.2315/s21.582.0≤6<7≥11 110.010.06.3417/s2305/s21.51.0100.063.0≤6≤5<7<6≥149.0 125.011.47.1608/s2394/s22.01.5114.071.0≤6≤6<8<6≥1510.0 140.012.78.0763/s2495/s22.01.5127.080.0≤8≤6<8<6≥1711.0 160.0
聚乙烯管道热熔对接焊接头性能的分析 聚乙烯管道热熔对接焊接头性能的分析
格式:pdf
大小:650KB
页数:5P
4.5
测试和分析了聚乙烯管道热熔对接焊接头的结晶度、硬度、拉伸性能和冲击性能,并与基材的性能进行了比较。结果发现,焊接接头区域内的结晶度高于基材部分的结晶度。焊缝的拉伸强度和硬度也均高于基材,而冲击强度低于基材
塑料压力管道热熔对接焊用加热板及其控制系统精华文档
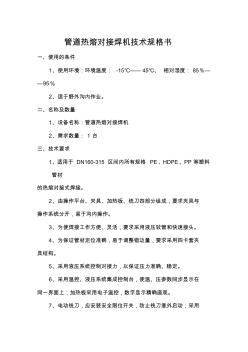
KZDK-070管道热熔对接焊机技术规格书
格式:pdf
大小:6KB
页数:3P
4.8
管道热熔对接焊机技术规格书 一、使用的条件 1、使用环境:环境温度:-15℃——45℃、相对湿度:85%— —95% 2、适于野外沟内作业。 二、名称及数量 1、设备名称:管道热熔对接焊机 2、需求数量:1台 三、技术要求 1、适用于dn160-315区间内所有规格pe、hdpe、pp等塑料 管材 的热熔对接式焊接。 2、由操作平台、夹具、加热板、铣刀四部分组成,要求夹具与 操作系统分开,易于沟内操作。 3、为使焊接工作方便、灵活,要求采用液压软管和快速接头。 4、为保证管材定位准确,易于调整错边量,要求采用四卡套夹 具结构。 5、采用液压系统控制对接力,以保证压力准确、稳定。 6、采用温控、液压系统集成控制台,使温、压参数同步显示在 同一界面上;加热板采用电子温控,数字显示精确直观。 7、电动铣刀,应安装安全限位开关,防止铣刀意外启动;采用 电磁阀控制油缸进退,以便于

塑料管道热熔对接机操作手册
格式:pdf
大小:814KB
页数:8P
4.5
第1页共8页 塑料管道热熔对接机 操作手册 贵阳欧卡德工业自动化科技有限公司 起草人:王洁姜帮成任朝忠黎大珍 总目 一、概述 二、适用范围及主要技术参数 三、特别说明 四、操作说明 五、焊接标准及接口检验标准 六、温控仪的设定和使用 七、维护与检验 八、故障分析 一、概述 燃气、给排水、化工输送及电缆线辅设用埋地聚乙烯管道(pe)聚丙烯管道(pp) 的主要特点:重量轻、安装施工方便,管道内壁光滑,压力损失小;气密性安全可靠;管道 使用寿命长;对基础沉降或地震波动有较强的适应性;而且聚乙烯管道,聚丙烯管道有抗酸 碱腐蚀等优点,因此聚乙烯管材、聚丙烯管材越来越受广大用户的青睐,以塑代钢已成必然 趋势。 欧卡德公司研制开发的塑料管道热熔器对接机系列产品,是适用于聚乙烯管道、聚丙 烯管道施工必不可少的配套机具。其特点是安全可靠,使用方便
塑料压力管道热板焊接接头瞬时应力有限元分析 塑料压力管道热板焊接接头瞬时应力有限元分析
格式:pdf
大小:1.1MB
页数:6P
4.4
基于热粘弹性积分型本构关系,考虑材料性能依赖于温度变化及相变潜热的影响,利用有限元软件ansys热-力耦合及载荷步功能模拟结晶型高密度聚乙烯塑料压力管道热板焊接过程。并对焊接接头的应力分布进行有限元分析,得到了环向、轴向及径向瞬态应力分布规律。采用盲孔法和锯切法测量焊后残余应力,实测结果与数值分析基本吻合。
聚乙烯管道热熔对接焊工艺参数对焊接接头性能的影响 聚乙烯管道热熔对接焊工艺参数对焊接接头性能的影响
格式:pdf
大小:665KB
页数:5P
4.5
聚乙烯管道的焊接质量及焊接接头性能,一方面取决于管道本身的性能,另一方面,且更为重要的还取决于管道的焊接工艺参数。研究表明,加热板温度和焊接压力对焊接接头性能的作用特别显著,加热时间对焊接接头性能的作用显著;而压焊时间对焊接接头性能的作用不显著。加热板温度、焊接压力和加热时间对焊接接头的性能有较大的影响。焊接接头的性能是在各个工艺参数的控制下焊接的一个综合结果,只有选择适度的焊接工艺参数,焊接接头才能获得最大的拉伸强度和冲击韧性
聚乙烯管材热熔对接焊性能评价方法进展 聚乙烯管材热熔对接焊性能评价方法进展
格式:pdf
大小:55KB
页数:4P
4.8
热熔对接焊是聚乙烯管材的一种常用焊接方式,焊接接头的性能关系到管道系统应用的安全性和使用寿命,因此焊接性能的评价是聚乙烯管道系统性能评价的重要组成部分。本文介绍了热熔焊接原理,综述了常用的对接焊接头性能评价方法及其应用,其中包括破坏性评价方法、非破坏性评价方法及长期性能评价方法等,还介绍了目前国内常用的对接焊接头的评价方法。
塑料压力管道热熔对接焊用加热板及其控制系统最新文档
聚乙烯管材热熔对接焊冲击性能的研究 聚乙烯管材热熔对接焊冲击性能的研究
格式:pdf
大小:337KB
页数:4P
4.4
应用仪器化冲击试验机对聚乙烯热熔对接焊的冲击性能进行了测试,并对几种实际焊接情况进行了分析。结果表明,冲击试验可以作为评价热熔焊接品质的有效方法;工程中应避免pe100、pe80与pe63的焊接;当被焊管材的标准尺寸比(sdr)不同时,焊接部位的冲击性能大幅度下降。
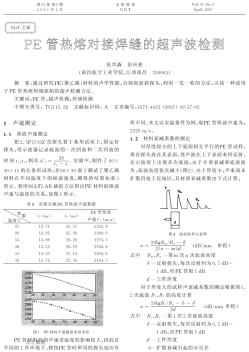
PE管热熔对接焊缝的超声波检测探讨 PE管热熔对接焊缝的超声波检测探讨
格式:pdf
大小:81KB
页数:2P
4.7
简要介绍了pe管热熔对接焊缝主要缺陷的类型及产生原因.分析了超声波检测技术在pe管热熔对接焊缝检测中的应用,提出了提升pe管热熔对接焊缝质量的措施。
燃气用聚乙烯管道热熔对接焊工艺参数优化的研究 燃气用聚乙烯管道热熔对接焊工艺参数优化的研究
格式:pdf
大小:155KB
页数:3P
4.6
聚乙烯管道因具有轻质、环保、寿命长、易施工、易成型、抗冲击性强、抗振性好和耐化学腐蚀性强等优点,故广泛应用于城市燃气输送行业。燃气用聚乙烯管道的焊接质量和焊接接头性能,不仅与管道和原材料本身的性能密切相关,还与焊接工艺参数息息相关。研究表明,加热板温度、焊接压力、吸热时间和冷却时间等工艺参数对焊接接头的性能有较大影响,而且与热熔焊接缺陷的产生密切相关。由于焊接接头的性能受相关工艺参数及焊接相关因素的影响,选择适宜的焊接工艺参数并有效控制焊接相关因素,才能获得最佳的焊接接头性能,从而提高聚乙烯燃气管道的焊接质量,维护城市公共安全。
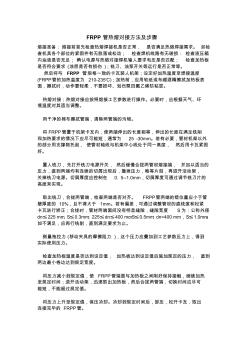
FRPP管热熔对接方法及步骤
格式:pdf
大小:12KB
页数:2P
4.4
frpp管热熔对接方法及步骤 熔接准备:熔接前首先检查热熔焊接机是否正常,是否满足热熔焊接需求。如检 查机具各个部位的紧固件有无脱落或松动;检查焊机线路有无破损:检查液压箱 内油液是否充足;确认电源与热熔对接焊机输人要求电压是否匹配;检查加热板 是否符合要求(涂层是否有损伤);铣刀、油泵开关等运行是否正常等。 然后将与frpp管规格一致的卡瓦装人机架;设定好加热温度至焊接温度 (frpp管的加热温度为210-235'c);加热前,应用软纸或布雌酒精擦拭加热板表 面,擦拭时,动作要轻柔,不要损坏、划伤聚四氟乙烯防粘层。 热熔对接:热熔对接应按照熔接工艺参数进行操作。必要时,应根据天气、环 境温度对其适当调整。 用干净的棉布擦拭管端,清除两管端的污物。 将frpp管置于机架卡瓦内,使两端伸出的长度相等,伸出的长度在满足铣削 和加热要求的情况下应尽可能短,通常为25
PE管热熔对接工艺参数及流程
格式:pdf
大小:12KB
页数:1P
4.6
pe管热熔对接工艺参数及流程 聚乙烯--pe(polyethylene)管道具有易施工,速度快,耐侵蚀,无污染,使用寿命长 等特点.pe管道连接主要有两种方法:热熔连接和电熔连接.目前主管道主要采用热熔连 接.热熔连接原理是将两根pe管道的配合面紧贴在加热工具上来加热其平整的端面直至 熔融,移走加热工具后,将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却, 使之成为一个整体. 热熔对接工艺 加热板温度指加热板表面温度,一般用外表温度计测量.丈量温度时,要考虑环境 温度的影响.设备已考虑的除外)热板温度既要保证管材端面迅速熔融,又要保证焊制管 件不因温度过高而发生降解. 焊接压力加压加热压力与熔融对接压力相当.作用是对管材进行强制加热,去掉管 材端面不平整的局部,使管材端面全部与加热板接触,均匀受热. 卷边高度卷边

PE管热熔对接施工实施方案
格式:pdf
大小:1.7MB
页数:10P
4.4
1/10 pe管热熔对接施工实施方案 2/10 ————————————————————————————————作者: ————————————————————————————————日期: 个人收集整理,勿做商业用途 3/10 pe管热熔对接施工方案 金寨县燕子河镇自来水厂供水工程,共需埋设pe输水、配水管道4 300米,管径dn315。本工程把对pe管的热熔对接作为特殊施工 过程,为保证pe管道施工质量和进度特指定本施工方案。 一、热熔对接机设备简介: 本工程pe管热熔对接设备采用drj—315热熔焊机,drj—3 15热熔焊机由夹具、铣刀、加热板、电动控制部分和液压系统组成。 其采用电动铣削,液压驱动,整体结构为“分体”式,加热板由温度表 直接显示温度,加热板表面有不粘涂层,电动机带动液压泵,系统的 各种压力直接由调压阀手动调节

PE管热熔对接机日常维护与保养
格式:pdf
大小:10KB
页数:1P
4.4
热熔对接机日常维护与保养 1.焊机应安放在干燥、无腐蚀性气体场所。须平稳放置,特别是控制装置不允许竖放、倒放、侧放。 2.严禁焊机与其它物件混杂堆放及撞击,焊机各主要部件外观不能有明显损伤。 3.机架上的导杆外露表面应清洁、无锈蚀。 4.定期检查油箱的液压油量及油质,当油量不足时应及时补足,油变质应及时更换(推荐使用 32号液压油)。 5.常检查液压系统有无外泄漏(滴油、漏油)。如有发现应及时修理,否则将影响焊接质量并 污染环境。 6.不要让液压快速接头粘上尘土。脏的接头将污染液压油,从而损坏液压元器件。 7.定期检查电气系统的安全性,特别是要求接地良好,以确保焊工安全。 8.检查加热板表面,不粘涂层应无划伤等现象,如有涂层损坏严重应及时更换加热板,否则将影 响焊接质量。 9.控制装置是不防水的,使用时应严禁进水,尤其是潮湿、阴雨天气。 10.本控制箱为精密电子产品,切勿进水。
PE管热熔对接施工技术 PE管热熔对接施工技术
格式:pdf
大小:410KB
页数:3P
4.4
论述了pe管热熔对接施工技术的特点和难点;介绍了pe管热熔对接施工技术工艺流程、工艺参数和焊接的关键阶段,供同类pe管热熔对接施工技术施工时参考。

热熔对接连接操作规范
格式:pdf
大小:777KB
页数:3P
4.6
1 热熔对接连接操作规范 一、热熔对接焊原理 对接焊原理是将两个平整地端面紧贴在加热板上,加热直到熔融,移走加热板,将两个熔融的端面靠 在一起,在压力作用下保持一段时间,然后让接头冷却。 热熔焊接常用于较大直径管的连接,一般大于63㎜,将一定温度的加热板放在对好的两管或管件之 间加热一定的时间,抽掉加热板,将要焊的两端在一定压力下迅速对接在一起并保压一定时间冷却,即可 形成一个强度高于管材本体强度的接口。 二、热熔对接焊机: 热熔对接焊机是通过加热管材(或管件)端面,使被加热的两端面熔化,迅速将其贴合,并保有一定 的压力冷却,从而达到熔接目的的专用设备。 港华辉信全自动热熔焊机无锡八达热熔焊机 图1热熔焊机外观图 热熔对接焊机一般用于连接外径大于63mm,具有相同熔质指数的管材或管件,同时具备相同的sdr 值,不同制造商的焊接参数不尽相同,用户必须严格执行。 热熔对接焊

塑料压力管道热熔对接焊用加热板及其控制系统相关
文辑推荐
知识推荐
百科推荐


职位:资深消防设计师
擅长专业:土建 安装 装饰 市政 园林


