

塑料门窗三点直线布置热熔焊接机的设计与研究
格式:pdf
大小:354KB
页数:4P
人气 :70
 4.6
4.6
为促进塑料门窗优质高产、全面普及,基于全新原理设计出新型三点直线布置热熔焊接机。提出了总体设计方案,研究了定位夹紧原理和关键工步实现方法,详细阐述了关键机械部件设计方法,最后介绍了气缸选型计算及工作压力确定。解决了研发过程中的关键技术问题,提高了机器的自动化水平和可靠性。



 塑料门窗三位热熔焊接机气动系统设计研究
塑料门窗三位热熔焊接机气动系统设计研究 塑料门窗三位热熔焊接机气动系统设计研究
为提高塑料门窗焊接设备生产效率和焊接质量,设计新型三位热熔焊接机的气动系统.文中阐述了机构运动设计方案,包括焊接工序过程和机构运动原理;进行了多气缸多往复气动设计,包括工作程序设计、x-d线图及气控逻辑原理设计及气动系统回路设计等.解决了三工位同步焊接、自动定位夹紧、全自动过程控制等技术,该机适用于塑料门窗焊接工序.
全自动塑料管材热熔焊接机控制器的设计 全自动塑料管材热熔焊接机控制器的设计
本课题针对国内目前尚无全自动的塑料管热熔焊接机的情况,采用高性能的arm7控制器及嵌入式操作系统uc/osii,实现焊接过程的全自动化;该设备实现了大容量焊接数据存储,记录打印,usb转存等功能;论文提出了pe管材热焊接的工艺管理概念,将推动国内相关标准的制定。
编辑推荐下载
 全自动塑料管材热熔焊接机控制器的设计
全自动塑料管材热熔焊接机控制器的设计 全自动塑料管材热熔焊接机控制器的设计
格式:pdf
大小:151KB
页数:2P
4.6
本文针对国内目前尚无全自动的塑料管热熔焊接机的情况,采用高性能的arm7控制器及嵌入式操作系统uc/osii,实现焊接过程的全自动化;该设备实现了大容量焊接数据存储,记录打印,usb转存等功能,提出了pe管材热焊接的工艺管理概念,将推动国内相关标准的制定。
塑料门窗三点直线布置热熔焊接机设计与热门文档
塑料门窗焊接机的性能特点与使用维护 塑料门窗焊接机的性能特点与使用维护
格式:pdf
大小:42KB
页数:6P
4.7
本文介绍了塑料门窗焊接机的构造、焊接原理、性能、特点,分析了塑料门窗焊接机的使用与维护方法及常见的故障类型、排除措施,为塑料门窗焊接设备的选用、使用、维护提供参考。

热熔焊接机安全操作规程模板
格式:pdf
大小:183KB
页数:5P
4.3
工作行为规范系列 热熔焊接机安全操作规程 (标准、完整、实用、可修改) gl实用范本|documenttemplate 第2页/共5页 编号:fs-qg-11463 热熔焊接机安全操作规程 hotmeltweldingmachinesafetyoperationregulations 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可 循,提高工作效率和责任感、归属感,特此编写。 一、目的: 为了正确使用热板式塑胶焊接机,了解本机安全注意事 项,规范操作步骤,提高产品品质,确保人 身安全,延长机器使用寿命,特制定本操作规程。 二、操作步骤: 1、连接0.6mpa气源,顺时针方向转动调压器,使压力 表指示为0.3-0.4mpa,此时上模座将缓缓上升 至起始位置,然后继续增至0.6mpa。 2、连接电源,打开电控箱内的空气开关,参照

pe管热熔焊接
格式:pdf
大小:814KB
页数:13P
4.6
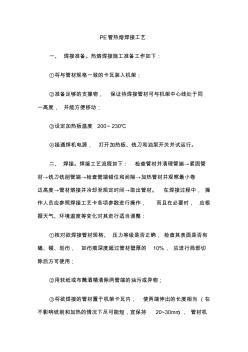
pe管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯——pe(polyethylene)管道 的应用日渐广泛,目前该产品已广泛应用于燃气、天然气、供水等领域。 pe管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长等特点。pe管 道连接主要有两种方法:热熔连接和电熔连接。目前主管道主要采用热熔连接。 热熔连接原理是将两根pe管道的配合面紧贴在加热工具上来加热其平整的端面 直至熔融,移走加热工具后,将两个熔融的端面紧靠在一起,在压力的作用下 保持到接头冷却,使之成为一个整体。 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方 便移动; ③设定加热板温度200~230℃(本数据以杭州东雷机械厂供应的焊机为参考, 具体温度以厂家提供的数据为准); ④接
热熔焊接
格式:pdf
大小:251KB
页数:37P
4.6
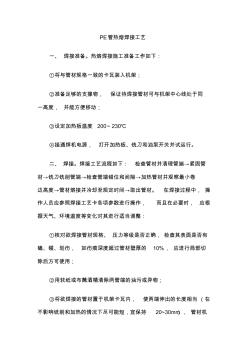
pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架卡瓦内,使两端伸
热熔焊接 (2)
格式:pdf
大小:263KB
页数:38P
4.7
精品 感谢下载载 pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架
塑料门窗三点直线布置热熔焊接机设计与精华文档
pe管热熔焊接
格式:pdf
大小:517KB
页数:11P
4.6
pe管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯——pe(polyethylene)管道的应用日渐广泛, 目前该产品已广泛应用于燃气、天然气、供水等领域。 pe管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长等特点。pe管道连接主要有两种 方法:热熔连接和电熔连接。目前主管道主要采用热熔连接。热熔连接原理是将两根pe管道的配 合面紧贴在加热工具上来加热其平整的端面直至熔融,移走加热工具后,将两个熔融的端面紧靠 在一起,在压力的作用下保持到接头冷却,使之成为一个整体。 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动; ③设定加热板温度200~230℃(本数据以杭州东雷机械厂供应的焊机为参考,具体温度以厂家 提供的数据为准); ④接通
热熔焊接 (3)
格式:pdf
大小:57KB
页数:10P
4.5
pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架卡瓦内,使两端伸
热熔焊接
格式:pdf
大小:253KB
页数:37P
4.5
pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架卡瓦内,使两端伸
塑料管道的热熔焊接设备 塑料管道的热熔焊接设备
格式:pdf
大小:224KB
页数:未知
4.5
由于聚丙烯塑料管道作为新型建筑材料取而代之镀锌铁管的来势快,幅度大,涉及的点多面广,因此,相当一部分操作人员对热熔焊接技术比较陌生或者操作人员的操作技术参差不齐,以至于频频出现聚丙烯塑料管道连接处的管路在给水承压的情况下漏水、渗漏、破裂、脱落的事故,给用户带来极大的隐患和不便。因此塑料管道的热熔技术和热熔焊
塑料门窗三点直线布置热熔焊接机设计与最新文档
塑料门窗 (2)
格式:pdf
大小:5KB
页数:2P
4.4
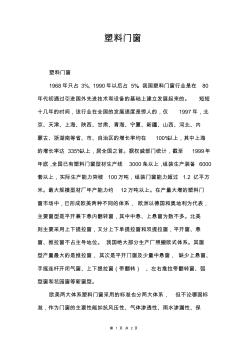
第1页共2页 塑料门窗 特征码标签特征码] 塑料门窗 1968年只占3%,1990年以后占5%。我国塑料门窗行业是在80 年代初通过引进国外先进技术和设备的基础上建立发展起来的。短短 十几年的时间,该行业在全国的发展速度是惊人的,仅1997年,北 京、天津、上海、陕西、甘肃、青海、宁厦、新疆、山西、河北、内 蒙古、浙湖南等省、市、自治区的增长率均在100%以上,其中上海 的增长率达335%以上,居全国之首。据权威部门统计,截至1999年 年底,全国已有塑料门窗型材生产线3000条以上,组装生产装备6000 套以上,实际生产能力突破100万吨,组装门窗能力超过1.2亿平方 米。最大规模型材厂年产能力约12万吨以上。在产量大增的塑料门 窗市场中,已形成欧美两种不同的体系,欧洲以德国和奥地利为代表, 主要窗型是平开兼下悬内翻转窗,其中中悬、上悬窗
塑料门窗
格式:pdf
大小:19KB
页数:4P
4.5
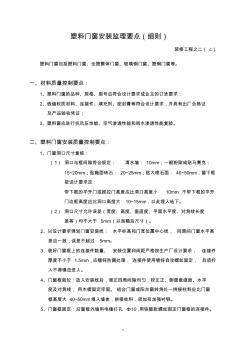
1 塑料门窗安装监理要点(细则) 装修工程之二(c) 塑料门窗包括塑料门窗、全塑整体门窗、玻璃钢门窗、塑钢门窗等。 一、材料质量控制要点: 1、塑料门窗的品种、规格、型号应符合设计要求或业主的订货要求; 2、嵌缝软质材料、连接件、填充剂、密封膏等符合设计要求,并具有出厂合格证 及产品验收凭证; 3、塑料窗应进行抗风压性能、空气渗透性能和雨水渗透性能复验。 二、塑料门窗安装质量控制要点: 1、门窗洞口尺寸复核: (1)洞口与框间隙符合规定:清水墙:10mm;一般粉刷或贴马赛克: 15~20mm;贴釉面砖石:20~25mm;贴大理石面:40~50mm,窗下框 按设计要求定: 带下框的平开门或推拉门高度应比洞口高度小10mm,不带下框的平开 门边框高度应比洞口高度大10~15mm,以此埋入地下。 (2)洞口尺寸允许误差(宽度、高度、垂直度、平面水平度、对角线长度 差等)均不大
塑料门窗
格式:pdf
大小:5KB
页数:2P
4.4
第1页共2页 塑料门窗 特征码标签特征码] 塑料门窗 1968年只占3%,1990年以后占5%。我国塑料门窗行业是在80 年代初通过引进国外先进技术和设备的基础上建立发展起来的。短短 十几年的时间,该行业在全国的发展速度是惊人的,仅1997年,北 京、天津、上海、陕西、甘肃、青海、宁厦、新疆、山西、河北、内 蒙古、浙湖南等省、市、自治区的增长率均在100%以上,其中上海 的增长率达335%以上,居全国之首。据权威部门统计,截至1999年 年底,全国已有塑料门窗型材生产线3000条以上,组装生产装备6000 套以上,实际生产能力突破100万吨,组装门窗能力超过1.2亿平方 米。最大规模型材厂年产能力约12万吨以上。在产量大增的塑料门 窗市场中,已形成欧美两种不同的体系,欧洲以德国和奥地利为代表, 主要窗型是平开兼下悬内翻转窗,其中中悬、上悬窗

橡胶止水带热熔焊接机的使用方法
格式:pdf
大小:991KB
页数:7P
4.3
橡胶止水带热熔焊接机是采用抽板式结构和电加热的方法,把加热板的热量传递给上下 塑料加热件的熔接面。使上下两片加热后熔合固化成为一体。整机为框架形式,由上模板、 下模板、热模板三大块板组成,适合塑料和橡胶的热熔压接,金属和塑胶的背胶热压接,比 如橡胶止水带,土工膜等。 橡胶止水带热熔焊接机控制方式可分为手动和自动两种控制,手动为单件动作,主要用 于机构和模具的调试,手动调试好以后,生产时调整到自动。自动控制系统采用可编程控制 器(plc)和触模屏人机界面来控制,各气缸运动为气压推动,操作简便、性能可靠、尺寸 紧凑,提高生产效率和质量。所有聚乙烯管道的连接接头必须用电熔或热熔的连接方法,不 得使用机械连接方法,热熔连接的接头比管道自身的强度要大些。接头或连接件都是塑料材 质,不存在腐蚀问题。管道连接方法的选取取决于管道制造商的要求和推荐说明,和现场施 工人员所掌握
PE管热熔焊接工艺 (2)
格式:pdf
大小:145KB
页数:5P
4.5
pe管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯——pe (polyethylene)管道的应用日渐广泛,目前该产品已广泛应用于燃 气、天然气、供水等领域。 pe管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长 等特点。pe管道连接主要有两种方法:热熔连接和电熔连接。目前 主管道主要采用热熔连接。热熔连接原理是将两根pe管道的配合面 紧贴在加热工具上来加热其平整的端面直至熔融,移走加热工具后, 将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却, 使之成为一个整体。 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃(本数据以杭州环众焊机为参 考,具体温度以厂家提供的数据为准); ④接通焊机电源,
PE管热熔焊接工艺标准
格式:pdf
大小:338KB
页数:31P
4.6
-* pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架卡瓦内,使两

PE管热熔焊接记录
格式:pdf
大小:52KB
页数:3P
4.8
pe管热熔焊接记录 工程名称:华邦公司梁平曲水乡--石安镇燃气管道输配工程 焊机型号:shd250生产厂家: 母材材质 sdr11 pe100生产厂家生产日期2010.11气候条件: 焊接 编号 焊工代号 管件名 称及规 格 焊接压力 (kgf/cm 2) 拖动压力 (kgf/cm 2) 加热板 温度 (℃) 卷边高 度(mm) 吸热时间 (s) 切换时间 (s) 增压时 间(s) 冷却压力 (mp) 冷却时间 (min)焊接日期备注 1ts6jgdsa0241de9012.710.22333.085311.82732011.06.23 2ts6jgdsa0241de9012.510.12333.085311.62732011.06.23 3ts6jgdsa0241de9016.710.3
塑料门窗三点直线布置热熔焊接机设计与相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计助理
擅长专业:土建 安装 装饰 市政 园林


