

手工电弧焊板对接仰焊单面焊双面成形焊接指导书
格式:pdf
大小:71KB
页数:4P
人气 :89
 4.6
4.6
SMAW-FeII-4G-12-Fef3J 焊接指导书 焊评报告编号: Hpk-Ⅱ -SMAW-4G 焊接方法:手工电弧焊 接头形式:板对接接头 焊接位置:仰焊 试件材质: Q345R( 16MnR) 试件规格: 300×100×12mm 焊条型号: E5015 焊条规格( mm):Φ3.2 Φ2.5 电流种类及极性:直流正接法(打底焊) 直流反接法(填充、盖面焊) 1. 坡口形式: V 形坡口 60°± 5° 钝边: 0 mm 2.焊前准备: 将试件坡口进行修磨确保在坡口两侧 20 ㎜处无水、油、锈等杂质 ,露出金属光泽。焊 条使用前需烘干,加温 350℃,保温 2 小时。 3.组对示意图 : 预留反变形: 3° -4° 装配间隙: 3.2-4.0mm 错边量:≤ 1 mm 点固位置:试板焊缝两端 点固焊长度: 10mm 4.主要焊接参数: 焊道分布 焊接层次 焊接电流 /A



手工电弧焊单面焊双面成形技术
手工电弧焊单面焊双面成形技术 单面焊双面成形操作技术是采用普通焊条,以特殊的操作方法, 在坡口的正面进行焊接,焊后保证坡口正反两面都能得到双面成形焊 缝的一种操作方法。它是一项在压力管道和锅炉压力容器焊接中,焊 工必须掌握的操作技术,其方法主要有断弧焊法和连弧焊法。 基本操作 1.引弧应在焊缝中,要做到一“引”便“着”,一“落”便“准”。 由于电缆及焊钳对手腕存在一个重力矩,焊工手持焊钳不易稳定,因 此引弧时焊工要蹲稳,手臂要用力持钳,手腕微微用力做点划动作。 另外,焊工心情要放松,紧张则僵硬,僵硬则动作机械而抖动大, 极易产生“粘住”和“拉熄”现象。练习时,从摩擦法开始,逐渐缩 短摩擦距离及焊条头与工作面的距离。轻落轻起,克服惯性,快慢适 中,使焊钳运动轨迹逐渐达到近似垂直的效果。 2.要懂得焊条在空间三个方面均有运动,向熔池方向递 进要与熔化速度相一
手工电弧焊单面焊接双面成形操作技术
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
编辑推荐下载

手工电弧焊焊接作业指导书
格式:pdf
大小:77KB
页数:3P
4.4
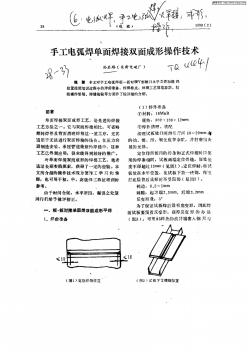
重庆伊士顿电梯有限责任公司工艺文件 文件编号:gy7001-001 版号:a/0 标题:手工电弧焊焊接作业指导书(wps)编制:审核:批准: 前言 焊接在电梯制造、安装的过程中始终扮演着非常重要的连接加工手段,而影响其质量的因数又相当复杂难于控 制质量。 ——为保证手弧焊的焊接质量,特制定《伊士顿电梯有限公司焊接作业指导书》适用用于本公司焊接工艺指导。 焊接基本要求 人员要求:焊工必须经过焊接理论学习和实际培训,经考核并取得相应合格证书,并熟悉本公司焊接设备性能, 熟练掌握焊接技术,方可从事本公司焊接工作。 设备要求:公司内使用任何设备,都必须符合国家相关要求,并取得相关有效证书。 焊条、焊丝的存储、使用,必须按照国家相关规定进行,并分类保管,注意防尘、防潮、防挤压。 手弧焊焊接作业指导 使用范围: 母材:炭钢q235; 焊接类型:手弧焊; 焊条:达到国家相关要求的低
 板材对接单面焊双面成形焊接中成形缺陷研究
板材对接单面焊双面成形焊接中成形缺陷研究 板材对接单面焊双面成形焊接中成形缺陷研究
格式:pdf
大小:88KB
页数:1P
4.6
单面焊双面成形焊技术是指在焊件坡口的正面进行施焊,而焊接后坡口的正面和反面都形成焊缝,均匀美观、成形良好且表面和内在质量均符合要求的焊接工艺。相对于双面焊,单面焊双面成形工艺改善了焊接条件,极大地提高了焊接的效率。本文主要对板材对接单面焊双面成形焊接工艺中成形缺陷的现象、原因进行分析,并提出保障焊接质量与成形的对策。
手工电弧焊板对接仰焊单面焊双面成形焊接指导书热门文档
焊条电弧焊单面焊双面成形经验总结 焊条电弧焊单面焊双面成形经验总结
格式:pdf
大小:106KB
页数:1P
4.5
焊条电弧焊单面焊双面成形技术在非标准结构件和小直径容器等的焊接安装过程中具有重要的应用价值。如果在焊接过程中不能够处理好材料、设备、工艺及操作等因素,会造成焊缝结果达不到预期的质量等后果,导致被加工设备出现安全隐患。在焊接过程中应该重点注意以下三点:一是打底层施焊应力求焊缝金属饱满且缺陷尽可能少。二是填充层施焊时,要充分利用电弧自身吹力清除打底层焊缝表面缺陷,并根据焊件厚度确定施焊道数,保证合适的焊缝高度,有利盖面层焊接。三是盖面层焊缝应力求美观。另外,在对被加工金属件进行焊接之前,需要首先确认电焊机的稳定性和引弧性是否处于最优状态,保证电焊机的工艺参数能够灵活的调节。在电源的选择方面也应该以直流电源为主,降低断弧率。

手工焊条电弧焊单面焊双面成形新工艺
格式:pdf
大小:28KB
页数:3P
4.7
手工焊条电弧焊单面焊双面成形新工艺 山东沂水县大成职业技术学校王庆祥 [摘要]本文着重介绍了板状试件单面焊双面成形新型焊接工艺、焊接规范、施焊要点以及必要 的试验数据等。 [关键词]手工焊条电弧焊;单面焊双面成形;新型焊接工艺 在原来手工焊条电弧焊单面焊双面成形基础上,本文对焊接工艺进行了改进,着重介绍了新型焊接 工艺的板状试件立焊位置操作方法,更适合于焊接技能大比武时采用和工作生产中运用。 1工艺特点 把以往传统的碱性焊条连弧多层焊,通过新型工艺的改进,采用大电流灭弧焊两层焊接完成,即打 底层和盖面层,运用这种工艺的好处在于它能很好地控制熔池的尺寸及温度,不容易出现焊瘤、咬 边等缺陷。操作时技巧很关键,不能像传统工艺那样把熔池铁水往背面压,强制成形,要改为让铁 水自动淌到背面,焊条做水平摆动运条。焊工可以依据熔孔的大小来控制焊接速度和摆动,易保证

手工电弧焊接作业指导书
格式:pdf
大小:10KB
页数:5P
4.7
手工电弧焊接作业指导书 1.焊接材料的选择 选配焊接材料时,尽可能使焊缝金属与焊件的基体金属性能相接近。焊前对焊件和焊接材料 要做好试验和检验。选用焊条可参见下表 2.装配组对 一般管道的坡口加工和组对间隙见下表 坡口形状和组对尺寸是决定焊缝截面的形状、焊缝质量优劣的一个关键因素。 如果坡口角度小,钝边厚,对口间隙太小,则使运条动作不便,熔深浅,焊缝根部焊不透。 如果坡口角度大,钝边薄,组对间隙大,容易使焊缝根部烧穿。 管道焊口两侧,焊前应将油脂污锈清理干净,坡口加工若采用气体切割,则应将剩留的氧化 皮渣去除,直到具有金属光泽的表面为止。 管道焊组对时,为使被焊两管的中心轴线保证在一条直线上,装配时应采用各种专门的卡具、 胎具和推撑器等。 3.管道的转动焊接(管子水平放置) (1)对口及点焊 要求坡口端面的不平齐度小于0.5mm,焊口拼装错口不得大于1mm,对口处的弯曲度不得大 于
碱性焊条电弧焊仰板单面焊双面成形的技术和窍门 碱性焊条电弧焊仰板单面焊双面成形的技术和窍门
格式:pdf
大小:90KB
页数:未知
4.7
仰焊是平板对接焊4种位置中最难焊接的位置。如果操作不当,易造成焊缝正面产生焊瘤或高低差大,背面易产生凹陷。仰焊位焊接经常作为焊工比赛的必考项目,建议选手根据评分标准要求,进行
碱性焊条电弧焊仰板单面焊双面成形的技术和窍门
格式:pdf
大小:71KB
页数:2P
4.7
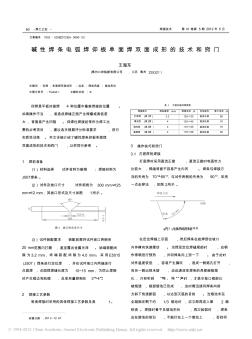
焊接技术第41卷第5期2012年5月 仰焊是平板对接焊4种位置中最难焊接的位置。 如果操作不当,易造成焊缝正面产生焊瘤或高低差 大,背面易产生凹陷。仰焊位焊接经常作为焊工比 赛的必考项目,建议选手根据评分标准要求,进行 实质性训练。本文详细介绍了碱性焊条仰板单面焊 双面成形的技术和窍门,以供同行参考。 1焊前准备 (1)材料选择试件材料为碳钢;焊接材料为 j507焊条。 (2)试件及坡口尺寸试件规格为300mm×125 mm×12mm,其坡口形式及尺寸如图1所示。 (3)试件装配要求装配前需将试件坡口两侧各 20mm范围内打磨,直至露出金属光泽。始端装配间 隙为3.2mm,终端装配间隙为4.0mm。采用e5015 (j507)焊条进行定位焊,并在试件坡口内两端进行 点固焊,点固焊焊缝长度为10~15mm,为
手工电弧焊板对接仰焊单面焊双面成形焊接指导书精华文档
管道焊接中手工钨极氩弧焊(TIG)单面焊双面成形技术
格式:pdf
大小:101KB
页数:2P
3
管道焊接中手工钨极氩弧焊(tig)单面焊双面成形技术——压力管道手工电弧焊接中焊道背面易出现缺陷,且管道中的焊渣无法及时清理干净,用手工 tig焊的方法成功的解决了这一问题。

钢结构手工电弧焊焊接
格式:doc
大小:53KB
页数:4P
4.5
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件
钢结构手工电弧焊焊接
格式:pdf
大小:10KB
页数:6P
4.5
钢结构手工电弧焊焊接 1.1本标准仅适用于本工程次钢构制作与安装手工电弧焊焊接。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;按说明书的 要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混 杂使用。 2.1.2主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、钢丝刷、等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合格证有效期限,应证明焊工所能承担 的焊接工作。 2.2.3现场供电应符合焊接用电要求。 2.2.4环境温度低于0℃,对预热,后热温度应根据工艺试验确 定。 3.1工艺流程 作业准备→电弧焊接(平焊、立焊、横焊、仰焊)

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
手工电弧焊焊接工艺标准
格式:pdf
大小:42KB
页数:7P
4.6
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
手工电弧焊板对接仰焊单面焊双面成形焊接指导书最新文档
钢结构手工电弧焊焊接
格式:pdf
大小:37KB
页数:7P
4.8
钢结构手工电弧焊焊接 1.1本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安 装手工电弧焊焊接工程。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应 与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合
手工电弧焊焊接工艺
格式:pdf
大小:85KB
页数:10P
4.6
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用

手工电弧焊焊接工艺规程
格式:pdf
大小:10KB
页数:5P
4.8
手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3

手工电弧焊焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.5
sws 上海外高桥造船有限公司企业标准 q/sws42-022-2003 手工电弧焊焊接工艺规范 2003-04-25发布2003-05-10实施 上海外高桥造船有限公司发布 前言 本规范为公司新编制企业标准。是根据公司的生产实际经验并参照有关船厂企业标准编 制而成。 本规范代替g16-sws005《船体手工电弧焊通用工艺》。 本规范发布时,g16-sws005《船体手工电弧焊通用工艺》同时作废。 本规范由上海外高桥造船有限公司提出; 本规范由设计部归口。 本规范起草部门:设计部。 本规范主要起草(编制):陈国权 标检:徐玉珍 审核:孙嘉钧 本规范由总工程师南大庆批准。 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和
焊接(手工电弧焊)技术交底
格式:pdf
大小:42KB
页数:3P
4.4
技术交底记录 编号:表12-1 工程名称30万吨/年芳烃抽提装置土建工程施工部位手工电弧焊 施工图号104-820a-062施工班组焊工班日期2005年4月2日 内容: 1本道工序的设计要求 本分项施工的部位为30万吨/年芳烃抽提装置有电弧焊的地方,为本交底适用于钢筋及埋件手工电弧焊。 2上道工序的验收标准: 2.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂合格证书及复检报告单。 2.2钢材:预埋件的钢材不得有裂缝、锈蚀、变形,其截面尺寸和机械性能应符合设计要求。 2.3焊条:焊条的牌号应符合设计规定。如无设计规定时,应符合以下要求: 2.3.1药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.3.2焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 2.3.3焊条必须根据焊条说明书的要求烘干后才能使
钢筋手工电弧焊焊接
格式:pdf
大小:31KB
页数:5P
4.6
钢筋手工电弧焊 1范围 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口 钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。预埋件的锚爪应 用ⅰ、ⅱ级钢筋。钢筋应无老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应 符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表1的要求,焊条 质量应符合以下要求: 钢筋电弧焊使用的焊条牌号表1 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e5503 4ⅰ、ⅱ级与钢板焊接e4303 注:不含
钢结构手工电弧焊焊接 (2)
格式:pdf
大小:32KB
页数:4P
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧 焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊 前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235 钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构 钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙 后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相 同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条 烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件

手工电弧焊焊接工艺规范
格式:pdf
大小:95KB
页数:8P
4.4
船舶制造焊接工艺规范 阜宁县阜城才林船舶保养厂 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材, 结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a36 2ya32a36d32d36 3ya32a36d32d36e32
解析12—手工电弧焊作业指导书
格式:pdf
大小:32KB
页数:7P
4.3
qb/ht-07-14 山东华通石化工程建设有限公司企业标准 焊条电弧焊作业指导书 编制:杨洪贵 审核:张彬 批准:滑道斌 发放单位:质量部 接收单位: 接收人: 2006年3月1日发布2006年4月1日实施 手工电弧焊作业指导书 1适用范围 根据公司施工的实际情况,焊接材料有a3,20#和16mn。焊条可根据材料选用e4303、 e5015及同类型焊条. 2材料a3、20#,焊条e4303的作业指导书 2.1根据焊接材料选用焊条,应根据钢材的化学成分,耐腐蚀性能,焊接性能及焊接条件进行 综合考虑,还应保证焊缝金属机械性能不低于母材的机械性能。 2.2选用优良的焊接设备是保证获得优质焊接接头的主要因素。电弧能否稳定燃烧,可以灵活 的调节电流的范围。有良好的机动特性,适应的空载电压和陡降的外特性。焊机型号 zx1—330
 手工电弧焊作业指导书
手工电弧焊作业指导书 手工电弧焊作业指导书
格式:docx
大小:31KB
页数:未知
3
手工电弧焊作业指导书——1.目的:通过对手工电弧焊焊接作业施工质量的有效控制,保证压力管道的施工质量。 2.适用范围:本公司压力管道的手工电弧焊焊接作业。 3.职责 3.1手工电弧焊焊接作业由焊接质量控制责任工程师主控。 3.2焊工:必...
手工电弧焊板对接仰焊单面焊双面成形焊接指导书相关
文辑推荐
知识推荐
百科推荐


职位:市政专业施工员
擅长专业:土建 安装 装饰 市政 园林


