

四川-钢筋焊接(对焊)质量验收记录SG-T103
格式:pdf
大小:19KB
页数:3P
人气 :76
 4.5
4.5
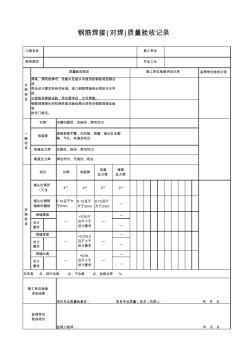
SG—T103 钢筋焊接(对焊)质量验收记录 工程名称 施工单位 验收部位 专业工长 主 控 项 目 质 量 验 收 规 范 的 规 定 施工单位检查评定记录 监理(建设) 单位验收记录 焊条、焊剂的牌号、性能以及接头中使用的钢板和 型钢必须符合设计要求和有关标准。 进口钢筋焊接前必 须进行化学成分检验和焊接试验,符合设计要求时,方 可焊接 钢筋焊接接头的机械性能试验结果必须符合钢筋 焊接及验收的专门规定 一 般 项 目 对焊 无横向裂纹,无烧伤,焊包均匀 电弧焊 焊接表面平整,无凹陷、焊瘤,接头处 无裂皱、气孔、夹渣及咬边 电渣压力焊 无裂纹、烧伤,焊包均匀 埋弧压力焊 焊包均匀,无烧伤、咬边 施工单位检查 评定结果 项目专业质量检查员: 项目专业质量(技术)负责人: 年 月 日 监理(建设)单位 验收结论 监理工程师(建设单位项目技术负责人) : 年 月 日 注: 1。本表由施工项目



SG-T103钢筋焊接(对焊)质量验收记录
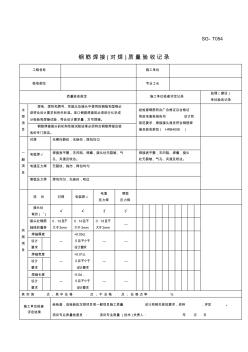
监理单位验收记录 电弧焊 电渣 压力焊 埋弧 压力焊 4°3°3° 0.1d且不 大于2mm 0.1d且不 大于2mm — — 设计 要求 — — 设计 要求 — — 设计 要求 — +0.01d,0 且不小于 设计要求 — +0.5d, 且不小于 设计要求 — 工程名称施工单位 专业工长 钢筋焊接(对焊)质量验收记录 +0.5d,0 且不小于 设计要求 — 共实测点,其中合格点,不合格点,合格点率% 施工单位检查 评定结果 项目专业质量检查员:项目专业质量(技术)负责人:年月日 监理单位 验收结论 监理工程师:年月日

XZSG-T103钢筋焊接(对焊)质量验收记录
xzsg-t103 钢筋焊接(对焊)质量验收记录 工程名称施工单位 验收部位专业工长 主 控 项 目 质量验收规定施工单位检查评定记录 监理(建设)单位 验收记录 焊条、焊剂的牌号、性能以及接头中使用的钢板和型钢 必须符合设计要求和有关标准。进口钢筋焊接前必须进行化 学成分检验和焊接试验,符合设计要求时,方可焊接。 钢筋焊接接头的机械性能试验结果必须符合钢筋焊接及 验收的专门规定。 一 般 项 目 对焊无横向裂纹、无烧伤、焊包均匀 电弧焊 焊接表面平整、无凹陷、焊瘤,接头处无裂皱、 气孔、夹渣及咬边 电渣压力焊无裂纹、烧伤、焊包均匀 埋弧压力焊焊包均匀,无烧伤、咬边 实 测 项 目 项目对焊电弧焊 电渣 压力焊 埋弧 压力焊 实测值(mm) 接头处 弯折(°) 4°4°3°3° 接头处钢筋 轴线的偏移 0.1d且不 大于2mm 0.1d且不 大于3
编辑推荐下载
钢筋焊接对焊质量验收记录SGT
格式:pdf
大小:99KB
页数:5P
4.3
sg-t054 钢筋焊接(对焊)质量验收记录 工程名称施工单位 验收部位专业工长 质量验收规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必 须符合设计要求和有关标准。进口钢筋焊接前必须进行化学成 分检验和焊接试验,符合设计要求量,方可焊接。 经检查钢筋有出厂合格证且合格证 和进场复检报告均设计和 规范要求,焊接接头报告符合钢筋焊 接及验收规范(hrb400e) 钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验 收的专门规定。 一 般 项 目 对焊无横向裂纹,无烧伤,焊包均匀 电弧焊√焊接表平整,无凹陷、焊瘤,接头处无裂皱、气 孔、夹渣及咬边。 焊接表平整,无凹陷、焊瘤,接头 处无裂皱、气孔、夹渣及咬边。 电渣压力焊无裂纹、烧伤,焊包均匀 埋弧压力焊焊包均匀,无烧伤,咬边 实 测 项

钢筋焊接(对焊)质量验收记录
格式:pdf
大小:497KB
页数:27P
4.5
sg-t054(原sg-t103) 钢筋焊接(对焊)质量验收记录 工程名称施工单位 验收部位专业工长 质量验收规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 焊条、焊剂的牌号,性能以及接头中使用的钢板和型钢 必须符合设计要求和有关标准。进口钢筋焊接前必须进行 化学成分检验和焊接试验,符合设计要求时,方可焊接 钢筋焊接接头的机械性能试验结果必须符合钢筋焊接 及验收的专门规定 一 般 项 目 对焊无横向裂纹,无烧伤,焊包均匀 电弧焊 焊接表面平整,无凹陷、焊瘤,接头处无 裂皱、气孔、夹渣及咬边 电渣压力焊无裂纹、烧伤,焊包均匀 埋弧压力焊焊包均匀,无烧伤、咬边 实 测 项 目 项目对焊电弧焊 电渣 压力焊 埋弧 压力焊 接头处 弯折(°) 4°4°3°3° 接头处钢筋 轴线的偏移 0.1d且不大 于2mm 0.1d且不 大于3mm
四川-钢筋焊接(对焊)质量验收记录SG-T103热门文档

 钢筋焊接(对焊)质量验收记录
钢筋焊接(对焊)质量验收记录 钢筋焊接(对焊)质量验收记录
格式:docx
大小:18KB
页数:未知
3
钢筋焊接(对焊)质量验收记录——五、本表的主控项目中: 1.焊条、焊剂的牌号、性能以及接头中使用的钢板和型钢必须符合设计要求和有关标准。进口钢筋焊接前必须进行化学成分检验和焊接试验,符合设计要求时,方可焊接。检查方法:检查进场验收记录和施工...

钢筋焊接(对焊)质量验收记录
格式:pdf
大小:494KB
页数:26P
4.6
sg-t054(原sg-t103) 钢筋焊接(对焊)质量验收记录 工程名称施工单位 验收部位专业工长 质量验收规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 焊条、焊剂的牌号,性能以及接头中使用的钢板和型钢 必须符合设计要求和有关标准。进口钢筋焊接前必须进行 化学成分检验和焊接试验,符合设计要求时,方可焊接 钢筋焊接接头的机械性能试验结果必须符合钢筋焊接 及验收的专门规定 一 般 项 目 对焊无横向裂纹,无烧伤,焊包均匀 电弧焊 焊接表面平整,无凹陷、焊瘤,接头处无 裂皱、气孔、夹渣及咬边 电渣压力焊无裂纹、烧伤,焊包均匀 埋弧压力焊焊包均匀,无烧伤、咬边 实 测 项 目 项目对焊电弧焊 电渣 压力焊 埋弧 压力焊 接头处 弯折(°) 4°4°3°3° 接头处钢筋 轴线的偏移 0.1d且不大 于2mm 0.1d且不 大于3mm

29钢筋焊接(对焊)质量验收记录SG-T054
格式:pdf
大小:135KB
页数:4P
4.4
sg-t054 钢筋焊接(对焊)质量验收记录 工程名称施工单位 验收部位专业工长 质量验收规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须 符合设计要求和有关标准。进口钢筋焊接前必须进行化学成分检 验和焊接试验,符合设计要求量,方可焊接。 经检查钢筋有出厂合格证且合格证 和进场复检报告均设计和 规范要求,焊接接头报告符合钢筋焊 接及验收规范(hrb400e) 钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验 收的专门规定。 一 般 项 目 对焊无横向裂纹,无烧伤,焊包均匀 电弧焊√焊接表平整,无凹陷、焊瘤,接头处无裂皱、气孔、 夹渣及咬边。 焊接表平整,无凹陷、焊瘤,接头处 无裂皱、气孔、夹渣及咬边。 电渣压力焊无裂纹、烧伤,焊包均匀 埋弧压力焊焊包均匀,无烧伤,咬边 实 测 项

钢筋焊接(对焊)质量验收记录SG-T054
格式:pdf
大小:133KB
页数:5P
4.8
sg-t054 钢筋焊接(对焊)质量验收记录 工程名称施工单位 验收部位专业工长 质量验收规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须 符合设计要求和有关标准。进口钢筋焊接前必须进行化学成分检 验和焊接试验,符合设计要求量,方可焊接。 经检查钢筋有出厂合格证且合格证 和进场复检报告均设计和 规范要求,焊接接头报告符合钢筋焊 接及验收规范(hrb400e) 钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验 收的专门规定。 一 般 项 目 对焊无横向裂纹,无烧伤,焊包均匀 电弧焊√焊接表平整,无凹陷、焊瘤,接头处无裂皱、气孔、 夹渣及咬边。 焊接表平整,无凹陷、焊瘤,接头处 无裂皱、气孔、夹渣及咬边。 电渣压力焊无裂纹、烧伤,焊包均匀 埋弧压力焊焊包均匀,无烧伤,咬边 实 测 项 目
SG-T054_钢筋焊接(对焊)质量验收记录
格式:pdf
大小:29KB
页数:2P
4.7
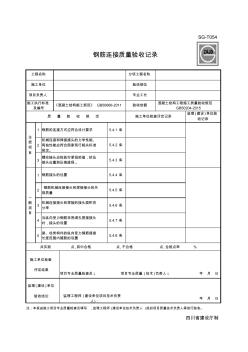
1 2 3 1 2 3 4 5 钢筋连接质量验收记录 主 控 项 目 一 般 项 目 监理(建设)单位 验收结论 施工单位检查 评定结果 注:本表由施工项目专业质量检查员填写,监理工程师(建设单位技术负责人)组织项目质量技术负责人等进行验收。 四川省建设厅制 项目专业质量检查员:项目专业质量(技术)负责人:年月日 监理工程师(建设单位项目技术负责 人): 年月日 共实测点,其中合格点,不合格点,合格点率% 当纵向受力钢筋采用绑扎搭接接头 时,接头的设置 5.4.7条 梁、柱类构件的纵向受力钢筋搭接 长度范围内箍筋的设置 5.4.8条 钢筋机械连接接头和焊接接头的外 观质量 5.4.5条 机械连接接头和焊接的接头面积百 分率 5.4.6条 螺纹接头应检验拧紧扭矩值,挤压 接头应量测压痕直径. 5.4.3条 钢筋接头的位置5.4.4条
四川-钢筋焊接(对焊)质量验收记录SG-T103精华文档

SGT钢筋焊接质量验收记录
格式:pdf
大小:34KB
页数:3P
4.4
sg—t054 钢筋焊接(对焊)质量验收记录 工程名称施工单位 验收部位专业工长 主 控 项 目 质量验收规范的规定施工单位检查评定记录 监理(建设) 单位验收记录 焊条、焊剂的牌号、性能以及接头中使用的钢板和型钢必须 符合设计要求和有关标准。进口钢筋焊接前必须进行化学成分检验 和焊接试验,符合设计要求时,方可焊接 经检查钢筋出厂合格证、进场复检报 告,符合设计和规范要求 钢筋焊接接头¢20共三组试件的试验 报告符合《钢筋焊接及验收规程》 jgj18-2012 经检查,符合规范 和设计要求 钢筋焊接接头的机械性能试验结果必须符合钢筋 焊接及验收的专门规定 一 般 项 目 对焊无横向裂纹,无烧伤,焊包均匀无横向裂纹,无烧伤,焊包均匀 经见证取样,外观 检查试件,无横向 裂纹,无烧伤,焊 包均匀。 电弧焊 焊接表面平整,无凹陷、焊瘤,接头处 无裂皱、

SG-T103裱糊工程检验批质量验收记录
格式:pdf
大小:29KB
页数:2P
4.7
sg-t103 裱糊工程检验批质量验收记录 工程名称分项工程名称验收部位 施工单位项目负责人专业工长 分包单位 项目负责人 (分包单位) 施工班组 长 施工执行标准及编号材料名称k牌墙纸 质量验收规范的规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1.壁纸、墙布的种类、规格、图案、颜色和燃烧性能 等级必须符合设计要求及国家现行标准的有关规定 采用xx牌壁纸。检查产品合格证(09), 进场检验报告(10),符合设计要求和 有关规定 主控项目符合设 计要求和规范规 定 2.裱糊工程基层处理质量应符合本规范第11.1.5条的 要求 采用界面处理剂进行基层处理,质量符 合规范要求 3.裱糊后各幅拼接应横平竖直,拼接处花纹、图案应 吻合,不离缝,不搭接,不显拼缝 拼接横平竖直,拼接处花纹、
![四川-钢筋加工检验批质量验收记录-SG-T027[1]](https://files.zjtcn.com/group1/M00/3B/C5/CgoBZ2AeKTqAOlLjAAA7OyEc38Q523.jpg)
四川-钢筋加工检验批质量验收记录-SG-T027[1]
格式:pdf
大小:22KB
页数:2P
4.4
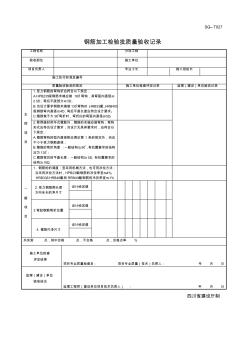
sg—t027 钢筋加工检验批质量验收记录 工程名称 农行内江分行威远支行金库装饰 装修工程 分项工程 验收部位施工单位四川新诚实建筑工程承包有限公司 项目负责人专业工长施工班组长 施工执行标准及编号 质量验收验收的规定施工单位检查评定记录监理(建设)单位验收记录 主 控 项 目 1.受力钢筋的弯钩折应符合以下规定: a.hpb235级钢筋末端应做1800弯钩,其弯弧内直径≥ 2.5d,弯后平直部分≥3d; b.当设计要求钢筋末端做1350弯钩时,hrb335级、hrb400 级钢筋弯内直径≥4d,弯后平直长度应符合设计要求。 c.箍筋做不大900弯折时,弯折处的弯弧内直径≥5d。 查钢筋弯钩和弯折8件 次,hpb235级钢筋末端弯弧直 径最大值为2.8d,hpb335级末 端弯弧直径最大值为4.7d,弯 后平直长度符合规范规定要 求。 2.除焊接封
四川-钢筋加工检验批质量验收记录SG-T027
格式:pdf
大小:22KB
页数:3P
4.6
sg—t027 钢筋加工检验批质量验收记录 工程名称分项工程 验收部位施工单位 项目负责人专业工长施工班组长 施工执行标准及编号 质量验收验收的规定施工单位检查评定记录监理(建设)单位验收记录 主 控 项 目 1.受力钢筋的弯钩折应符合以下规定: a.hpb235级钢筋末端应做1800弯钩,其弯弧内直径≥ 2.5d,弯后平直部分≥3d; b.当设计要求钢筋末端做1350弯钩时,hrb335级、hrb400 级钢筋弯内直径≥4d,弯后平直长度应符合设计要求。 c.箍筋做不大900弯折时,弯折处的弯弧内直径≥5d。 2.除焊接封闭环式箍筋外,箍筋的末端应做弯钩,弯钩 形式应符合设计要求;当设计无具体要求时,应符合以 下规定: a.箍筋弯钩的弧内直径除应满足第1条的规定外,尚应 不小于受力钢筋直径; b.箍筋的弯折角度:一般结构≥90 0 ,有抗震要求的结构 应为13
四川-钢筋加工检验批质量验收记录_SG-T027
格式:pdf
大小:36KB
页数:2P
4.5
sg—t040 钢筋加工检验批质量验收记录 工程名称分项工程 验收部位施工单位 项目负责人专业工长施工班组长 施工执行标准及编号 质量验收验收的规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1.受力钢筋的弯钩折应符合以下规定: a.hpb235级钢筋末端应做1800弯钩,其弯弧内直 径≥2.5d,弯后平直部分≥3d; b.当设计要求钢筋末端做1350弯钩时,hrb335级、 hrb400级钢筋弯内直径≥4d,弯后平直长度应符 合设计要求。 c.箍筋做不大900弯折时,弯折处的弯弧内直径≥ 5d。 2.除焊接封闭环式箍筋外,箍筋的末端应做弯钩, 弯钩形式应符合设计要求;当设计无具体要求时, 应符合以下规定: a.箍筋弯钩的弧内直径除应满足第1条的规定外, 尚应不小于受力钢筋直径; b.箍筋的弯折角度:一般结构≥900,有抗震要求 的结构应为13
四川-钢筋焊接(对焊)质量验收记录SG-T103最新文档
3钢筋焊接焊缝检测记录13
格式:pdf
大小:24KB
页数:2P
4.7
密涿支线高速公路诸葛店至段甲岭段 钢筋焊接焊缝检测记录 施工单位:合同号: 监理单位:编号:结记表3 分项工程钢筋类型施工日期 工程部位焊缝类型钢筋直径 项 次 检测项目 规定或允 许偏差 设 计 值 实测值 实测 点数 合格 点数 合格率 (%)12345678910 1焊缝长度(mm)-0.5d 2焊缝宽度(mm)+0.1d,0 3焊缝厚度(mm)+0.05d,0 4焊缝咬边深度(mm)0.5 5焊缝表面夹 渣、气孔数量 气孔(个)2 面积(mm2)6 6接头处轴线偏移(mm)0.1d,3 7接头处弯折40 备注 检测:记录:复核:日期:
钢筋焊接对焊条有哪些要求
格式:pdf
大小:21KB
页数:3P
4.6
. . 钢筋焊接对焊条有哪些要求? j422焊条与e50焊条的区别 j422的强度為420mpa,牌号是e4303。 e50**强度在500mpa,常见的有e5015,5016等,相当于j506,j507 j是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、电源种类等。 e是焊条型号。e是表示焊条,后面的数字一般是4位数,分别表示12强度,34焊接位置和焊接电 流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊接电源等等,其分类 很细。焊条牌号是生产企业制定的相对比较通用的叫法。如焊条型号e4303对应的牌号是j422 常用的焊条有哪些牌号或是型号? 母材是q235的,用e4303(j422)焊条,母材是q345的,用
钢筋焊接(闪光对焊)
格式:pdf
大小:79KB
页数:5P
4.6
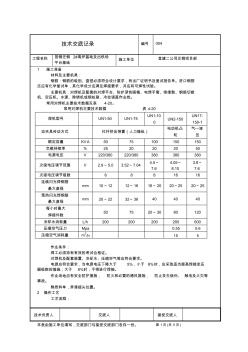
技术负责人交底人接受交底人 本表由施工单位填写,交底部门与接受交底部门各存一份。第1页(共5页) 技术交底记录编号004 工程名称首钢迁钢2#高炉基础及出铁场 平台基础 施工单位首建二公司迁钢项目部 1施工准备 材料及主要机具: 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断 机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1-50un1-75 un1-10 0 un2-150 un17- 150-1 动夹具传动方式杠杆挤压弹簧(人力操纵) 电动机凸 轮 气—液 压 额定容量kva5

表C.1钢筋闪光对焊质量验收记录
格式:pdf
大小:26KB
页数:1P
4.4
钢筋闪光对焊质量验收记录 表c.1工程编号: 单位工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位分包项目经理施工班组长 质量验收规范的规定施工单位自检记录监理(建设)单位验收记录 主 控 项 目 1焊工技能 从事钢筋焊接施工的焊工 必须持有焊工考试合格合 格证,才能上岗操作 2钢筋级别 必须符合设计要求 及有关现行规范的 规定 3 焊条、焊剂的 品种、性能、 牌号 必须符合设计要求 和现行有关规范的 规定 4焊前试焊模拟施工条件试焊 必须合格 5 钢筋焊接接头 的机械性能 必须符合现行钢筋 焊接规程的规定 6钢筋低温焊接头 应符合钢筋焊接规 程的
钢筋焊接工程检验批质量验收记录(预埋件钢筋T型接头)
格式:pdf
大小:21KB
页数:2P
4.7
钢筋焊接工程检验批质量验收记录 (预埋件钢筋t型接头) 编号:轨道交通桥隧用表-134 工程名称 施工合同 编号 单位(子单位) 工程名称 施工单位 分项工程验收部位 施工执行标准名称及编号《钢筋焊接及验收规程》jgj18-2012 施工质量验收标准的规定施工单位检查评定记录 监理单位 验收记录 主 控 项 目 1钢筋等母材质量必须符合在关标准规定 2焊接材料质量必须符合有关标准规定 *3焊接接头力学性能必须符合有关规程规定 一 般 项 目 1钢筋间距偏差不得大于10(mm) 2钢筋咬边深度不得超过0.5(mm) 3钢筋相对钢板的直角偏差不得大于3° 4角焊缝焊脚应符合规程规定 5 手工电弧穿孔塞焊焊缝表面应平顺,局部下 凹不得大于1(mm) 6电弧焊缝不得有肉眼可见裂 7埋弧压力焊焊包应符合规程要求 8 埋弧压力焊钢板应无焊穿,

4.9-2钢筋焊接分项工程质量验收记录表
格式:pdf
大小:27KB
页数:1P
4.7
(rfj01-2002)4.9-2 钢筋焊接分项工程质量验收记录表 工程名称百雅百苑4区人防工程结构类型框架部位一层顶板 施工单位池州市兴发建司项目经理朱世年 项目技术 负责人 分包单位 分包单位 负责人 分包项目 经理 保 证 项 目 项目质量情况 1 钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质量必须 符合有关标准规定 符合要求 2 钢筋焊接接头、焊接制品的机械性能必须符合焊接规定 符合要求 基 本 项 目 项目质量情况等级 12345678910 1钢筋网和骨架焊接○○√○○○√√√○合格 2 钢 筋 焊 接 接 头 点焊焊点 对焊接头 电弧焊接头○√○√√√○○√○优良 电渣压力焊接接头 埋弧压力焊接头 允 许 偏 差 项 目 项目允许偏差 (㎜)

7、钢筋焊接分项工程质量验收记录表
格式:pdf
大小:30KB
页数:1P
4.7
1 2 12345678910 1 12345678910 1 2 3 4 6 7 00 00 项目经理 钢筋焊接分项工程质量验收记录表 工程名称结构类型部位 负责人 分包单位 负责人经理 施工单位 目 项目质量情况 钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质量必 须符合设计要求和有关标准的规定 钢筋焊接接头、焊接制品的机械性能必须符合焊接规定 本 项 目 项目 质量情况 等级 钢筋网和骨架焊接 2 钢 筋 焊 接 接 头 点焊焊点 电渣压力焊接头 埋弧压力焊接头 对焊接头 电弧焊接头 允 许 偏 差 项 目 项目 (mm) 实测偏差值(mm) 网的长度、宽度±10 网眼尺寸±20 骨架的宽度、高度±5 骨架的长度±10 箍筋、构造筋间距±

钢筋闪光对焊接头检验批质量验收记录
格式:pdf
大小:21KB
页数:1P
4.8
钢筋闪光对焊接头检验批质量验收记录 gb50204-2002编号: 单位(子单位)工程名称宿松县工业园区公租房西区3#楼 分部(子分部)工程名称钢筋验收部位 施工单位宿松县誉建建司项目经理黄广林 分包单位/分包项目经理/ 施工执行标准名称及编号钢筋焊接及验收规程jgj18-2003 批号及批量 钢筋牌号及直径 (㎜) 质量验收规程的规定施工单位检查评定记录 监理(建设)单位 验收记录 主 控 项 目 1接头试件拉伸试验5.1.7条 2接头试件弯曲试验5.1.8条 质量验收规程的规定 施工单位检查评定记录 监理(建设)单位 验收记录 抽检数合格数不合格 一 般 项 目 1接头处不得有横向裂纹5.3.2条 2 与电极接触处的钢筋表面 不得有明显烧伤 5.3.2条 3接头处的弯折角≯3°5.3.2条 4轴线偏移≯0.
钢筋焊接骨架、焊接网工程检验批质量施工质量验收记录表
格式:pdf
大小:33KB
页数:2P
4.4
钢筋焊接骨架、焊接网工程检验批质量施工质量验收记录表 工程名称验收部位 施工单位分包单位 总包 项目经理 分包 项目经理 专业工长 (施工员) 施工 班组长 施工执行标准名称及编号黑龙江省建筑工程施工质量验收标准db23/7xx-2003(或其他标准) 验收项目及要求施工单位检验意见 监理单位 验收意见 主 控 项 目 1钢筋质量必须符合有关标准规定 符合要 求 2焊工等级、焊接工艺试验符合要求 符合要 求 3焊接参数符合要求 符合要 求 4 焊接接头的连接方式和力学性能必须符合有关规 程规定 符合要 求 一 般 项 目 1 焊接骨架焊点处熔化金属应均匀,压人深度应符 合要求,焊点应无裂纹、多孔性缺陷及明显的烧 伤现象 合格 2焊点脱落、漏焊、开焊数量不得超出规程规定合格 3 焊接网钢筋表面不得有裂纹、折叠、结疤、凹坑、 油污等缺陷 合格 验收项目及要求允
四川-钢筋焊接(对焊)质量验收记录SG-T103相关
文辑推荐
知识推荐
百科推荐


职位:暖通技术主管
擅长专业:土建 安装 装饰 市政 园林


