

切割3mm厚不锈钢工艺参数(空气)(精)
格式:pdf
大小:44KB
页数:1P
人气 :53
 4.7
4.7
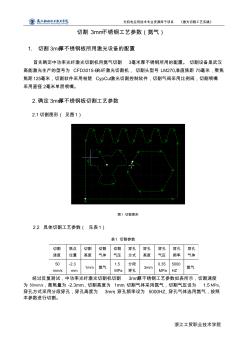
光机电应用技术专业资源库子项目 《激光切割工艺实践》 浙江工贸职业技术学院 切割 3mm不锈钢工艺参数(空气) 1. 切割 3mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用空气切割 3毫米厚不锈钢所用的配置。 切割设备是武汉 高能激光生产的型号为 CFD3015-B光纤激光切割机, 切割头型号 LM270,准直焦距 75毫米,聚焦 焦距125毫米,切割软件采用柏楚 CypCut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径 2毫米单层喷嘴。 2.确定 3mm厚不锈钢板切割工艺参数 2.1切割图形( 见图1) 图1 切割图形 2.2 具体切割工艺参数( 见表1) 表1 切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 50 mm/s -2.3 mm 1mm 空气 1.5



切割3mm厚不锈钢工艺参数(氮气)(精)
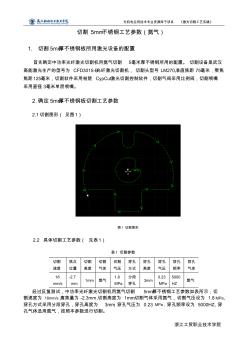
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割3mm不锈钢工艺参数(氮气) 1.切割3mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用氮气切割3毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径2毫米单层喷嘴。 2.确定3mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 50 mm/s -2.3 mm 1mm氮气 1.5
切割5mm厚不锈钢工艺参数(氮气)(精)
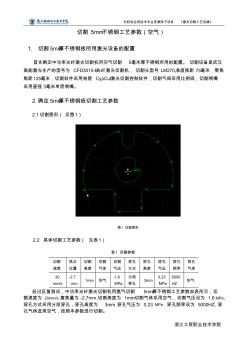
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割5mm不锈钢工艺参数(氮气) 1.切割5mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用氮气切割5毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径3毫米单层喷嘴。 2.确定5mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 18 mm/s -2.7 mm 1mm氮气 1.8
编辑推荐下载
切割5mm厚不锈钢工艺参数(空气)(精)
格式:pdf
大小:38KB
页数:1P
4.4
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割5mm不锈钢工艺参数(空气) 1.切割5mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用空气切割5毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径3毫米单层喷嘴。 2.确定5mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 20 mm/s -2.7 mm 1mm空气 1.6
切割3mm厚碳钢工艺参数(精)
格式:pdf
大小:42KB
页数:1P
4.4
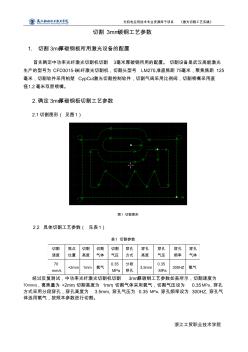
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割3mm碳钢工艺参数 1.切割3mm厚碳钢板所用激光设备的配置 首先确定中功率光纤激光切割机切割3毫米厚碳钢所用的配置。切割设备是武汉高能激光 生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦焦距125 毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直 径1.2毫米双层喷嘴。 2.确定3mm厚碳钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 70 mm/s +2mm1mm氧气 0.35 mpa 分段 穿孔 3.
切割3mm厚不锈钢工艺参数空气热门文档
激光切割不锈钢工艺
格式:pdf
大小:10KB
页数:6P
4.6
激光切割不锈钢工艺浅析 摘要:激光切割不锈钢技术就是利用激光束照射到钢板表面上 很小的区域范围,激光束能量高度集中对不锈钢板局部迅速加热, 不锈钢蒸发,从而实现对不锈钢的切割。激光切割技术切割速度快、 质量好等优点,广泛应用于各个材料领域。 关键词:激光切割;不锈钢板;工艺 1激光切割不锈钢工艺特点 激光切割不锈钢技术具有很多优点。激光切割不锈钢有多种方 法,可以在二氧化碳激光中在切割断面加氧气,也可以加氮气。其 中,加氧气切割,会在切割面形成氧化膜;加氮气切割边缘没有氧 化膜和毛刺,不需要作进一步处理。对于切割不锈钢薄板,通常为 4mm以下的不锈钢,激光切割是一个非常有效的加工工具,能够保 证不锈钢薄板良好的耐腐蚀性。相对较厚的板也可以用激光切割, 但切割部件的尺寸误差也增大了。 1.1激光切割的切缝窄、加工精度高,工件变形小 激光切割原理和过程是:激光源一般用二氧化碳激光束,激
离焦量对切割3mm厚不锈钢的影响粗糙度(精)
格式:pdf
大小:18KB
页数:1P
4.3
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 离焦量对切割3mm厚不锈钢的粗糙度影响 1.离焦量对熔渣量的影响规律 离焦量是指焦点距工件上表面的距离。离焦量以被加工材料表面而设定的,工件表面以 上为正、以下为负。 离焦量的选取对不锈钢板切割质量有很大影响,因为离焦量变化时能够改变焦点的位置 及辐照在材料表面光斑半径的大小,从而影响激光能量的集中程度,导致切割质量发生变化。 当离焦量合适时,切缝材料熔化,而切割沿附近的材料并未熔化,熔渣即被吹走,形成纹理 之间距离窄、无沾渣、平滑光洁的切缝面,表面粗糙度好;当离焦量偏小时,切割材料下部 单位面积所吸收的能量减少,切割能量削弱,导致材料不能完全熔化并被辅助气体吹走,以 致未完全熔化的材料附着在切割板材下表面,切割面上形成间距较宽的倾斜纹理,粗糙度差, 且有大量的熔渣;当离焦量偏大时,切割材料下半部分单位
切割8mm厚碳钢工艺参数(精)
格式:pdf
大小:37KB
页数:1P
4.6
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割8mm碳钢工艺参数 1.切割8mm厚碳钢板所用激光设备的配置 首先确定中功率光纤激光切割机切割8毫米厚碳钢所用的配置。切割设备是武汉高能激光 生产的型号为cfd3015-b光纤激光切割机,切割头型号lm213,准直焦距75毫米,聚焦焦距125 毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直 径2毫米双层喷嘴。 2.确定8mm厚碳钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 气压 穿孔 频率 穿孔 气体 13 mm/s +3.2 mm 0.8m m 氧气 0.05 mpa 渐进 穿孔 0.
切割3mm厚不锈钢工艺参数空气精华文档
 激光切割不锈钢板工艺参数研究
激光切割不锈钢板工艺参数研究 激光切割不锈钢板工艺参数研究
格式:pdf
大小:196KB
页数:2P
4.5
基于激光切割工作原理,分析了影响不锈钢板激光切割质量的三个重要工艺参数,即:离焦量、辅助气体压力和切割速度,理论研究了其影响机理,并通过对不同厚度不锈钢板离焦量的确定进行大量工艺实验,总结出离焦量的确定方法,然后对不同厚度不锈钢板辅助气体压力进行实验,实验研究出其确定方法,最后对切割速度进行分析,提出切割速度理论确定方法。分析研究为激光切割应用提供了参考,对实际加工有一定的指导意义。
激光切割不锈钢工艺浅析 激光切割不锈钢工艺浅析
格式:pdf
大小:127KB
页数:未知
4.7
激光切割不锈钢技术就是利用激光束照射到钢板表面上很小的区域范围,激光束能量高度集中对不锈钢板局部迅速加热,不锈钢蒸发,从而实现对不锈钢的切割。激光切割技术切割速度快、质量好等优点,广泛应用于各个材料领域。
不锈钢工艺
格式:pdf
大小:19KB
页数:3P
4.4
不锈钢(铜)板饰面施工工艺 在现代建筑装饰中,不锈钢(铜)装饰板的使用越加广泛,这是因为经过处 理后的金属饰面板表面非常美观,具有良好的装饰效果,同时金属装饰板易于成 型,可根据设计要求任意变换断面形式,易满足造型要求。再者,不锈钢(铜) 饰面板具有耐磨,耐用,耐腐蚀及能满足防火要求等优点。 施工准备 ⑴材料准备: 按设计要求选用不锈钢板料。 骨料(一般采用木料),包柱基料(一般采用夹板)。 乳胶、万能胶、自攻螺丝等。 ⑵施工准备: 结构已完毕,经验收合格,吊顶己完成。 施工方法 ⑴施工工艺流程: 弹线→制作骨架→制作骨架基层→饰面 操作要点: 弹线: 按设计图纸的要求,精确地计算出方形、圆形或多边形的几何图案,然后按 放线排料(复杂部位应先制作样板,经确定后,再安排下料)。 制作骨架: 不锈钢装饰板履面的骨架一般采用木骨架。木骨架用木方连接成框体。其制 作顺序为:

精品不锈钢字的工艺类型(切割和塑型)
格式:pdf
大小:13KB
页数:2P
4.4
精品不锈钢字的工艺类型(切割和塑型) 精品不锈钢字不会产生腐蚀、点蚀、锈蚀或磨损,具有 耐腐蚀、增强强度、钢材变形不易破裂和环保性能,不易锈 蚀。适用于恶劣环境(湿、酸碱等户内外环境)下使用的一 些公共环境硬件设施,而且表面如若喷涂上色,会使附着力 强度更高,但是在表面锌层破损后耐腐蚀性消失。 精品不锈钢字设计所需要掌握的传统工艺类型有很多 种,今天我们蜜蜂标牌的小编先给大家讲讲比较常用的两种 工艺: 切割 切割精品不锈钢字材料是苏州蜜蜂标牌制作标识的必 要工艺,运用很广。在面板制作、自定义图形、立体标识、 零部件安装等都要使用此工艺。 1、水力切割 对于石料或厚度达5.08的精品不锈钢字的金属可采用 水力切割的方式。操作方式是在高压水柱条件下对材料进行 研磨。 2、刳刨机切割 刳刨机切割是对精品不锈钢字金属、木材、石料采用旋 转刀具在其表面或边缘进行塑造。 3、激光切割 激光切割即
切割3mm厚不锈钢工艺参数空气最新文档
不锈钢工艺详解
格式:pdf
大小:7KB
页数:3P
4.5
不锈钢及钛金产品制作工艺 本项目中文化墙面装饰画是采用25*50mm不锈钢扁通折制边框造型和 304#1.2不锈钢裁剪边框造型,主要运用的工艺是不锈钢焊制及不锈钢烤漆工艺。 不过在进行关键工艺之前首先需要选择好板材及对板材进行加工。 1、不锈钢板材加工: 不锈钢是一种特殊的材料,它有良好的耐大气和淡水介质腐蚀的性能,而且 可以通过拉丝、腐蚀、抛光后获得颇佳的装饰效果。 304不锈钢作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度 和机械性能;冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度 -196℃~800℃)。 此项目中不锈钢板材主要运用的是304#1.2mm及304#1.5mm不锈钢,选取优 质的不锈钢板材,用等离子切割机把板材切割出所需的尺寸。然后折制出合适的 厚度。 2、不锈钢氩弧焊施工工艺 1、根据工艺要求选用填充金属或通过工艺试验确定。填
内衬不锈钢工艺
格式:pdf
大小:125KB
页数:4P
4.8
罐内衬不锈钢板的施工工艺 罐体内焊缝打磨清理----材料准备----钻塞焊孔(φ6)----不锈钢板压弧---- 内衬搭接焊----焊接---塞焊----气密试验(分段做试验)----修补缺陷----焊缝酸洗 ---浆塔整体充水试验-----验收。 5.1施工方法 碳钢内衬不锈钢板施工的主要特点是根据罐体的展开图,设计出内衬不锈钢 板的排板图,然后在每一块板料上切割φ6的塞焊孔,孔间距为300mm。用卷板 机对不锈钢板进行压弧,保证圆弧半径与罐体吻合。将相邻的每两块不锈钢板之 间相互搭接10-15mm,形成搭接焊缝,用手工钨极氩弧焊进行搭接焊缝的焊接, 不锈钢板与罐体表面严密贴实后进行塞焊。 5.2罐体内焊缝打磨清理 根据设计要求,浆塔罐体板厚从下到上通常用依次减少,制作拼装时各段节 一定要注意保证内径一致。罐体焊后焊缝自然凸起,并且周边有飞溅附
 不锈钢螺丝用什么切割
不锈钢螺丝用什么切割 不锈钢螺丝用什么切割
格式:doc
大小:38KB
页数:5P
4.8
在工业生产和日常生活中,不锈钢螺丝作为一种常见的紧固件,被广泛应用。然而,当我们需要对不锈钢螺丝进行切割或修改时,选择合适的工具和方法就显得尤为重要。本文将探讨如何有效地切割不锈钢螺丝,以满足不同的使用需求。
3mm不锈钢板的规格
格式:pdf
大小:14KB
页数:1P
4.6
3mm不锈钢板的规格 从事不锈钢行业三年时间了,也逐步由菜鸟变成了老鸟,正所谓干一行爱一行,个人感 觉不锈钢行业充满了各种乐趣,最让我满足的莫过于客户的肯定与理解,在这里也感谢所有 合作过的没合作过的客户,有你们的支持才有了我的成长。 很多客户打电话过来总会有许多有关3mm不锈钢板的问题,我整理归纳了一下,希望对 不锈钢的从业者以及采购商提供一点帮助。 一、3mm不锈钢板的规格? 不锈钢板厚度0.4--3.0mm为冷轧板(卷板/平板),厚度3.0-125mm为热轧板(卷板/ 平板),3mm不锈钢板既有冷轧板,也有热轧板。 3mm不锈钢冷轧板 【宽度】:1000mm、1219mm、1500mm、1800mm、2000mm,其中1000mm、1219mm最为常用,平 板规格为1000*2000,1219mm*2438mm; 【表面】:2b(雾面)、ba、拉
应用空气等离子切割机切割1~2mm厚低碳钢板 应用空气等离子切割机切割1~2mm厚低碳钢板
格式:pdf
大小:171KB
页数:2P
4.5
1前言随着我国建筑机械化的不断发展,对建筑机械的需求量越来越多。低碳钢薄板在建筑机械制造中用量很大,切割质量的好坏直接影响了组焊质量和整机外观。过去是以氧乙炔火焰气割和振动剪为主。氧乙炔焰气割不安全,变形大,质量差;振动剪切割噪音、振动和变形都很大,切割质量差,劳动强度大。两种切割方法都不能达到满意的效果。经过对多种切割方法和建筑机械的要求进行分析,自1987年以来在1~2mm厚的低碳钢板下料工艺上采用了空气等离子切割机,设计了蓄水式工作台、仿形靠模
0.125mm厚不锈钢薄板光纤激光精密切割实验研究 0.125mm厚不锈钢薄板光纤激光精密切割实验研究
格式:pdf
大小:769KB
页数:4P
4.3
利用光纤激光器对0.125mm厚的不锈钢薄板进行了精密切割实验。实验结果表明:激光切割质量主要与焦点位置、激光输出功率、激光切割速度、重复频率、脉冲宽度、辅助气体种类等因素有关;切缝宽度随激光功率、重复频率及脉冲宽度的增加而增加;缝面粗糙度随激光输出功率、重复频率及脉冲宽度的增加而减少;相比氧气,氮气作为辅助气体时,可获得更窄的切缝以及更光滑的缝面;在实验基础上,获得了缝宽窄、光滑、热影响区小的切缝。
切割3mm厚不锈钢工艺参数空气相关
文辑推荐
知识推荐
百科推荐


职位:暖通专业审图师
擅长专业:土建 安装 装饰 市政 园林


