





PE燃气电熔管件价格表
名称规格单价名称规格单价 2011.3025*20*2532.90 2511.3032*20*3232.90 3211.3032*25*3232.90 4013.2040*25*4033.80 5020.7040*32*4033.80 6324.4050*25*5047.00 7542.3050*32*5047.00 9047.0050*40*5047.00 11063.0063*25*6350.80 118125.0063*32*6350.80 12592.1063*40*6350.80 160126.0063*50*6351.70 180225.0075*32*7575.20 200268.0075*40*7576.10 225452.0075*50*7577.05 250478.

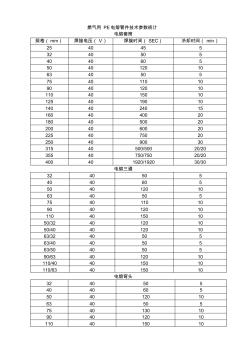
燃气用PE电熔管件技术参数统计
燃气用pe电熔管件技术参数统计 电熔套筒 规格型号焊接电压(v)焊接时间(sec)冷却时间(min) de632207015 de902209011 de11022016015 de16022050520 de20022058030 de25020098225 电熔三通 de632207210 de904012010 de1104015010 de160/9022055020 de160/11022055020 de200/16020058030 de90/502209015 de90/632209015 de110/9022016018 de110/6322016015 电熔弯头 de16022050530 de200220580
编辑推荐下载
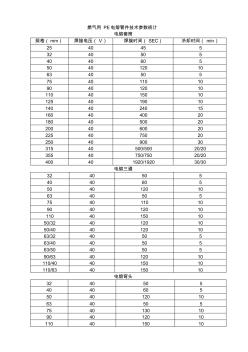
燃气用PE电熔管件加热时间表
格式:pdf
大小:41KB
页数:2P
 4.4
4.4
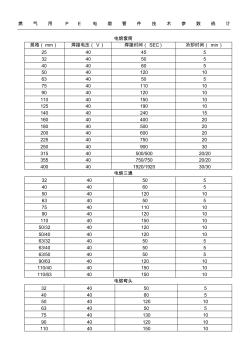
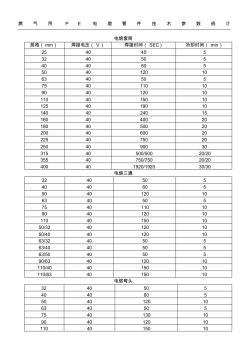
燃气用pe电熔管件技术参数统计 电熔套筒 规格(mm)焊接电压(v)焊接时间(sec)冷却时间(min) 2540455 3240505 4040605 504012010 6340505 754011010 904012010 1104015010 1254019010 1404024015 1604040020 1804050020 2004060020 2254075020 2504090030 31540500/50020/20 35540750/75020/20 400401920/192030/30 电熔三通 3240505 4040605 504012010 6340505 75401
燃气用PE电熔管件加热时间表 (2)
格式:pdf
大小:42KB
页数:2P
4.5
燃气用pe电熔管件技术参数统计 电熔套筒 规格(mm)焊接电压(v)焊接时间(sec)冷却时间(min) 2540455 3240505 4040605 504012010 6340505 754011010 904012010 1104015010 1254019010 1404024015 1604040020 1804050020 2004060020 2254075020 2504090030 31540500/50020/20 35540750/75020/20 400401920/192030/30 电熔三通 3240505 4040605 504012010 6340505 75401
pe燃气电熔管件使用条件及定义热门文档
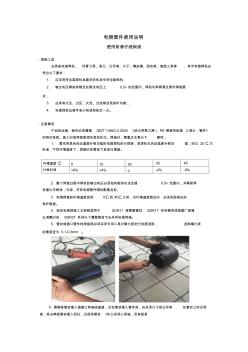
电熔管件使用说明
格式:pdf
大小:2.6MB
页数:4P
4.4
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等,其中电熔焊机应 符合以下要求: 1.应采用符合国家标准要求的标准专用电熔焊机; 2.输出电压需始终稳定在额定电压土0.5v的范围内,焊机功率需满足管件焊接要 求; 3.应具有欠压、过压、欠流、过流等自我保护功能; 4.电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循gb/t13663.2-2005《给水用聚乙烯(pe管道系统第2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下事项: 1.需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功能,则以20c为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度c010203040 补偿时间+8%
 PE燃气电熔管件电熔连接耐气密性的研究
PE燃气电熔管件电熔连接耐气密性的研究 PE燃气电熔管件电熔连接耐气密性的研究
格式:pdf
大小:491KB
页数:3P
4.3
采用注塑成型法生产出pe(聚乙烯)燃气电熔管件,重点讨论了铜电阻丝通电时间、铜电阻丝电阻大小、铜电阻丝外包覆料、pe燃气管材、电熔管件之间的配合尺寸等因素对pe燃气电熔管件电熔连接质量的影响。结果表明:当铜电阻丝通电时间80s,铜电阻丝电阻0.8ω,铜电阻丝外包覆料与管材、管件料熔体质量流动速率一样,pe燃气管材、电熔管件之间的配合尺寸在0.05~0.20mm时,dn75规格的pe燃气电熔管件与管材电熔连接的质量较理想。
燃气电熔管件价格表SDR11
格式:pdf
大小:46KB
页数:2P
4.6
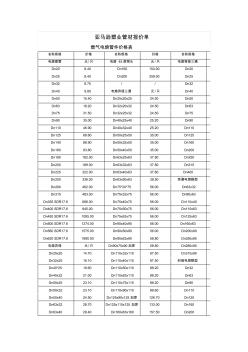
亚马逊塑业管材报价单 燃气电熔管件价格表 名称规格价格名称规格价格名称规格 电熔套管元/只电熔45度弯头元/只电熔等径三通 dn208.40dn160154.00dn20 dn258.40dn200259.00dn25 dn328.75//dn32 dn409.80电熔异径三通元/只dn40 dn5015.40dn25x20x2524.50dn50 dn6318.20dn32x20x3224.50dn63 dn7531.50dn32x25x3224.50dn75 dn9035.00dn40x25x4025.20dn90 dn11046.90dn40x32x4025.20dn110 dn12568.60dn50x25x5035.00dn1
燃气用PE电熔管件加热时间表格 (2)
格式:pdf
大小:41KB
页数:2P
4.6
燃气用pe电熔管件技术参数统计 电熔套筒 规格(mm)焊接电压(v)焊接时间(sec)冷却时间(min) 2540455 3240505 4040605 504012010 6340505 754011010 904012010 1104015010 1254019010 1404024015 1604040020 1804050020 2004060020 2254075020 2504090030 31540500/50020/20 35540750/75020/20 400401920/192030/30 电熔三通 3240505 4040605 504012010 6340
pe燃气电熔管件使用条件及定义精华文档
PE电熔管件技术标准商榷
格式:pdf
大小:428KB
页数:8P
4.5
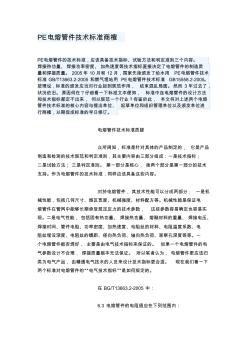
pe电熔管件技术标准商榷 pe电熔管件的技术标准,应该具备技术指标、试验方法和判定准则三个内容。 焊接热功量、焊接功率密度、加热速度等技术指标直接决定了电熔管件的制造质 量和焊接质量。2005年10月和12月,国家先後颁发了给水用pe电熔管件技术 标准gb/t13663.2-2005和燃气埋地用pe电熔管件技术标准gb15558.2-2005。 按理说,标准的颁发应当对行业起到规范作用,结束混乱局面。然而3年过去了, 状况依旧。原因何在?仔细看一下标准文本便知,标准中连电熔管件的设计方法 和技术指标都定不出来,何以规范一个行业?有鉴於此,本文将对上述两个电熔 管件技术标准的核心内容与提出单位、起草单位和组织管理单位以及颁发单位进 行商榷,以期促成标准的早日修订。 电熔管件技术标准质疑 众所周知,标准是针对具体的产品制定的,它是产品 制造和检测的技术规范和判定准
PE电熔管件熔接工艺
格式:pdf
大小:29KB
页数:1P
4.6
焊接技术第!!卷第"期"###年$月 与$%钢异种钢的焊接!可以获得满足产品技术要求的接头质 量"!印度曲轴平衡块的成功焊接!为类似的结构及异种钢 的焊接提供了可借鉴的经验!同时也为我国曲轴的制造与国际 接轨提供了技术支持# 参考文献! &’(中国机械工程学会焊接学会)焊接手册$材料的焊接%第*版& &+()北京’机械工业出版社!*%%,) &*(潘春旭)异种钢及异种金属焊接&+()北京’人民交通出版社!*%%%) &-(周振丰!张文钺)焊接冶金与金属焊接性&+()北京’机械工业出 版社!,./#) 作者简介!邱友胜%,.!.(&!男!工学学士!高级工程师!主要从 事焊接工艺的研究!已发表论文,0余篇) 收稿日期!$%%!1’*10! 文章编号!$%#"&#
电熔管件参数
格式:pdf
大小:79KB
页数:4P
4.7
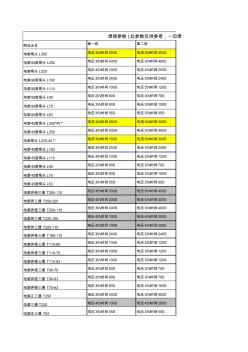
商品全名第一段第二段 电熔弯头l355电流30a时间250s电流35a时间450s 电熔90度弯头l250电压30v时间400s电压30v时间400s 电熔弯头l225电压40v时间100s电压45v时间250s 电熔90度弯头l160电压30v时间240s电压35v时间240s 电熔90度弯头l110电压30v时间100s电压35v时间120s 电熔90度弯头l90电压20v时间60s电压30v时间70s 电熔90度弯头l75电压35v时间90s电压35v时间150s 电熔90度弯头l63电压35v时间55s电压35v时间55s 电熔45度弯头l355*45°电流30a时间260s电流35a时间300s 电熔45度弯头l250电压30v时间400s电压30v时间400s 电熔弯头l225-45°电流30a时间150s电

燃气用PE电熔管件加热时间表格 (3)
格式:pdf
大小:72KB
页数:4P
4.7
燃气用pe电熔管件技术参数统计 电熔套筒 规格(mm)焊接电压(v)焊接时间(sec) 冷却时间(min) 2540455 3240505 4040605 504012010 6340505 754011010 904012010 1104015010 1254019010 1404024015 1604040020 1804050020 2004060020 2254075020 2504090030 31540500/50020/20 35540750/75020/20 400401920/192030/30 电熔三通 3240505 4040605 504012010 6340505 754011010 90
燃气用PE电熔管件加热时间表格
格式:pdf
大小:41KB
页数:2P
4.5
燃气用pe电熔管件技术参数统计 电熔套筒 规格(mm)焊接电压(v)焊接时间(sec)冷却时间(min) 2540455 3240505 4040605 504012010 6340505 754011010 904012010 1104015010 1254019010 1404024015 1604040020 1804050020 2004060020 2254075020 2504090030 31540500/50020/20 35540750/75020/20 400401920/192030/30 电熔三通 3240505 4040605 504012010 6340
pe燃气电熔管件使用条件及定义最新文档


PE电熔管件有什么优点
格式:docx
大小:12KB
页数:1P
3.9
电熔管件,一般指的是能够经过电流,从而形成一定熔化温度,起到很好的连接作用的管材,这一种管材在目前很多领域内 均得到广泛的应用,具有很大的市场发展潜力
PE给水电熔管件价格表
格式:pdf
大小:8KB
页数:1P
4.5
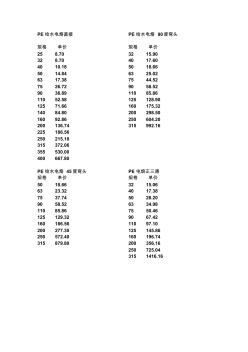
pe给水电熔直接 规格单价 258.70 328.70 4010.18 5014.84 6317.38 7526.72 9036.89 11052.58 12571.66 14084.80 16092.86 200136.74 225186.56 250215.18 315372.06 355530.00 400667.80 pe给水电熔45度弯头 规格单价 5018.66 6323.32 7537.74 9058.52 11085.86 125129.32 160186.56 200277.30 250572.40 315879.80 pe给水电熔90度弯头 规格单价 3215.90 4017.60 5018.66 6325.02 7544.52 90

JYWQ排污泵型号定义及使用条件
格式:pdf
大小:689KB
页数:2P
4.3
jywq排污泵型号定义及使用条件 上海阳光泵业作为国内一家著名的集研制、开发、生产、销售、服务于一体的大型多元化企业,上海 阳光泵业制造有限公司一直坚持“以质量求生存、以品质求发展”的宗旨为广大客户提供优质服务!同时, 上海阳光泵业一直专注于自身实力的提升以及对产品质量的严格把关,为此,目前不但拥有国内最高水准 的水泵性能测试中心、完善的一体化服务体系、经验丰富的水泵专家,同时经过多年的发展,产品以优越 的性能、精良的品质、良好的服务口碑获得各项专业认证证书和客户认可。经过团队的不懈努力,上海阳 光泵业在国内水泵行业已经取得了很大成就。这样一家诚信为本、责任重于天的水泵行业佼佼者,对于水 泵的维修、保养等各大方面都有自己独特的方法,下面就一起来看看吧! 一、jywq系列自动搅匀潜水排污泵产品概述: jywq系列自动搅匀潜水排污泵是本司在吸收国外先进技术的基础上,采用优秀的水力模
PE电熔管件的设计浅探 PE电熔管件的设计浅探
格式:pdf
大小:517KB
页数:未知
4.7
随着我国城镇化的不断发展,我国市政燃气及给水市场迅速扩大。在"以塑代钢"的国际大趋势下,市政管道的pe管道系统得以迅猛发展,其中的pe管件的需求量日益增加。在各类pe管件中,电熔管件的技术含量最高。文章介绍了pe(聚乙烯)电熔管件设计的特点,提出了pe电熔管件的设计原则及应注意的问题。

PE电熔管件技术标准商榷资料
格式:pdf
大小:428KB
页数:8P
4.8
pe电熔管件技术标准商榷 pe电熔管件的技术标准,应该具备技术指标、试验方法和判定准则三个内容。 焊接热功量、焊接功率密度、加热速度等技术指标直接决定了电熔管件的制造质 量和焊接质量。2005年10月和12月,国家先後颁发了给水用pe电熔管件技术 标准gb/t13663.2-2005和燃气埋地用pe电熔管件技术标准gb15558.2-2005。 按理说,标准的颁发应当对行业起到规范作用,结束混乱局面。然而3年过去了, 状况依旧。原因何在?仔细看一下标准文本便知,标准中连电熔管件的设计方法 和技术指标都定不出来,何以规范一个行业?有鉴於此,本文将对上述两个电熔 管件技术标准的核心内容与提出单位、起草单位和组织管理单位以及颁发单位进 行商榷,以期促成标准的早日修订。 电熔管件技术标准质疑 众所周知,标准是针对具体的产品制定的,它是产品 制造和检测的技术规范和判定准
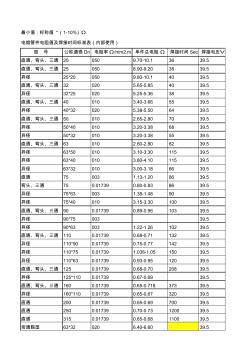
电熔管件时间表
格式:pdf
大小:44KB
页数:2P
4.7
型号公称通径dn电阻率ω/mm2.m单件总电阻ω焊接时间sec焊接电压v 直通、弯头、三通200509.70-10.13639.5 直通、弯头、三通250508.90-9.203839.5 异径25*200509.80-10.14039.5 直通、弯头、三通320205.65-5.854039.5 异径32*250205.25-5.363839.5 直通、弯头、三通400103.40-3.665539.5 异径40*320205.38-5.506439.5 直通、弯头、三通500102.65-2.807039.5 异径50*400103.20-3.386839.5 异径50*320103.20-3.385539.5 直通、弯头、三通630102.60-2.8082
教您正确的分辨电熔管件
格式:pdf
大小:2.7MB
页数:7P
4.6
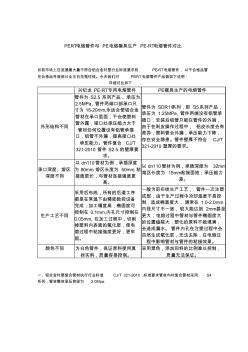
pert电熔管件与pe电熔模具生产pe-rt电熔管件对比 目前市场上还流通着大量不符合铝合金衬塑行业标准要求的pe-rt电熔管件,以不合格品冒 充合格品导致部分业主白花冤枉钱。今天我们对pe-rt电熔管件产品做如下说明: 详细对比如下: 兴纪龙pe-rt专用电熔管件pe模具生产的电熔管件 外形结构不同 管件为s2.5系列产品,承压为 2.5mpa,管件两端口部承口尺 寸为15-20mm,永远会使铝合金 管材在承口里面,不会使塑料 管外露,接口处承压能力大于 管材任何位置设有铝管承插 口,铝管不外漏,提高接口处 承压能力。管件复合cj/t 321-2010管件s2.5的壁厚要 求。 管件为sdr11系列,即s5系列产品, 承压为1.25mpa,管件两端没有铝管承 插口,安装后铝管只能在管件的外端, 由于在剥皮操作过程中,铝皮长度会有 差异,塑料管会外漏,
pe燃气电熔管件使用条件及定义相关
文辑推荐
知识推荐
百科推荐

职位:房建工程标准员
擅长专业:土建 安装 装饰 市政 园林


