

内衬不锈钢管施工工法 (2)
格式:pdf
大小:74KB
页数:13P
人气 :88
 4.5
4.5
内衬不锈钢复合钢管安装工法 1 前言 随着我国“十二五”计划的实施 我国国民经济将获得快速提升 城市住宅、公共建筑及 旅 游等设施亦将在随即而来的建设高潮中高速增长 这就对热水供应及生活用水供给提出了 更高的 要求。特别是水质的问题 随着人们生活水平的不断提高也得到更高的重视 这也对建筑 使用的 管材提出了更高的要求。内衬不锈钢复合钢管就是在这一条件下产生的及能达到生活用水 的高标 准也能满足用户的经济性要求的一种新型管道 它是通过特殊工艺在普通钢管内部衬上一 层薄壁 不锈钢管复合而成的一种新型管道。它和普通碳钢管一样常规有丝扣连接、沟槽连接和法 兰连接焊接 三种连接方式。 由于目前国内无该种管道的施工工艺标准 在施工时大多按照普通碳钢管的施工工艺在施 工 这样施工的产品就会存在管道接口处外层碳钢层内露和焊接时破坏内层不锈钢的晶间 结构 导致管道整体的耐腐蚀性下降。 为了解决上述问题 本公



内衬不锈钢管施工工法 (3)
内衬不锈钢复合钢管安装工法 1前言 更高的 用的 管材提出了更高的要求。内衬不锈钢复合钢管就是在这一条件下产生的及能达到生活用水的 高标 层薄壁 不锈钢管复合而成的一种新型管道。它和普通碳钢管一样常规有丝扣连接、沟槽连接和法兰 ** **** 大厦和** 坏内层 建设中内衬不锈钢复合钢管的安装。 2工法特点 2.1 2.1.1连接流通截面大、阻力小。有接近纯不锈钢的特点。 2.1.2工作压力高。其连接可以满足各类建筑给水工程需要。 2.1.3dn100以下 dn100 2.1.4安装时卫生环保、安全性好。内衬不锈钢复合管与内衬不锈钢管件配套连接 图2.0.1 及图2.0.2 染。内衬 宅”要 求和以人为本的时代理念。 2.1.560%-70%。 2.2本工法的安装要点 2.2.1 管道的整体耐腐蚀性。 2.2.2采用分层焊接控制管道内壁的温度。 2.2
内衬不锈钢管施工工法
内衬不锈钢复合钢管安装工法 1前言 随着我国“十二五”计划的实施我国国民经济将获得快速提升城市住宅、公共建筑及旅 游等设施亦将在随即而来的建设高潮中高速增长这就对热水供应及生活用水供给提出了更高的 要求。特别是水质的问题随着人们生活水平的不断提高也得到更高的重视这也对建筑使用的 管材提出了更高的要求。内衬不锈钢复合钢管就是在这一条件下产生的及能达到生活用水的高标 准也能满足用户的经济性要求的一种新型管道它是通过特殊工艺在普通钢管内部衬上一层薄壁 不锈钢管复合而成的一种新型管道。它和普通碳钢管一样常规有丝扣连接、沟槽连接和法兰连接焊接三种连接方式。 由于目前国内无该种管道的施工工艺标准在施工时大多按照普通碳钢管的施工工艺在施工这样施工的产品就会存 在管道接口处外层碳钢层内露和焊接时破坏内层不锈钢的晶间结构导致管道整体的耐腐蚀性下降。 为了解决上述问题本公司联合*
编辑推荐下载
内衬不锈钢管施工工法讲课教案
格式:pdf
大小:50KB
页数:7P
4.6
内衬不锈钢管施工工 法 精品文档 收集于网络,如有侵权请联系管理员删除 内衬不锈钢复合钢管安装工法 1前言 随着我国“十二五”计划的实施我国国民经济将获得快速提升城市住宅、 公共建筑及旅 游等设施亦将在随即而来的建设高潮中高速增长这就对热水供应及生活用水 供给提出了更高的 要求。特别是水质的问题随着人们生活水平的不断提高也得到更高的重视 这也对建筑使用的 管材提出了更高的要求。内衬不锈钢复合钢管就是在这一条件下产生的及能达 到生活用水的高标 准也能满足用户的经济性要求的一种新型管道它是通过特殊工艺在普通钢管 内部衬上一层薄壁 不锈钢管复合而成的一种新型管道。它和普通碳钢管一样常规有丝扣连接、沟 槽连接和法兰连接焊接三种连接方式。 由于目前国内无该种管道的施工工艺标准在施工时大多按照普通碳钢管的施 工工艺在施工这样施工的产品就会存在管道接口处外层碳钢层内露和焊接时 破坏内层
内衬不锈钢管
格式:pdf
大小:9KB
页数:1P
4.6
内衬不锈钢管 一、具有良好的机械性能。由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强 度大,伸长率高,弹性模量值高,热膨胀系数小。尤其适宜为建筑给水的立管和地埋敷设。 二、结合强度高。内衬不锈钢复合钢管是将内层的不锈钢管套入热镀锌钢管,无缝钢管内, 在机械力的作用下,使镀锌钢管做缩径处理,内层不锈钢管做扩径处理,使两层材质紧密结 合,其结合强度超过国家行业标准规定02mpa以上。由于内外层材质相近,所以不会产生 分裂现象。 三、防锈耐腐蚀性好。不锈钢材质由于具有防锈和耐氧化、耐酸碱、耐晶间腐蚀性良好等化 学性能,其防锈和防蚀比其它材质优越。内衬不锈钢复合管和不锈钢管件配套连接,其适用 范围更广泛,除一般供水供热外,还适用于化工、医药、石油、食品、电镀等防蚀要求高的 行业。 四、耐热耐寒,冷热两用。耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开
内衬不锈钢管施工工法热门文档

内衬不锈钢管施工工法(20200904180420)
格式:pdf
大小:61KB
页数:9P
4.4
内衬不锈钢复合钢管安装工法 1前言 随着我国“十二五”计划的实施我国国民经济将获得快速提升城市住宅、公共建筑及旅 游等设施亦将在随即而来的建设高潮中高速增长这就对热水供应及生活用水供给提出了 更高的 要求。特别是水质的问题随着人们生活水平的不断提高也得到更高的重视这也对建筑使 用的 管材提出了更高的要求。内衬不锈钢复合钢管就是在这一条件下产生的及能达到生活用水的 高标 准也能满足用户的经济性要求的一种新型管道它是通过特殊工艺在普通钢管内部衬上一 层薄壁 不锈钢管复合而成的一种新型管道。它和普通碳钢管一样常规有丝扣连接、沟槽连接和法兰 连接焊接三种连接方式。 由于目前国内无该种管道的施工工艺标准在施工时大多按照普通碳钢管的施工工艺在施 工这样施工的产品就会存在管道接口处外层碳钢层内露和焊接时破坏内层不锈钢的晶间 结构导致管道整体的耐腐蚀性下降。 为了解决上述

内衬不锈钢管规格2
格式:pdf
大小:18KB
页数:1P
4.6
内衬不锈钢管规格表 序号材料和工程设备名称单位钢管外径尺寸钢管壁厚内衬不锈钢管材质 内衬不锈 钢管壁厚 备注 1dn50mm604.0 304j1(含镍6.0 以上) 0.8 2dn65mm764.0 304j1(含镍6.0 以上) 0.8 3dn80mm894.0 304j1(含镍6.0 以上) 0.8 4dn100mm1084.0 304j1(含镍6.0 以上) 0.8 5dn125mm1334.0 304j1(含镍6.0 以上) 0.8 6dn150mm1594.5 304j1(含镍6.0 以上) 0.8 7dn200mm2195.0 304j1(含镍6.0 以上) 0.8 8dn250mm2736.0 304j1(含镍6.0 以上)
内衬不锈钢管采购合同
格式:pdf
大小:44KB
页数:4P
4.5
第1页共4页 xxxxx项目内衬不锈钢镀锌钢管及卡箍配件等材 料采购合同 甲方:xxx公司 乙方:xxx公司 甲、乙双方经友好协商、甲方向乙方购买内衬不锈钢镀锌钢管及卡箍配件等材 料,经双方协商签订如下合同条款。 第一条采购范围及合同价款: 1、内衬不锈钢镀锌钢管报价表 序号材料名称规格单位 数量(暂 定) 单价合价 1内衬不锈钢镀锌钢管dn250米13 2内衬不锈钢镀锌钢管dn200米245 3内衬不锈钢镀锌钢管dn150米545 4内衬不锈钢镀锌钢管dn125米199 5内衬不锈钢镀锌钢管dn100米1360 6内衬不锈钢镀锌钢管dn80米723 7内衬不锈钢镀锌钢管dn65米1972 8内衬不锈钢镀锌钢管dn50米1296 9内衬不锈钢镀锌钢管dn40米1054


不锈钢管施工方案 (3)
格式:pdf
大小:529KB
页数:7P
4.5
目录 一工程概况------------------------------------------2 二编制依据------------------------------------------2 三薄壁不锈钢管道施工工艺----------------------------3 四成品保护措施--------------------------------------7 五安全要求------------------------------------------7 2 一工程概况 1.1工程名称: 1.2建设单位: 1.3工程地点: 1.4工程简介: 1.5不锈钢管道施工部位简介:本工程所有塔楼(地上部分)生活给水系统、热给、 回水系统、及地下室(地下部分)二次加压给水系统管材均为不锈钢管材。 二编制依据 2.1本工程设计批复文件
内衬不锈钢管施工工法精华文档
不锈钢管施工方案 (2)
格式:pdf
大小:240KB
页数:7P
4.3
目录 一工程概况------------------------------------------2 二编制依据------------------------------------------2 三薄壁不锈钢管道施工工艺----------------------------3 四成品保护措施--------------------------------------7 五安全要求------------------------------------------7 一工程概况 1.1工程名称: 1.2建设单位: 1.3工程地点: 1.4工程简介: 1.5不锈钢管道施工部位简介:本工程所有塔楼(地上部分)生活给水系统、热给、 回水系统、及地下室(地下部分)二次加压给水系统管材均为不锈钢管材。 二编制依据 2.1本工程设计批复文件; 2.
不锈钢管施工工艺 (4)
格式:pdf
大小:8KB
页数:4P
4.7
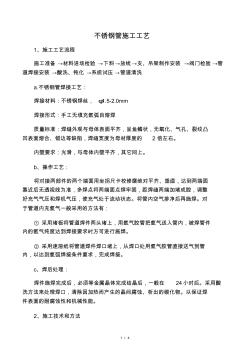
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施焊
不锈钢管施工方案
格式:pdf
大小:256KB
页数:7P
4.6
不锈钢焊接施工方案 页脚内容1 目录 一工程概况------------------------------------------2 二编制依据------------------------------------------2 三薄壁不锈钢管道施工工艺----------------------------3 四成品保护措施--------------------------------------7 五安全要求------------------------------------------7 不锈钢焊接施工方案 页脚内容2 一工程概况 1.1工程名称: 1.2建设单位: 1.3工程地点: 1.4工程简介: 1.5不锈钢管道施工部位简介:本工程所有塔楼(地上部分)生活给水系统、热给、回水系统、及地下 室(地下部分)二次加压给水系统
不锈钢管施工规程
格式:pdf
大小:23KB
页数:3P
4.7
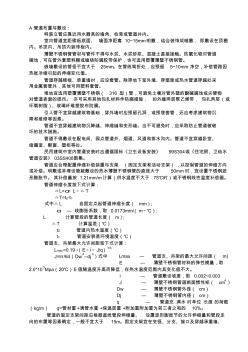
a管道布置与敷设: 明装立管应靠近用水器具的墙角、柱旁或管道井内。 室内管道宜距楼板底面、墙面净距离10~15mm明敷,结合装饰成暗敷,即敷设在顶棚 内。吊顶内、吊顶内装饰板内。 薄壁不锈钢管管材与管件不得与水泥、水泥砂浆、混凝土直接接触。防氯化物对管道 腐蚀,可在管外套塑料膜或缠绕防腐胶带保护,也可选用塑覆薄壁不锈钢管。 嵌墙敷设的管径不宜大于25mm。在管线弯折处,应预留5~10mm净空,补偿管路因 热胀冷缩引起的伸缩变化值。 管道穿越楼板、承重墙时,应设套管。除穿地下室外墙、穿屋面或热水管道穿越处采 用金属套管外,其他可用塑料套管。 埋地宜选用塑覆薄壁不锈钢(316型)管,可避免土壤对管外壁的酸碱腐蚀或尖硬物 对管道表面的损伤。亦可采用其他包扎材料作防腐措施,如外缠两层聚乙烯带,包扎两层(或 环氧树脂)、玻璃纤维塑胶布防腐。 引入管不宜穿越建筑物基础,穿外墙时
不锈钢管施工工艺 (3)
格式:pdf
大小:8KB
页数:4P
4.6
1/4 不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→管 道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸 凹表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面 靠近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整 好充气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对 于管道内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件 内的氩气纯度达到焊接要求时方可进
内衬不锈钢管施工工法最新文档
不锈钢管施工方案
格式:pdf
大小:88KB
页数:20P
4.3
施 工 方 案 编制:胡磊 审核:王杰 批准:刘行慧 武汉天力冷气工程有限责任公司 2015年3月18日 目录 一、工程概况 二、管道参数明细表 三、编制依据 四、施工工艺流程 五、施工前准备 六、施工安装方法 七、质量组织保证措施 八、安全组织保证措施 一、工程概况 格力电器冷媒总站至车间冷媒管安装工程。 二、管道参数明细表 名称规格材质数量(米)备注 不锈钢管d76*4304#122 不锈钢管d57*4304#369 无缝钢管d159*4.5gb/t8163-200860 三、编制依据 (一)设计图纸及设计方案说明; (二)图纸会审答疑纪要; (三)行业规程及企业的技术资料; (四)标准和规范 1、《工业金属管道工程施工及验收规范》(gb50235-97) 2、《压力管道安全管理与监察规定》 3、《现场设备、工艺
薄壁不锈钢管施工
格式:pdf
大小:13KB
页数:2P
4.6
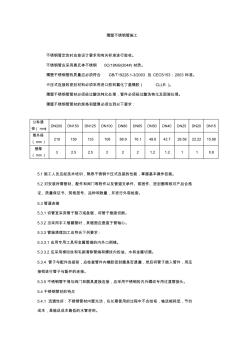
薄壁不锈钢管施工 不锈钢管定货时应按设计要求和有关标准进行验收。 不锈钢管应采用奥氏体不锈钢0cr18ni9(304#)材质。 薄壁不锈钢管的质量应必须符合gb/t19228.1-3/2003及cecs153:2003标准。 卡压式连接的密封材料必须采用进口胶料氯化丁基橡胶(cllr)。 薄壁不锈钢管管材必须经过酸洗钝化处理,管件必须经过酸洗钝化及固溶处理。 薄壁不锈钢管管材的规格和壁厚必须达到以下要求: 公称通 径(mm) dn200dn150dn125dn100dn80dn65dn50dn40dn25dn20dn15 管外径 (mm) 21915913310888.976.148.642.728.5822.2215.88 壁厚 (mm) 32.52.52221.21.2110.8 5.1施工人员应经技术
不锈钢管施工工艺 (2)
格式:pdf
大小:8KB
页数:4P
4.5
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施
不锈钢管施工工艺
格式:pdf
大小:8KB
页数:4P
4.6
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施焊
![[精品文档]不锈钢管施工工艺](https://files.zjtcn.com/group1/M00/93/B8/CgoBZ2BbVDyAd89UAAAxDYAIkrI489.jpg)
[精品文档]不锈钢管施工工艺
格式:pdf
大小:162KB
页数:29P
4.6
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施焊

钢煤斗内衬不锈钢板施工工法
格式:pdf
大小:91KB
页数:11P
4.5
钢煤斗内衬不锈钢板 施工工法 1 二○一三年二月 目录 1.前言..............................................................1 2.工法特点..........................................................1 3.适用范围..........................................................1 4.工艺原理..........................................................1 5.施工工艺流程及操作要点............................................2 5.1施工工艺流程........................
薄壁不锈钢管施工工艺 (2)
格式:pdf
大小:43KB
页数:7P
4.8
薄壁不锈钢管施工工艺 所属分类:数据/知识/短文->给水排水->名词解释->建筑给排水 资料来源:**网编制日期:2012-2-21点击:669 薄壁不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接母材:不锈钢管,壁厚δ=1.5-2mm,材质304 焊接材料:不锈钢焊丝,φ1.5-2.0mm,材质304 焊接形式:手工无填充氩弧自熔焊(管道全充气) 钨极规格:φ=2.0mm 焊机电流:60~160a 焊机氩气流量:9~20ml/s 管内氩气流量:根据焊工操作手法而定。 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹表面熔合、错 边等缺陷,焊缝宽度为母材厚度的2倍左右。单面焊接双面成形。 内

薄壁不锈钢管施工工艺
格式:pdf
大小:18KB
页数:7P
4.7
... . z. 薄壁不锈钢管施工工艺 所属分类:数据/知识/短文->给水排水->名词解释->建筑给排水 资料来源:**网编制日期:2012-2-21点击:669 薄壁不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接母材:不锈钢管,壁厚δ=1.5-2mm,材质304 焊接材料:不锈钢焊丝,φ1.5-2.0mm,材质304 焊接形式:手工无填充氩弧自熔焊(管道全充气) 钨极规格:φ=2.0mm 焊机电流:60~160a 焊机氩气流量:9~20ml/s 管氩气流量:根据焊工操作手法而定。 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气、裂纹凸凹表面熔合、错边 等缺陷,焊缝宽度为母材厚度的2倍左

薄壁不锈钢管施工工艺 (2)
格式:pdf
大小:229KB
页数:13P
4.7
工作行为规范系列 薄壁不锈钢管施工工艺 (标准、完整、实用、可修改) gl实用范本|documenttemplate 第2页/共13页 编号:fs-qg-15395 薄壁不锈钢管施工工艺 constructionprocessofthin-walledstainlesssteelpipe 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可 循,提高工作效率和责任感、归属感,特此编写。 1、施工工艺流程施工准备→材料进场检验→下料→放 线→支、吊架制作安装→阀门检验→管道焊接安装→酸洗、 钝化→系统试压→管道清洗a.不锈钢管焊接工艺: 焊接母材:不锈钢管,壁厚δ=1.5-2mm,材质304焊接材 料:不锈钢焊丝,φ1.5-2.0mm,材质304焊接形式:手工无填 充氩弧自熔焊(管道全充气) 钨极规格:φ=2.0mm
内衬不锈钢管施工工法相关
文辑推荐
知识推荐
百科推荐


职位:驻场安全员
擅长专业:土建 安装 装饰 市政 园林


