

从冒口浇注的碳钢件铸造工艺CAE设计
格式:pdf
大小:297KB
页数:3P
人气 :86
 4.4
4.4
采用华铸CAE对在水玻璃条件下金属液从冒口浇注的ZG230-450铸件进行了优化设计。根据优化结果进行生产,避免了缩孔、卷气、夹杂等缺陷产生,获得了合格产品,保证了铸件的质量。



军工用泵铸钢件铸造工艺研究
军工用4662q42泵体复杂的结构、验收标准严格,通过仔细的研究并采用对比方案,确定了最终铸造工艺,最终达到客户验收标准顺利交货。本次方案的成功使我们在军工领域取得新突破。
编辑推荐下载

大型转缸铸钢件的铸造工艺设计及优化毕业论文
格式:pdf
大小:3.7MB
页数:37P
4.5
河北工业大学 毕业设计说明书 作者:孙张于学号:082059 系:材料科学与工程 专业:材料成型与控制 专业方向:液态成型与控制 题目:大型转缸铸钢件的铸造 工艺设计及优化 指导者:李日教授 评阅者: 2012年6月7日 毕业论文中文摘要 题目:大型转缸铸钢件的铸造工艺设计与优化 摘要: 论文以20mn转缸铸件为研究对象,综合运用cad/cae进行了20mn转缸的铸 造工艺设计,以及充型凝固过程的模拟,最后得到最优的铸造工艺方案。 在铸造工艺设计部分,首先利用ug6.0对转缸零件进行三维造型,利用此造 型出的零件进行浇注位置、分型面、砂芯设计等工作,接着根据模数理论,用ug6.0 的切割功能和分析功能对铸件进行分体结构划分,然后用excel计算分体结构的 质量、体积、面积、模数等,最后按照计算结果用ug6.0设计了三维2
 高铬铸铁-碳钢复合板水平浇注铸造工艺
高铬铸铁-碳钢复合板水平浇注铸造工艺 高铬铸铁-碳钢复合板水平浇注铸造工艺
格式:pdf
大小:422KB
页数:2P
4.3
研究了厚度为40mm高铬铸铁-碳钢复合板水平浇注铸造工艺,并对二者复合强度进行了检测。结果表明:当先浇注的定量高铬铸铁冷却到1080~1220℃时在其上再浇注碳钢均可获得牢靠的复合铸件。
冒口浇注碳钢件铸造工艺CAE设计热门文档

挖掘机后桥壳铸钢件的铸造工艺优化
格式:pdf
大小:895KB
页数:4P
4.6
运用anycasting铸造模拟软件对挖掘机后桥壳原铸造工艺进行了模拟,结果显示铸件易出现夹杂、缩松、缩孔,裂纹等铸造缺陷,经生产验证,铸件产生的缺陷基本与模拟结果吻合。针对原工艺设计存在的不足,对工艺进行了优化,包括浇注系统和冒口的设计、冷铁的放置、圆角的过渡、浇注时间的调整和涂料的改进。工艺优化后,铸件缺陷出现的概率大大降低,提高了工艺出品率。
基于CAD/CAE的壳体铸件低压铸造工艺设计
格式:pdf
大小:866KB
页数:4P
4.5
主要介绍壳体铸件运用cad/cae计算机技术进行低压铸造工艺设计的过程、基于pro/e软件的低压铸件三维cad模型设计和any-casting铸造模拟软件的cae工艺模拟。三维cad能够使设计者比较直观和容易地进行铸造工艺工装设计,cad模拟能够使设计者在工艺阶段预测缺陷部位,从而及时改进工艺,提高工装模具结构的合理性和准确性。
管状三通铸件铸造工艺的CAE毕业设计
格式:pdf
大小:2.2MB
页数:41P
4.3
-1- 管状三通铸件铸造工艺的cae毕业设计 第1章绪论 1.1铸造工艺和cae的发展概况 随着我国经济的快速发展,管道连接件的需要日益增多,而且管件的种类也越来越 多。由于采用锻造-切削加工的制造工艺不仅材料利用率低、模具寿命短而且后续加工 切断了金属流线,影响其性能。改为铸造方法,并利用cae进行数值模拟,不仅可以减 少工序,而且材料的利用率也可以大大提高,其经济效益和社会效益更为可观。 铸造技术正向着精确化、轻量化、节能化和绿色化的方向发展。在传统的铸件工艺 设计过程中,一直采用试错法来得到生产工艺,其工艺的定型是通过多次的浇注和修改, 反复摸索,直到得到能够满足设计要求的工艺方案,这就不可避免地带来了铸件工艺 定型周期长、生产质量不稳定、作业成本高等许多不利因素,尤其是对于一些大型铸 件和中小型企业的小批次铸件的工艺设计,更加增加了设计难度。因此,就铸
《熔模铸造碳钢件》标准审查会召开 《熔模铸造碳钢件》标准审查会召开
格式:pdf
大小:80KB
页数:1P
4.5
全国铸造标准化技术委员于2013年10月22日在安徽省合肥市召开了《熔模铸造碳钢件》国家标准审查会。来自熔模铸造分会技术委员会委员、相关领域专家、企业技术人员,共计16个单位的22人参加了会议。起草单位东风精密铸造有限公司首先向参加审查的委员和专家介绍了《熔模铸造碳钢件》国家标准的立项、制修订过程等情况。标准审查会对《熔模铸造碳钢件》国家标准的编制说明、征求意见汇总处理表、标准送审稿进行了逐一审查,对标准送审稿
铸造工艺图解
格式:pdf
大小:1.1MB
页数:10P
4.7
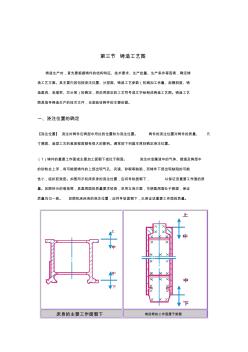
第三节铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。铸件的浇注位置对铸件的质量、尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质 量。如图所示的卷扬筒,
冒口浇注碳钢件铸造工艺CAE设计精华文档
铸钢件铸造工艺CAD和凝固过程模拟工艺优化软件的研究 铸钢件铸造工艺CAD和凝固过程模拟工艺优化软件的研究
格式:pdf
大小:487KB
页数:4P
4.4
本文在综述国内外铸钢件铸造工艺cad和凝固模拟发展的基础上,研究提出了研制开发该软件的必要性及各模块的功能、特点、主要的研究内容和实践经验。

CAE技术在压气室铸件低压铸造工艺设计中的应用
格式:pdf
大小:1.6MB
页数:4P
4.3
结合铸件质量要求,基于铸造数值模拟技术,分析了低压铸造的充型凝固过程,预测了铸件中的缺陷分布;最终通过试制,确保了压气室低压铸件质量,为该件的顺利生产奠定了基础。
大型球铁件的铸造工艺设计 大型球铁件的铸造工艺设计
格式:pdf
大小:421KB
页数:6P
4.6
介绍大型球铁件铸造工艺设计的主要原则为:加工面向下;尽量采用一个分型面;采用底注;长度大的铸件采用两端同时浇注,重大件采用拔塞浇包浇注;铸件顶部设置明冒口;充分利用石墨化膨胀补缩。用具体实例说明适合于大型球铁铸件的各种铸造工艺原理和特点,以及浇注系统设计、冒口设计和冷铁使用的要点。
铸铁玻璃模具单箱无冒口铸造工艺研究 铸铁玻璃模具单箱无冒口铸造工艺研究
格式:pdf
大小:231KB
页数:3P
4.4
针对传统玻璃模具毛坯生产过程中采用的上下箱湿型砂铸造工艺方法存在的缺陷,提出单箱无冒口铸造新工艺,可有效地解决玻璃模具毛坯内腔与外圆间的偏芯以及缩孔缩松、跑火等现象,同时回炉料少,可明显提高铁液利用率。经企业生产实践证明,该工艺省工、省时、省料,取得了较好的经济效益。
冒口浇注碳钢件铸造工艺CAE设计最新文档

典型铸铁件铸造工艺设计与实例
格式:pdf
大小:65KB
页数:2P
4.4
典型铸铁件铸造工艺设计与实例 叙述铸造生产中典型铸铁件——气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、 轮形铸件、锅形铸件及平板类铸件的铸造实践。内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。 第1章气缸类铸件 1.1低速柴油机气缸体 1.1.1一般结构及铸造工艺性分析 1.1.2主要技术要求 1.1.3铸造工艺过程的主要设计 1.1.4常见主要铸造缺陷及对策 1.1.5铸造缺陷的修复 1.2中速柴油机气缸体 1.2.1一般结构及铸造工艺性分析 1.2.2主要技术要求 1.2.3铸造工艺过程的主要设计 1.3空气压缩机气缸体 1.3.1主要技术要求 1.3.2铸造工艺过程的主要设计 第2章圆筒形铸件 2.1气缸套 2.1.1一般结构及铸造工艺性分析 2.1.2工作条件
出口阀门铸钢件的树脂砂铸造工艺 出口阀门铸钢件的树脂砂铸造工艺
格式:pdf
大小:234KB
页数:3P
4.6
本文详细介绍了应用呋喃树脂砂生产阀门铸钢件的经验。同时就常见铸造缺陷产生的原因进行了分析,并提出了防止措施。
V法铸造工艺在铁路铸钢件摇枕侧架上的应用 V法铸造工艺在铁路铸钢件摇枕侧架上的应用
格式:pdf
大小:332KB
页数:4P
4.3
简述了v法铸造工艺的基本工艺流程和技术要点,介绍了在铁路车辆铸钢件摇枕、侧架上的试验情况,分析比较该工艺的优缺点,提出了在铁路车辆铸钢件摇枕、侧架上推广应用的建议.
大型铸铁件的铸造工艺设计 大型铸铁件的铸造工艺设计
格式:pdf
大小:344KB
页数:4P
4.6
通过分析大型铸铁件的特点,认为其浇注工艺设计的主要原则应当是:分散底注、快速浇注和高温浇注;并对各种浇注工艺的优缺点进行了详细分析。最后用叶片环状支架、压缩机缸体上侧、横梁等大型铸铁件的浇注工艺实例说明采用分散底注的浇注方式,同时适当提高浇注温度和速度,可以提高铸件成品率。
 球墨铸铁件无冒口铸造工艺研究
球墨铸铁件无冒口铸造工艺研究 球墨铸铁件无冒口铸造工艺研究
格式:pdf
大小:156KB
页数:2P
4.7
介绍了球墨铸铁件的凝固特点及实现球铁无冒口铸造的工艺条件,结合主轴承盖生产实例对球铁无冒口铸造工艺条件进行了论述,提出了球铁无冒口铸造的工艺控制要点。球铁无冒口铸造能提高成品率并保证产品品质,降低生产成本,经济效益可观。
一般工程用铸造碳钢件 一般工程用铸造碳钢件
格式:pdf
大小:127KB
页数:未知
4.8
1标准概况受全国铸造标准化技术委员会秘书处的委托,广东省韶铸集团有限公司和沈阳铸造研究所、上海重型机器厂有限公司共同负责起草gb/t11352—2009《一般工程用铸造碳钢件》新标准。
球墨铸铁机体无冒口铸造工艺 球墨铸铁机体无冒口铸造工艺
格式:pdf
大小:186KB
页数:1P
4.5
620系列v8、v12、v16柴油机是河南柴油机重工有限公司引进德国mwm公司的大功率柴油机,其机体材质为qt500—7,呋喃树脂砂造型、制芯,浇注重量1400~2800kg,在实现无冒口铸造之前的工艺如图1所示。虽然自生产以来工艺不断改进,但以v12为例,浇注重量1850kg,外形冷铁需42块,陶瓷过滤片14片,冒口14个,在侧面
制动盘铸造工艺设计
格式:pdf
大小:2.5MB
页数:23P
4.6
1.结合所学知识,查找相应资料,对所给零件或铸件原铸 造工艺进行分析(工艺图设计,参数选取,砂芯设计, 冒口设计,模板设计等)谈谈你的体会,及对教材、课 堂教学的建议。 2.查资料,完成所指定锻件的生产过程,锻件图设计、相 应的计算过程、下料、加热、锻造及热处理工艺进行分 析。 3.结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量 保证措施。 1.结合所学知识,查找相应资料,对所给零件或铸件原铸造 工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设 计,模板设计等)。 1.1制动盘铸造要求及现状 一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及中心处由砂芯 形成。不同种类制动盘,在盘径、盘片厚度及两片间隙尺寸上存在差异,盘毂的 厚度和高度也各不相同。单层盘片的制动盘结构比较简单。铸件重量多为 6-18kg。 二、技术要求:铸件外轮廓全部加工,精加工后不得有任何缩松、
冒口浇注碳钢件铸造工艺CAE设计相关
文辑推荐
知识推荐
百科推荐


职位:市政公用工程
擅长专业:土建 安装 装饰 市政 园林


