

5A06铝合金单层板超高速撞击弹道极限分析
格式:pdf
大小:580KB
页数:4P
人气 :56
 4.7
4.7
日益增长的空间碎片对在轨航天器的安全运行构成了严重威胁,毫米级空间碎片的防护已成为航天器结构设计必须考虑的问题之一.航天器的蒙皮是抵御空间碎片超高速撞击的最基本防护结构.采用数值仿真并结合试验验证的方法,对5mm厚5A06铝合金单层板承受2A12铝合金球形弹丸正撞击下的弹道极限进行了研究.研究表明,在验证实验速度范围内,数值仿真结果与实验结果吻合良好;使用数值仿真对实验速度以上的区间进行拓展研究,获得了其弹道极限曲线和弹道极限方程;数值仿真和实验结果与已有经验方程对比表明,经验方程与具体材料的弹道极限有较大偏差,因此,应具体问题具体分析.



 异种铝合金单层板与双层板对搭接搅拌摩擦焊
异种铝合金单层板与双层板对搭接搅拌摩擦焊 异种铝合金单层板与双层板对搭接搅拌摩擦焊
将一块厚4mm的lf5铝板与两块厚2mm的6063铝板组成异种铝合金对搭接复合接头,进行搅拌摩擦焊工艺试验并优化焊接参数,获得优质焊缝。重点研究搅拌头转速、搅拌针偏移量对复合接头抗拉强度的影响,并对焊缝表面及横截面宏观形貌、焊缝"洋葱环"组织形貌、焊缝缺陷等进行观察。分析在搅拌针选取不同偏移量的条件下,双层板一侧的搭接界面迁移行为的变化,及其影响焊缝抗拉强度的原因。在优化后的搅拌摩擦焊工艺参数下,实验获得的复合接头最高强度系数可达到6063铝合金母材的72%。
弹丸超高速撞击单层和多层板结构的碎片特征研究 弹丸超高速撞击单层和多层板结构的碎片特征研究
针对空间碎片撞击航天器典型结构形成的碎片特征问题,开展了单层板和多层板在4.4~5.8km/s速度下的超高速撞击试验,利用激光阴影照相技术和碎片软回收方法获得了不同试验状态下碎片尺寸及质量分布等信息,同时采用数值仿真方法分析了碎片的形成机理。研究结果表明,碎片数量随弹丸及靶材尺度的增大、撞击速度的提高而增加,且随碎片尺寸的减小呈指数关系增长。碎片尺寸与其形成机理有关,小碎片主要是在应变率较高的冲击加载和相变作用下形成,对撞击速度的变化更为敏感;大碎片则是在较低应变率下,因靶材的穿孔损伤造成局部强度下降,在冲击作用下材料沿薄弱处撕裂并脱落而形成。
编辑推荐下载
单层5A06铝合金板高速撞击实验研究 单层5A06铝合金板高速撞击实验研究
格式:pdf
大小:1.2MB
页数:7P
4.6
采用非火药驱动二级轻气炮发射球形弹丸,对单层5a06铝合金板进行高速撞击实验研究,从而模拟空间碎片对航天器防护结构的高速撞击作用。实验得到了该铝合金板在不同的速度区间的损伤模式。结果表明,弹丸撞击速度一定时,弹坑深度和弹坑直径均与弹丸直径呈线性关系。当撞击速度在4km/s至5km/s时,靶板上的弹坑深度和弹坑直径随撞击速度的增大而减小,在其它速度范围内,弹坑深度和弹坑直径随撞击速度的增大而增大。通过固定弹丸直径,变化撞击速度,寻找临界撞击速度的方法获得了该铝合金板在弹丸撞击速度为1.0km/s至4.2km/s时的撞击极限曲线,并将实验弹坑深度与由cour-palais方程得到的预测弹坑深度进行了比较,实验弹坑深度大于预测值。
铝球弹丸超高速正撞击薄铝板穿孔尺寸研究 铝球弹丸超高速正撞击薄铝板穿孔尺寸研究
格式:pdf
大小:495KB
页数:6P
4.6
利用2017-t4铝球弹丸高速正撞击不同厚度的2a12铝合金板,模拟空间碎片对航天器防护屏的高速撞击作用,分析铝合金板撞击穿孔尺寸特征。铝球弹丸直径为3.18mm~6.35mm,弹丸直径与铝板厚度之比dp/t为1.00~9.96,撞击速度为1.50km/s~6.98km/s,得到了铝球弹丸高速正撞击铝板的穿孔经验公式。实验结果表明:薄铝板高速撞击穿孔直径扩张率与弹丸直径、铝合金板厚度及撞击速度有关。当弹丸直径与铝合金板厚度之比dp/t一定时,薄铝板撞击穿孔直径扩张率随着撞击速度的增大而增大;当撞击速度一定时,薄铝板撞击穿孔直径扩张率与dp/t呈非线性关系,且随着dp/t的增加,对薄铝板撞击穿孔直径扩张率的影响减弱。
铝合金单层板超高速撞击弹道极限分析热门文档
基于声发射的单层铝板高速撞击损伤类型识别 基于声发射的单层铝板高速撞击损伤类型识别
格式:pdf
大小:1.4MB
页数:5P
4.6
针对基于声发射技术的在轨航天器遭受空间碎片撞击损伤的评估问题,采用autodyn软件进行了弹丸超高速正撞击铝板所产生声发射波动信号的数值模拟,给出了二维模拟结果;对所得到的声发射信号进行小波重构,得到低频和高频部分的信号。通过研究低频和高频信号的峰值变化,发现第一和第二峰值幅度与撞击速度的变化具有一定的规律性,通过低频第二峰值幅度与第一峰值幅度比值将高速撞击损伤模式分为成坑、锥形穿孔和圆柱形穿孔三种类型。
Q235钢单层板对平头刚性弹抗穿甲特性研究 Q235钢单层板对平头刚性弹抗穿甲特性研究
格式:pdf
大小:333KB
页数:5P
4.7
采用撞击实验和理论模型对单层金属板的抗侵彻性能进行了研究,分析了靶体厚度对抗侵彻性能的影响。通过对比撞击实验和理论模型计算结果,验证了理论模型和参数的有效性。结果表明,采用合适的理论模型能够有效地预测靶板在弹体撞击下的弹道极限。此外,分析了靶体在弹体撞击下的塑性变形总耗能,包括靶板局部变形和整体变形的耗能,同时考虑了靶体材料的应变率效应。在平头弹撞击厚靶的工况中,引入了一个修正函数对靶体厚度进行修正。
铝合金单层球面网壳的非线性稳定分析 铝合金单层球面网壳的非线性稳定分析
格式:pdf
大小:182KB
页数:5P
4.5
以k8型单层球面网壳结构为例,采用有限元分析软件ansys进行建模和计算,对铝合金网壳进行了几何非线性稳定分析,讨论了矢跨比、荷载分布形式、初始缺陷和支承条件对网壳稳定性承载力的影响。通过与钢网壳比较,得到了一些关于铝合金单层球面网壳稳定性的结论,可为相关的工程设计提供参考。
 铝合金单道次热轧过程的温度模拟
铝合金单道次热轧过程的温度模拟 铝合金单道次热轧过程的温度模拟
格式:pdf
大小:740KB
页数:5P
4.5
为精确预测轧件的温度场、优化轧制工艺和提高最终产品的质量,通过轧制试验和二维弹塑性有限元法,用msc、merc软件建立了3104铝合金板材单道次热轧有限元温度模型,分析了空冷、接触传热、塑性变形热和摩擦热等传热方式对轧板温度的影响以及轧板初始温度、轧制速度、接触传热系数和压下量等轧制参数的轧板温降灵敏度系数。结果表明:在单道次热轧过程中,接触传热对轧板温度的影响最大,塑性变形热的影响次之,摩擦热的影响较小,空冷的影响最小;轧板初始温度、轧制速度、接触传热系数和压下量等轧制参数的轧板温降灵敏度系数依次减小。
铝合金单层板超高速撞击弹道极限分析精华文档
铝合金薄板多槽的高速加工 铝合金薄板多槽的高速加工
格式:pdf
大小:1.4MB
页数:2P
4.6
1.技术要求在厚度低于1mm的铝合金板表面加工0.5mm宽的距阵排列通槽,同时要保证长、宽≥250mm的薄板加工后的平面度在0.08mm以内,槽缝宽精度在±0.01mm以内。这样的产品对很多加工企业来说都很难应对。零件如图1所示。主要技术
7A52铝合金单双丝焊工艺对比分析 7A52铝合金单双丝焊工艺对比分析
格式:pdf
大小:1.1MB
页数:4P
4.5
采用er5356焊丝对7a52铝合金厚板进行单、双丝气体保护焊工艺对比。对单双丝焊焊接接头的变形、显微组织、焊缝硬度和拉伸性能进行了试验分析。结果表明,双丝焊焊接接头变形小;双丝焊焊缝与单丝焊焊缝相比,组织更为细小致密,热影响区较窄;焊缝区硬度高于单丝焊焊缝;焊缝抗拉强度比单丝焊焊缝提高了7.7%。由能谱分析得知采用双丝焊工艺可抑制锌的挥发。
铝球弹丸高速正撞击薄铝板穿孔研究 铝球弹丸高速正撞击薄铝板穿孔研究
格式:pdf
大小:810KB
页数:7P
4.7
低地球轨道上的航天器易受到微流星体及空间碎片的超高速撞击,导致其严重的损伤甚至灾难性的失效。撞击损伤特性研究是航天器防护设计的一个重要问题。通过铝球弹丸超高速正撞击薄铝板的实验研究和数值模拟,证明了autodyn-2d软件数值模拟预测薄铝板超高速撞击穿孔直径的有效性。通过对弹丸直径、弹丸撞击速度和薄铝板厚度影响薄铝板超高速撞击穿孔直径的数值模拟,以及利用实验结果和数值模拟结果拟合的曲线,得到了铝球弹丸超高速撞击薄铝板的穿孔规律以及影响薄铝板超高速撞击穿孔直径的主要因素。
铝及铝合金单晶中剪切带的微观结构 铝及铝合金单晶中剪切带的微观结构
格式:pdf
大小:235KB
页数:2P
4.4
很多材料(包括金属、高分子以及岩石之类),在某些条件下形变时,都会形成剪切带。这些剪切带是非晶体学的,所谓宏观的,有几种不同类型。我们所研究的是在常温、准静态变形时形成的剪切带。剪切带形成和发展已被认为是金属材料大变形时的一种普遍机制,对其成型加工和应用均极为重要。由于剪切带问题十分复杂,至今还没有公认的看法。
铝合金多层板靶板损伤形式及其微观组织分析 铝合金多层板靶板损伤形式及其微观组织分析
格式:pdf
大小:262KB
页数:4P
4.4
采用53式7.62mm弹道枪、7.62mm穿燃弹入射铝合金多层板,弹速为824m/s。利用光学显微镜观察靶板侵彻后的弹坑微观组织。结果表明,距贯穿初始位置约4.3mm开始出现绝热剪切带,距贯穿初始位置约3mm开始出现裂纹。裂纹均存在于面板中。在弹丸冲击下,出现于面板弹坑微观组织中的绝热剪切带与裂纹相比,是一种更有效的能量耗散方式。背板贯穿处边缘未见裂纹和绝热剪切带。中间填料层对裂纹扩展有明显的抑制作用。
铝合金单层板超高速撞击弹道极限分析最新文档
高速凝固粉末冶金铝合金(3) 高速凝固粉末冶金铝合金(3)
格式:pdf
大小:680KB
页数:12P
4.5
本篇是全文的第三部分,继续评述国内外工业高速凝固粉末冶金铝合金的发展状况,其中包括各种高速凝固粉末冶金铝-硅合金的成分和性能,以及它们的制备工艺,含si量高的铝-硅合金耐磨性好,多用于制造汽车发动机和空调器压缩机零配件,如活塞、汽缸衬里、压缩机转子和叶片、发动机阀门、弹簧座、连杆等,可大大减轻它们的质量,提高发动机的效率。还评述了各种高速凝固粉末冶金热处理可强化2×××系、7×××系铝合金的成分和性能,以及它们在航空航天工业中的应用。
高速凝固粉末冶金铝合金(1) 高速凝固粉末冶金铝合金(1)
格式:pdf
大小:2.2MB
页数:9P
4.6
高速凝固粉末冶金铝合金及喷射成形铝合金是高技术新材料,在交通运输装备制造特别是在航空航天器制造中获得了较为广泛的应用,妨碍大规模应用的主要屏障是材料制备工艺复杂,因而价格高,只在一些关键制品方面得到应用,不过应用潜力广阔。粉末冶金的最大特点是液滴的凝固速度高,可显著提高合金元素在铝中的固溶度,可制备成分复杂的、合金元素含量高的、性能优秀的铝合金。全文将分三个部分刊出,这一部分是评述高速凝固粉末的各种制备方法,包括雾滴法、喷射沉积法、熔体自旋法。
高速凝固粉末冶金铝合金(2) 高速凝固粉末冶金铝合金(2)
格式:pdf
大小:4.8MB
页数:9P
4.5
本篇是全文的第二部分,评述国内外工业高速凝固粉末冶金铝合金的发展状况,其中包括:各种高速凝固粉末冶金铝-锂合金的成分和性能,以及它们的制备工艺,重点评述了高模量、高强度铝-锂-铍合金的特点及其应用;各种高速凝固粉末冶金铝-铁耐热合金的成分和性能,重点评述了铝-铁-铈合金和铝-铁-钒-硅合金的特性。
铝合金高速微小孔钻削工艺 铝合金高速微小孔钻削工艺
格式:pdf
大小:2.5MB
页数:5P
4.4
随着科学技术的发展和尖端产品的日益精密化、集成化和微型化,微小孔加工的数量越来越多,对加工质量的要求也越来越高。尽管加工微小孔的工艺方法有很多,例如激光束、电子束、离子束和电火花加工等,但是在国内外应用最广泛、实用性最强的仍然是麻花钻机械钻孔。
2A50铝合金单道次等通道转角挤压工艺研究 2A50铝合金单道次等通道转角挤压工艺研究
格式:pdf
大小:248KB
页数:3P
4.7
等通道转角挤压技术是一种有效细化材料的微观组织的新工艺。本文选择通道转角、挤压速度、润滑条件、变形温度等4个工艺参数为变量,根据选定的正交试验表对9组不同参数组合方案进行单道次挤压试验,通过极差分析,获得了4个参数中影响2a50铝合金晶粒细化程度的先后顺序,同时找出了影响晶粒细化的主要因素,提出了一个较优化的水平组合方案,为后续的多道次工艺试验提供了科学的依据。
钨球侵彻铝合金板的弹道极限研究 钨球侵彻铝合金板的弹道极限研究
格式:pdf
大小:145KB
页数:未知
4.4
弹道极限是终点效应学的重要研究方面。针对钨球侵彻铝合金板的情况,参照相关试验方法,并结合有限元法,提出了一种确定弹道极限的方法;利用结果数据,拟合了不同弹靶条件下弹道极限的经验公式。采用文中方法所得弹道极限,与实验结果相比差别较小,证明了该方法的合理性。
超高速撞击作用下C/SiC薄板抗冲击特性研究 超高速撞击作用下C/SiC薄板抗冲击特性研究
格式:pdf
大小:347KB
页数:4P
4.4
针对空天飞行器热防护系统抗冲击性能,基于已得实验结果对冲击载荷作用的平纹编织c/sic复合材料薄板碎片云团结构定性建模及分析,获得c/sic碎片云中特殊轴向柱状高能区。基于autodyn正交各向异性材料模型推导材料参数并与实验对比,验证模型及参数的合理性。据c/sic碎片云团特点选取弹丸剩余速度、碎片云轴向平均速度及分散角作为主要特征参数,并以球形al弹丸薄板撞击模型为对象,对超高速撞击多种工况c/sic面板的抗冲击性能进行规律分析及评估。
 铝合金单涡轮的铸造工艺
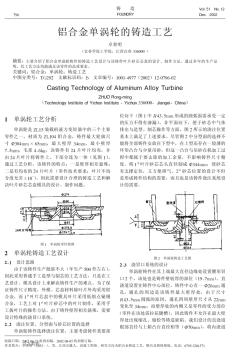
铝合金单涡轮的铸造工艺 铝合金单涡轮的铸造工艺
格式:pdf
大小:271KB
页数:未知
4.7
主要介绍了铝合金单涡轮铸件的铸造工艺设计与该铸件叶片砂芯芯盒的设计、制作方法。通过多年的生产证明,其工艺方法均能满足该零件的品质要求
铝合金单层板超高速撞击弹道极限分析相关
文辑推荐
知识推荐
百科推荐


职位:城市规划师
擅长专业:土建 安装 装饰 市政 园林


