

宽带钢粗轧机控制系统升级改造的研究与应用
格式:pdf
大小:981KB
页数:3P
人气 :56
 4.3
4.3
莱钢原有的宽带钢生产线粗轧机基础自动化控制系统已不能满足目前带钢产品的质量要求,系统升级势在必行。改造后的系统控制模型在粗轧规格道次间修正计算、轧制模型等方面都有多项技术创新,并开发了多种模型的自学习策略,显著提高了钢坯宽度控制、轧制力预报、辊缝设定等模型的控制精度。



精轧机LCI装置自动化系统升级改造
引言宣钢三高线精轧机主电机作为高线生产线的绝对核心设备,由于原设计中上位机可记录的数据不够完善,所以不利于及时发现和解决故障问题,鉴于此原因对精轧机的自动控制系统进行了数据完善和升级改造。一、精轧机的工艺设备及技术参数1、工艺设备宣钢高强度棒线材生产线(三高线)精轧机组布置于3号飞剪之后,水冷装置之前,为轧制生产工艺的第19#~28#机架,采用国产顶交45°轧机,该轧机借鉴了摩根五代轧机的先进技术,最高

热连轧带钢层冷温度控制系统升级改造
针对莱钢1500mm热连轧生产线原层流冷却卷取温度控制系统中存在的问题,通过采用模型系统,采取多种冷却策略及头尾特殊冷却方式进行系统优化改进,改造后的系统稳定,钢坯冷却温度命中率有了很大提高,板形质量明显得到改善。
编辑推荐下载
煤码头中央控制系统升级改造
格式:pdf
大小:471KB
页数:3P
4.3
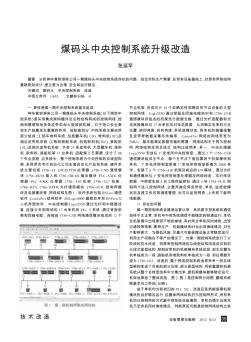
分析神华黄骅港务公司一期煤码头中央控制系统存在的问题。结合实际生产需要,在现有设备基础上,对原有网络结构重新规划设计,使之更为合理、安全和运行稳定。

基于过程与PLC等多级控制对轧机系统的升级改造
格式:pdf
大小:1.4MB
页数:5P
4.6
轧机的轧制精度往往会随着使用时间的增加而降低,为了恢复或提高其精度,除了对机械部分进行必要的修复或改造外,更需要对控制系统进行升级改造。在对连轧机负荷模型及动态分析的基础上,采用过程控制与高速网络交换进行主控制及各种质量控制,采用组合式agc与plc对各执行元件的动作进行精确控制,采用活套技术保持无张力轧制实现控制精细化,从而形成由"process+plc+looping"等多级控制的高效网控系统,并配备数据跟踪装置监视控制状态,板材(前端)厚度的标准偏差由56μm下降到20μm。
宽带钢粗轧机控制系统升级改造与应用热门文档
 宽带粗轧机电流偏差的消除
宽带粗轧机电流偏差的消除 宽带粗轧机电流偏差的消除
格式:pdf
大小:246KB
页数:2P
4.5
针对莱钢1500mm宽带粗轧机上下辊电机电流偏差大的现象,优化雪橇轧制与负荷平衡控制,消除负荷不平衡造成的电流偏差。
330MW机组DEH控制系统升级改造
格式:pdf
大小:501KB
页数:3P
4.5
为解决330mw机组deh-ⅲa控制系统老化和转速测量精度不高的问题,将原deh-ⅲa控制系统升级改造为deh-v控制系统。改造后,deh-v控制系统调试方便,转速测量精度提高到±0.1r/min,解决了deh控制系统老化和转速测量精度不高的问题,并提高了一次调频的合格率。
宣钢高线精轧润滑系统升级改造及应用效果 宣钢高线精轧润滑系统升级改造及应用效果
格式:pdf
大小:171KB
页数:未知
4.5
本文介绍了宣钢高线精轧润滑站增容技改的方案实施和效果。主要阐述了润滑系统通过plc程序模块化控制,实现了系统的压力闭环控制,有效替代了变频器m430pid压力闭环调节功能。
首钢中厚板厂升级改造四辊轧机主传动控制系统 首钢中厚板厂升级改造四辊轧机主传动控制系统
格式:pdf
大小:248KB
页数:3P
4.8
结合首钢中厚板厂升级改造四辊轧机主传动控制系统,对交交变频调速系统的原理、构成及调速性能等方面进行分析和阐述。在该系统中,触发脉冲采用光纤传输形式,有利于提高系统的抗扰性能。
宽带钢粗轧机控制系统升级改造与应用精华文档
丘东集气站压缩机控制系统升级改造
格式:pdf
大小:107KB
页数:1P
4.4
本文简要概述了丘东集气站压缩机组控制系统的升级改造.主要从旧控制系统组成、出现的问题、改造方案、新控制系统简介四个方面进行了介绍.
八钢中厚板粗轧机除鳞与轧辊冷却改造
格式:pdf
大小:140KB
页数:2P
4.5
介绍对中厚板粗轧机除鳞水系统、工作辊冷却水系统、支承辊冷却水系统进行了技术改造,生产的连续化和自动化水平取得进步和提高。
可逆冷轧机升级改造技术探析
格式:pdf
大小:203KB
页数:2P
4.4
近几年来,伴随我国建筑、机械、汽车、造船、交通、环保、轻工、家电、小五金等行业迅猛发展,对普碳钢薄板的消费—直保持着非常大的增长需求。目前,市场对国产高品质冷轧板的需求逐年递增,对冷轧板宽度的要求更宽,板面质量要求更高:本文通过以900可逆冷轧机为例,详实的阐释了可逆冷轧机的升级改造要点,并分析了其改造升级成果,为冷轧机更加科学、有效应用提供了重要的依据。
尿素装置DCS控制系统升级改造总结
格式:pdf
大小:81KB
页数:2P
4.4
介绍尿素装置dcs控制系统升级改造过程,阐述dcs控制系统改造中关键问题的处理办法,详细说明各设备的通讯和dcs控制系统编程组态。
燃气锅炉控制系统升级改造
格式:pdf
大小:705KB
页数:3P
4.7
利用西门子s7-200plc作为信息处理和中央控制单元,嵌入工业控制软件等先进自控方式,对锅炉个性化控制器和继电控制系统进行升级改造,解决了锅炉运行中存在的问题。
宽带钢粗轧机控制系统升级改造与应用最新文档
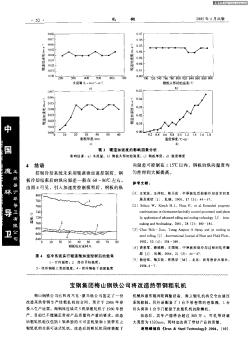
宝钢集团梅山钢铁公司将改造热带钢粗轧机
格式:pdf
大小:40KB
页数:1P
4.7
梅山钢铁公司已和西马克·德马格公司签定了一份改造其热带钢生产线粗轧机的合同,预计于2006年春投入生产运营。梅钢原连续式5机架粗轧机于1960年投产,目前已不能满足带材产品质量和产量的要求。改造后粗轧机组仅包括1架单独的不可逆机架和1架带有立辊轧机的全新可逆式轧机。改造后的粗轧机同时装配了机械和液压辊间距调整设备,而立辊轧机将完全由液压系统控制。另外还配备了1台不带卷筒的卷取箱,1台切头剪和1台专门配套于此粗轧机的除鳞机。

窄带钢热连轧生产线粗轧机改造方案对比分析
格式:pdf
大小:3.2MB
页数:5P
4.3
针对近年来钢铁企业1/2连轧生产线中粗轧机产能不足,无法发挥连轧机生产效率的问题,充分考虑投资因素的影响,总结窄带钢热连轧生产线的布置型式和工艺流程的特点,对全连轧、3/4连轧及粗轧双机架串列布置型式改造方案的合理性进行对比分析,指出针对现有1/2连轧生产线上述改造方案中,全连轧改造方案在新设备及电力容量增加最大,产能匹配较不合理;3/4连轧改造方案对设备的间距要求长于现有长度;只有粗轧机双机架串列布置的改造方案产能匹配合理,现有设备及基础均能够利旧使用,对新增设备及电机扩容要求最小,在较少资金投入基础上,实现增加坯重、提高年产量及减小产品厚度等改造目标.
三钢棒材厂连轧系统升级改造
格式:pdf
大小:460KB
页数:3P
4.7
介绍棒材连轧控制系统利用设备大修期间,从s5系列升级为s7系列,并介绍系统通讯方式、速度级联控制、活套控制、飞剪控制及hmi系统,改造后达到了良好效果。
选煤厂集中控制系统升级改造初探
格式:pdf
大小:112KB
页数:1P
4.8
针对选煤厂低耗、高效的发展趋势,选煤厂集中控制系统的升级改造势在必行。本文论述了当前国内选煤厂集中控制系统的发展现状,针对在升级改造中经常出现的问题进行了改造探索,并提出了具体的改造措施,希望对国内选煤厂的集中控制系统升级改造提供借鉴。
PU1000聚合装置控制系统升级改造
格式:pdf
大小:759KB
页数:6P
4.4
根据pu1000聚合装置新系统的工艺流程,采用浙大中控的ecs-100集散控制系统进行技术改造,对聚合流程的各个控制点进行i/o登记和硬件架构的组合,按照安全、可靠、便于操作的原则进行编程和组态设计,达到了控制精确、优化工艺、运行稳定的效果。
辅网凝结水精处理控制系统升级改造
格式:pdf
大小:1016KB
页数:2P
4.4
介绍了某公司2×630mw超临界机组辅网凝结水精处理控制系统的现状;总结了存在的风险点及隐患;提出了针对性升级改造方案;分析了程序联锁保护、程控调试及调试过程中的注意事项;该升级改造方案提高了机组辅网控制系统的整体安全性;为同类型辅网凝结水精处理控制系统升级改造提供了参考;
机房监控系统升级改造 机房监控系统升级改造
格式:pdf
大小:607KB
页数:3P
4.5
按机房设备性质的不同,机房管理分为两条主线。一条是针对it设备管理的,主要通过不同层级的kvm设备来体现,经历的阶段有:单服务器kvm阶段、单机柜kvm阶段、整个机房共用一套kvm阶段。可管理距离也从机房内现场管理、本单位局域网管理到远程异地管理。另一条主线是对机房基础环境的监控与管理。
精品轧钢粗轧机安装工法
格式:pdf
大小:357KB
页数:16P
4.5
1 精品轧钢粗轧机安装工法 中冶集团华冶资源公司邯郸机电安装分公司 尹莉峰张金平张存柱李占斌 1前言 精品轧钢粗轧机安装工法,主要是针对精品轧钢粗轧机本体、粗轧机主电机等设备的施工方法。 本工法是我单位在多年的同类或类似设备施工过程中,不断的总结施工经验,多次对施工方法进行 改进、提高和完善而形成的。 根据本工法施工的邢台钢铁有限责任公司建设的精品钢轧钢工程是邢台钢铁有限责任公司提升 产品档次,改善品种结构的重要举措之一。我单位在该工程中成功的运用了本工法,由于施工方法 得当,施工计划安排合理,在设备到货滞后近3个月的情况下,我单位仅用40余天的时间完成设备 及附属管道、液压润滑系统等的安装工作,从而确保了设备的按期投产,为各方面都取得良好的经 济效益和社会效益。邢钢精品钢轧钢工程荣获2009年河北省优质工程。 2工法特点 2.1施工技术完善,确保安装质量

烧结机控制系统的升级改造
格式:pdf
大小:74KB
页数:2P
4.3
详细介绍了唐山钢铁股份有限公司炼铁厂2#烧结机plc控制系统的优化改造。改造后系统的可靠性、稳定性、可操作性得到了极大提高,并为以后系统i/o设备改造预留出升级空间。
宽带钢粗轧机控制系统升级改造与应用相关
文辑推荐
知识推荐
百科推荐


职位:暖通制水工程师技术员
擅长专业:土建 安装 装饰 市政 园林


